


Mezinárodní regulace omezují obsah olova v měděných slitinách. To je dobré pro zdraví a přírodu, ale představuje to pro výrobce a obráběče velké – nebo možná lépe řečeno dlouhé – výzvy. Bez olova ve slitině se totiž často vytvářejí dlouhé třísky. Spolu s odborníky ze skupiny Wieland se specialisté na nástroje z ISCAR tomuto tématu věnovali. V TechCentru v Ettlingenu společně vyvinuli širokou škálu vrtáků, fréz, soustružnických a řezacích nástrojů, s nimiž lze bezolovnatý mosaz snadno obrábět.

Společnost Wieland, která vznikla v roce 1820 z měděné slévárny v Ulmu, je dnes mezinárodně působícím dodavatelem měděných slitin, polotovarů z mědi a komponentů a systémových řešení. S globální sítí více než 80 výrobních závodů, servisních a obchodních domů a přibližně 10 000 zaměstnanci nabízí společnost široké portfolio produktů, technologií a služeb. Od prototypu po sériovou výrobu vyvíjí Wieland řešení mimo jiné pro automobilový, letecký a kosmický, elektronický, chladicí a klimatizační průmysl.
REACH Příloha 17, RoHS, DWD a ELV – četné mezinárodní předpisy omezují obsah olova v měděných slitinách. Dosud používané a osvědčené materiály jsou tak z dlouhodobého hlediska pouze omezeně použitelné. Proto společnost Wieland vyvinula s řadou ecoline rodinu bezolovnatých produktů, které mají tyto materiály nahradit. Avšak jejich obrábění klade nové požadavky, protože olovo dodává olovnatým mosazným slitinám specifické vlastnosti, například zlepšuje jejich obráběnost a životnost nástrojů.
Nízký obsah olova – velké výzvy
Průmyslově důležité měření obrábění obsahují například mezi 0,5 a 3,5 procenta olova v malých částicích jako třísku lámací přísadu. Prvek se nachází ve struktuře materiálu ve jemně dispergovaných částicích. Čím více olova je obsaženo, tím lépe se materiál obrábí. Olovo zajišťuje určité mazání při obrábění a krátké třísky. „Výzvou je zajistit tyto charakteristiky i při absenci olova,“ vysvětluje Angelos Tanios, procesní inženýr ve společnosti Wieland.
Aby byly tyto vlastnosti dostupné v bezolovnaté mosazi, používá Wieland ve svých ecoline slitinách, jako je například eco SZ3, křemík a fosfor. Vznikající fosfidy jsou v alloy podobně jako olověné částice rozloženy a slouží jako plánované zlomy pro třísky. Tímto způsobem dosahují nové materiály velmi dobré obráběcí schopnosti. Nicméně, materiály s nízkým nebo žádným obsahem olova představují výzvy pro obráběcí proces, aby dosáhly mimořádného výkonu materiálů obsahujících olovo.
„Při testech jsme pozorovali částečně zvýšené opotřebení na břitech a na některých dílech se vytvářely otřepy,“ říká Christian Erb, aplikační inženýr ve společnosti Wieland. „Kritické je také to, že mohou vznikat dlouhé třísky, které se omotávají kolem nástrojů, ucpávají pracovní prostor v stroji a nakonec ztěžují odstraňování třísek z zařízení.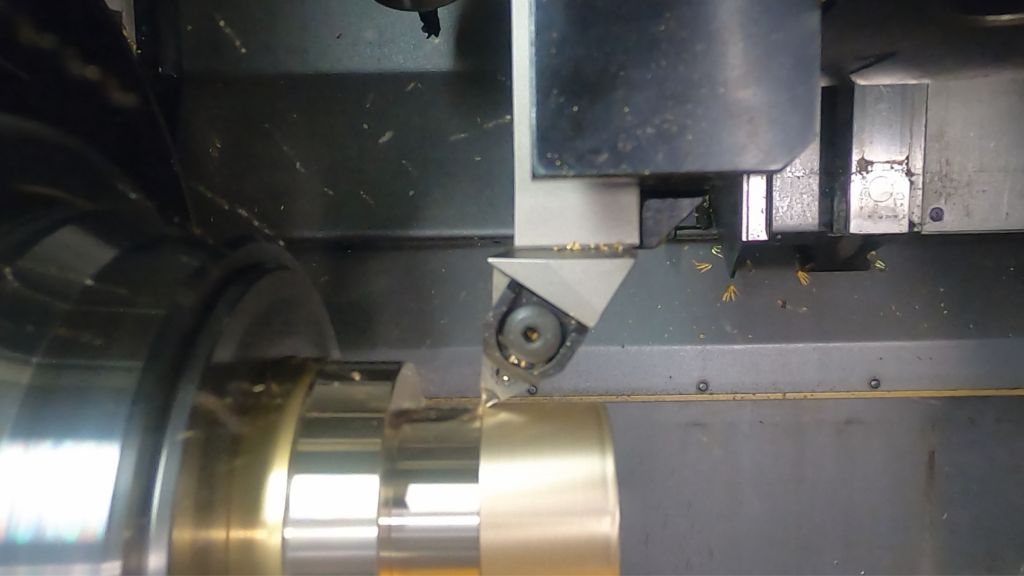
Týmu kolem Christiana Erba a Angelose Taniose bylo jasné, že i bezolovnatý materiál musí být zpracováván ekonomicky a procesně bezpečně – s vhodným nástrojem. Proto se obrátili na ISCAR a popsali Florianovi Schöfflerovi, poradenství a prodej, a aplikačnímu technikovi Martinovi Staudacherovi toto téma. Protože ještě mnoho firem nepracuje s novým bezolovnatým mosazem, chyběly také specialistům na nástroje zkušenosti pro doporučení.
„Ale pro takové případy máme eso v rukávu – naše TechCenter v Ettlingenu,“ říká Florian Schöffler. Na dokonale vybaveném „hřišti pro velké kluky“ testuje ISCAR jednak vlastní produkty, ale především také řeší technické problémy svých zákazníků. „Tak jsme pozvali tým Wieland do Ettlingenu, abychom společně vymysleli řešení,“ říká Martin Staudacher. „V TechCenter jsme mohli vyzkoušet, co funguje nejlépe. Zkušenosti ukazují, že pokusy jsou lepší než studium.“
TechCenter skrývá řešení.
V rodině ecoline od společnosti Wieland se nacházejí slitiny s velmi různými vlastnostmi, aby pokryly různé požadavky uživatelů. Pro pokusy v TechCenter poskytli odborníci na materiály z Ulmu třímetrové tyče z eco SZ3 (CuZn40SiP) v průměrech 26 a 38 milimetrů. „Rozhodli jsme se pro tuto slitinu, protože její vlastnosti se nejvíce blíží široce používaným mosazím CW614 a CW617,“ říká Christian Erb. „Tímto způsobem můžeme pokrýt širokou oblast použití.“
U materiálů obsahujících olovo obvykle fungují extrémně ostré nástroje, například geometrie pro hliník, nejlépe. „V SZ3 však tyto nástroje při našich testech vedly k extrémně dlouhým třískám,“ říká Werner Lederbogen, pracovní příprava ve společnosti Wieland. „Proto jsme přešli na méně ostré geometrie z oceli s ochranným fazetou. To pak fungovalo skvěle.“ Marco Huck, aplikační inženýr v TechCentru společnosti ISCAR, doplňuje: „Zvláště řezné materiály s odpovídajícím C-třískovačem a velmi hladkým a leštěným povrchem umožňují dobrý odvod třísek.“
Které povlakování se nakonec ukáže jako nejlepší pro bezolovnaté materiály, se dá říct až tehdy, když se v konkrétním případě aplikace jedná také o životnost nástrojů.
Pokusy na dlouhých a krátkých soustruzích

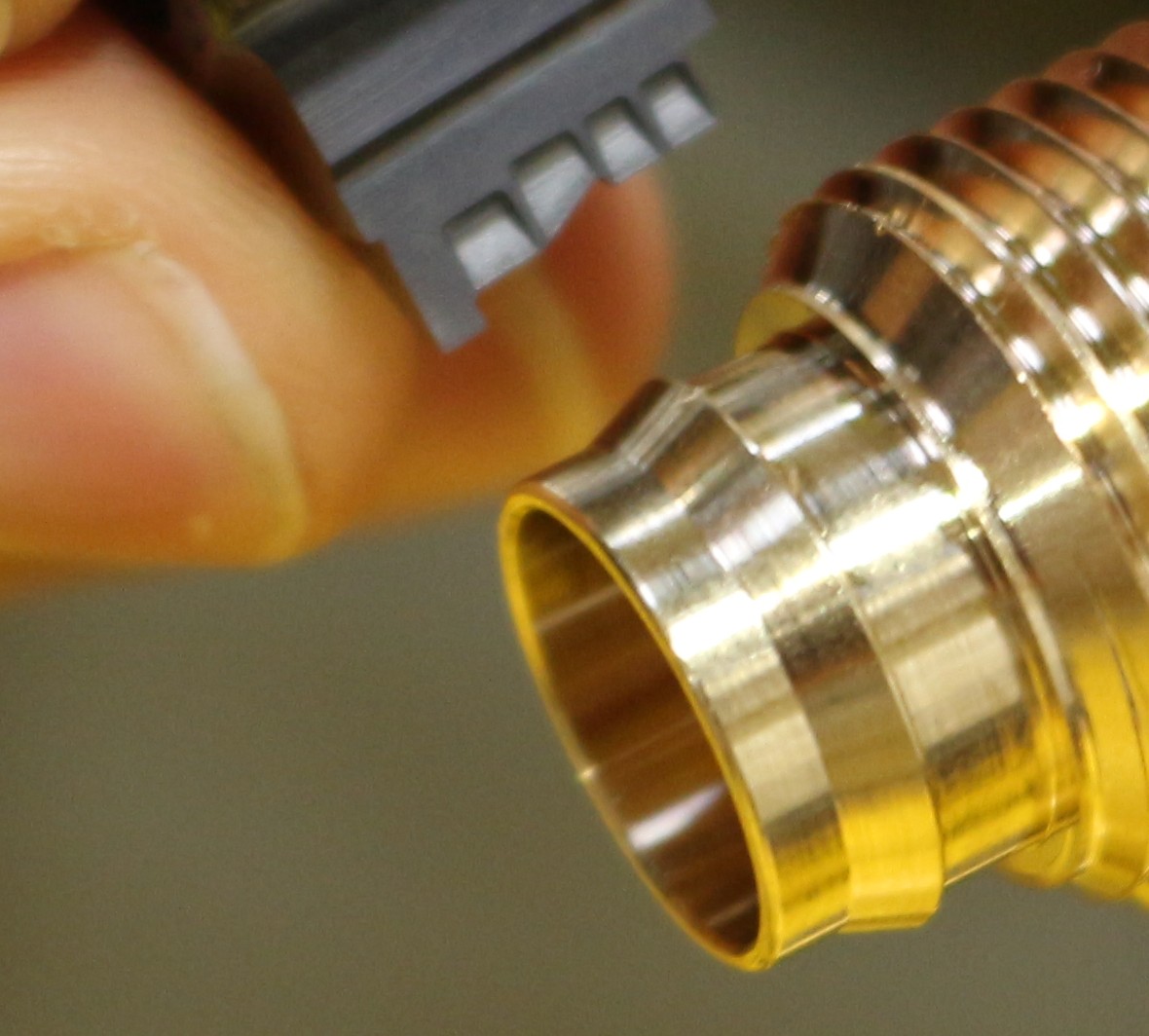
Materiál 26 by měl být obráběn na dlouhém soustruhu. Aby byly zobrazeny typické zpracování v průmyslu, vznikla součást, která je inspirována přípojným kusem – v jednom průchodu a téměř výhradně se standardními nástroji. Pro odstraňování a zapichování tým TechCenter využil šetrný k zdrojům DOGRIP s pouze jeden milimetr širokým řezným nástrojem. Otvory vytvořili s plně karbidovým (VHM) vrtákem SOLIDDRILL a s výměnnými hlavami vrtáků SUMOCHAM o průměrech 32 a čtyři milimetry.
Při soustružení a předsoustružení vykazovaly nástroje ISOTURN s F1M tvarovačem dobré výsledky. S novým tříbřitem PICCO3CUT vytvořily fazety a dokončily vnitřní korekce, plochy pro klíč frézovaly s čtyřbřitým MULTIMASTER-VHM frézou v odolné, TiAlN PVD potažené jemnozrné třídě IC908. Vlákno s 1,5 stoupáním frézovali obráběči s frézou ISCARTHREAD s ISO-WSP. Pouze pro tvarový zářez bylo použito speciálního nástroje: byl nasazen s přesně přizpůsobeným pětibřitým PENTA 27 břitovým vložkem s vyraženým tvarovačem. „Celý proces od tyče po hotovou součást trvá tak jen asi dvě minuty a přináší velmi dobré výsledky,“ říká Thomas Eiberle, nastavovač ve společnosti Wieland.
Materiál o průměru 38 milimetrů obráběli kutilové na krátkém soustruhu. Jako testovací objekt vznikla kluzná ložisková pouzdra, která byla modelována podle skutečně existujících komponentů. Tyčový materiál byl hrubován novým tříbřitem QUICKTLOCK s extrémně stabilním upínáním a dokončován pomocí LOGIQ6TURN, pozitivní výměnné řezné destičky se šesti 55-stupňovými břity. Čtyřbřitý MULTIMASTER-VHM frézař vytvořil klíčové plochy. S vrtačkou DR-TWIST o průměru 32 milimetrů tým provedl čelní vrtání a obráběl je pomocí vrtací tyče WHISPERLINE. Pro zahloubení použili obráběči také DOGRIP s šířkou řezu pouhého jednoho milimetru. „Při úspěšném obrábění na tomto stroji také pomáhal rychloupínací systém Varia-VX našeho partnera EWS, který snižuje čas přípravy a bezpečně přenáší točivý moment.
K tomu se přidává kolizím optimalizovaný nástrojový adaptér SPANNTOP mini 65 našeho partnera Hainbuch, s nímž se můžeme dostat velmi blízko k sklíčidlu,“ vysvětluje Jörg Huber, aplikační inženýr v TechCentru společnosti ISCAR.
Nástroj to dělá
Testovací výsledky na obou zařízeních byly přesvědčivé. S použitými nástroji může expertní tým vyrábět součásti jak na dlouhém, tak na krátkém soustruhu procesně bezpečně a v jednom průchodu. „Máme stále krásné krátké třísky a kvalita povrchu je také v pořádku,“ říká spokojeně Christian Erb. Angelos Tanios shrnuje poznatky: „S vhodným nástrojem lze bezproblémově obrábět i bezolovnatý materiál.“
Kontakt:


