


Les réglementations internationales limitent les teneurs en plomb dans les alliages de cuivre. C'est bon pour la santé et la nature, mais cela pose de grands – ou peut-être mieux, de longs – défis aux fabricants et aux usinages. En effet, sans plomb dans l'alliage, des copeaux souvent très longs se forment. En collaboration avec des experts du groupe Wieland, les spécialistes des outils d'ISCAR se sont penchés sur la question. Au TechCenter d'Ettlingen, ils ont élaboré ensemble une large gamme de forets, de fraises, d'outils de tournage et de décolletage, permettant d'usinage sans plomb du laiton sans problème.

Fondé en 1820 à partir d'une fonderie de cloches à Ulm, le groupe Wieland est aujourd'hui un fournisseur international d'alliages de cuivre, de demi-produits en cuivre ainsi que de solutions de composants et de systèmes. Avec un réseau mondial de plus de 80 sites de production, de services et de commerce, ainsi qu'environ 10 000 employés, l'entreprise propose un large portefeuille de produits, de technologies et de services. Du prototype à la production en série, Wieland développe des solutions notamment pour les secteurs de l'automobile, de l'aéronautique, de l'électronique, de la réfrigération et de la climatisation.
REACH Annexe 17, RoHS, DWD et ELV – de nombreuses réglementations internationales limitent la teneur en plomb dans les alliages de cuivre. Les matériaux utilisés jusqu'à présent et éprouvés ne sont donc à long terme que partiellement utilisables. C'est pourquoi Wieland a développé la série ecoline, une famille de produits sans plomb, qui doivent les remplacer. Cependant, leur usinage pose de nouvelles exigences, car le plomb confère aux alliages de laiton contenant du plomb des propriétés spécifiques, améliorant par exemple leur usinabilité et la durée de vie des outils.
Faible teneur en plomb – grands défis
Les alliages d'usinage importants pour l'industrie contiennent par exemple entre 0,5 et 3,5 % de plomb sous forme de petites particules comme brise-copeaux. L'élément se trouve dans la structure du matériau sous forme de particules finement dispersées. Plus il y a de plomb, mieux le matériau peut être usiné. Le plomb assure une certaine lubrification lors de l'usinage et génère des copeaux courts. "Le défi est de garantir ces caractéristiques même en l'absence de plomb", explique Angelos Tanios, ingénieur de processus chez Wieland.
Pour rendre ces propriétés disponibles dans le laiton sans plomb, Wieland utilise dans ses alliages ecoline, comme par exemple eco SZ3, du silicium et du phosphore. Les phosphures formés sont répartis dans l'alliage de manière similaire aux particules de plomb et servent de points de rupture pour les copeaux. Ainsi, les nouveaux matériaux atteignent une très bonne usinabilité. Néanmoins, les matériaux pauvres ou sans plomb posent des défis au processus d'usinage pour atteindre la performance exceptionnelle des matériaux contenant du plomb.
"Lors des tests, nous avons observé une usure accrue des arêtes et des bavures se formaient sur certaines pièces", déclare Christian Erb, ingénieur d'application chez Wieland. "Il est également critique que de longs copeaux puissent se former, s'enrouler autour des outils, obstruer l'espace de travail dans la machine et finalement rendre l'élimination des copeaux de l'installation plus difficile."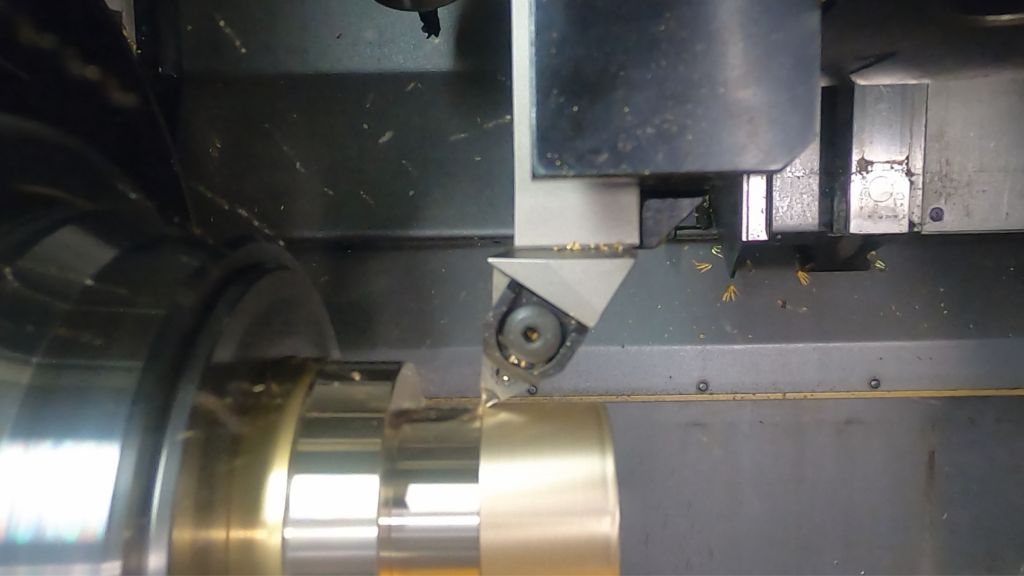
L'équipe autour de Christian Erb et Angelos Tanios savait que le matériau sans plomb devait également être usiné de manière économique et sûre en termes de processus – avec l'outil approprié. C'est pourquoi ils se sont tournés vers ISCAR et ont exposé le sujet à Florian Schöffler, conseil et vente, et au technicien d'application Martin Staudacher. Comme peu d'entreprises travaillent encore avec le nouveau laiton sans plomb, les spécialistes des outils manquaient également d'expériences pour des recommandations.
"Mais nous avons un atout dans notre manche pour de tels cas – notre TechCenter à Ettlingen", déclare Florian Schöffler. Dans le "terrain de jeu pour grands garçons" parfaitement équipé, ISCAR teste d'une part ses propres produits, mais résout d'autre part surtout les problèmes techniques de ses clients. "Nous avons donc invité l'équipe de Wieland à Ettlingen pour réfléchir ensemble à des solutions", déclare Martin Staudacher. "Au TechCenter, nous avons pu essayer ce qui fonctionne le mieux. L'expérience montre que l'essai est plus efficace que l'étude."
Le TechCenter recèle la solution
Dans la famille ecoline de Wieland, on trouve des alliages aux propriétés très variées pour répondre aux différentes exigences des utilisateurs. Pour les essais au TechCenter, les experts en matériaux d'Ulm ont mis à disposition des barres de trois mètres en eco SZ3 (CuZn40SiP) avec des diamètres de 26 et 38 millimètres. "Nous avons choisi cet alliage car ses propriétés se rapprochent le plus des laiton courants CW614 et CW617", déclare Christian Erb. "Ainsi, nous pouvons couvrir un large éventail d'applications."
Pour les matériaux contenant du plomb, des outils extrêmement tranchants, comme les géométries en aluminium, fonctionnent généralement le mieux. "Cependant, dans le SZ3, ces outils ont conduit lors de nos tests à des copeaux extrêmement longs", déclare Werner Lederbogen, préparation de travail chez Wieland. "Nous avons donc changé pour des géométries en acier moins tranchantes avec un chanfrein de protection. Cela a très bien fonctionné." Marco Huck, ingénieur d'application au TechCenter chez ISCAR ajoute : "Des matériaux de coupe avec un formateur de copeaux C approprié ainsi qu'un revêtement très lisse et poli permettent un bon écoulement des copeaux."
Il ne sera possible de dire quel revêtement s'avérera finalement le meilleur pour les matériaux sans plomb que lorsque, dans un cas d'application concret, il s'agira également de la durée de vie des outils.
Essais sur tours longs et courts

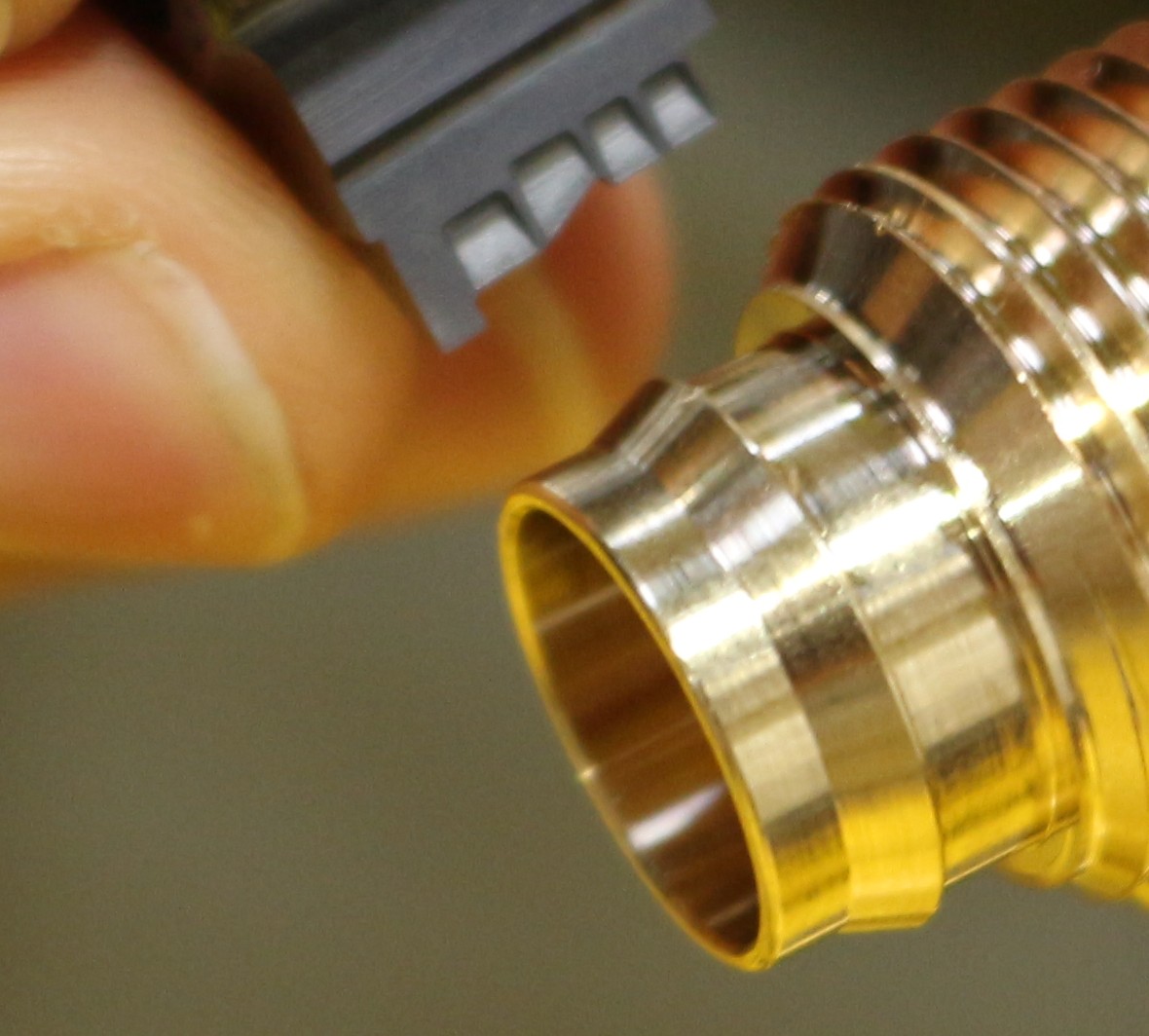
Le matériau de 26 mm devrait être usiné sur un tour à long. Pour représenter les traitements typiques de l'industrie, un composant a été conçu, inspiré d'un raccord – en un seul passage et presque exclusivement avec des outils standards. Pour l'ébauche et l'usinage, l'équipe du TechCenter a utilisé le DOGRIP économe en ressources avec un insert de coupe de seulement un millimètre de large. Ils ont réalisé les perçages avec un foret en carbure monobloc SOLIDDRILL et des forets à tête interchangeable SUMOCHAM de 32 et quatre millimètres de diamètre.
Lors du tournage et du pré-tournage, les outils ISOTURN avec F1M ont bien servi. Avec le nouveau PICCO3CUT à trois arêtes, ils ont réalisé des chanfreins et ont corrigé les intérieurs, fraisant les surfaces clés avec un fraiseur MULTIMASTER-VHM à quatre arêtes dans la qualité de grain fin la plus résistante, revêtue TiAlN PVD IC908. Les filets avec un pas de 1,5 ont été coupés par les usinages avec une fraise à fileter ISCARTHREAD avec ISO-WSP. Seul pour l'usinage de forme, un outil spécial a été utilisé : il a été réalisé avec un insert de coupe à cinq arêtes PENTA 27 parfaitement ajusté avec un formateur de copeaux gravé au laser. « L'ensemble du processus, de la barre à la pièce finie, ne prend donc qu'environ deux minutes et donne d'excellents résultats », déclare Thomas Eiberle, responsable de l'installation chez Wieland.
Les bricoleurs ont usiné le matériau de 38 millimètres de diamètre sur un tour court. Comme objet de test, un manchon de palier a été créé, pour lequel des modèles de composants réellement existants étaient disponibles. Le matériau de barre a été ébauché avec le nouveau QUICKTLOCK à trois arêtes avec un serrage extrêmement stable et a été fini avec le LOGIQ6TURN, la plaquette de coupe positive avec six arêtes à 55 degrés. Un fraiseur MULTIMASTER-VHM à quatre arêtes a usiné les surfaces clés. Avec un foret DR-TWIST de 32 millimètres de diamètre, l'équipe a réalisé un perçage frontal et l'a tourné avec une barre de perçage WHISPERLINE. Pour l'usinage, les usinages ont également utilisé le DOGRIP avec une largeur de coupe de seulement un millimètre. « De plus, le système de changement rapide Varia-VX de notre partenaire EWS a également soutenu le traitement réussi sur cette machine, réduisant le temps de réglage et transmettant le couple en toute sécurité.
S'y ajoute l'adaptateur d'outil optimisé pour les collisions SPANNTOP mini 65 de notre partenaire Hainbuch, avec lequel nous pouvons nous approcher très près du mandrin », explique Jörg Huber, ingénieur d'application au TechCenter chez ISCAR.
L'outil fait tout
Les résultats des tests sur les deux installations ont convaincu. Avec les outils utilisés, l'équipe d'experts peut produire les composants de manière sûre et en un seul passage, tant sur le tour à long que sur le tour court. « Nous avons constamment de jolis copeaux courts et la qualité de surface est également correcte », déclare Christian Erb, satisfait. Angelos Tanios résume les conclusions : « Avec l'outil approprié, il est également possible d'usiner sans plomb sans problème.
Contact :


