


International regulations limit lead content in copper alloys. This is good for health and nature, but poses significant - or perhaps better, long - challenges for manufacturers and machinists. Because without lead in the alloy, long chips often form. Together with experts from the Wieland Group, the tool specialists at ISCAR have taken on the topic. In the TechCenter in Ettlingen, they jointly developed a wide range of drills, mills, turning, and grooving tools that allow lead-free brass to be machined without any issues.

Founded in 1820 from a bell foundry in Ulm, the Wieland Group is now an internationally operating provider of copper alloys, semi-finished products made of copper, as well as component and system solutions. With a global network of more than 80 production sites, service and trading houses, and around 10,000 employees, the company offers a wide range of products, technologies, and services. From prototypes to series production, Wieland develops solutions for the automotive, aerospace, electronics, refrigeration, and air conditioning industries.
REACH Annex 17, RoHS, DWD, and ELV - numerous international regulations limit the lead content in copper alloys. Materials that have been used and proven so far can only be used conditionally in the long term. Therefore, Wieland has developed a family of lead-free products with the ecoline series to replace them. However, their machining presents new challenges, as lead imparts specific properties in lead-containing brass alloys, improving, for example, their machinability and tool life.
Low lead content - big challenges
Industrially important machining materials contain, for example, between 0.5 and 3.5 percent lead in small particles as chip breakers. The element is present in the material structure in finely dispersed particles. The more lead is contained, the better the material can be processed. Lead provides a certain lubrication during machining and results in short chips. 'The challenge is to ensure these characteristics even with lead-free materials,' explains Angelos Tanios, process engineer at Wieland.
To make these properties available in lead-free brass, Wieland uses silicon and phosphorus in its ecoline alloys, such as eco SZ3. The phosphides that form are distributed in the alloy similarly to lead particles and serve as predetermined breaking points for the chips. This allows the new materials to achieve very good machinability. Nevertheless, low-lead or lead-free materials present challenges to the machining process in order to achieve the extraordinary performance of lead-containing materials.
'In tests, we observed increased wear on the cutting edges in some cases, and burrs formed on components,' says Christian Erb, application engineer at Wieland. 'It is also critical that long chips can form, which wrap around tools, clog the process area in the machine, and ultimately make chip removal from the system more difficult.'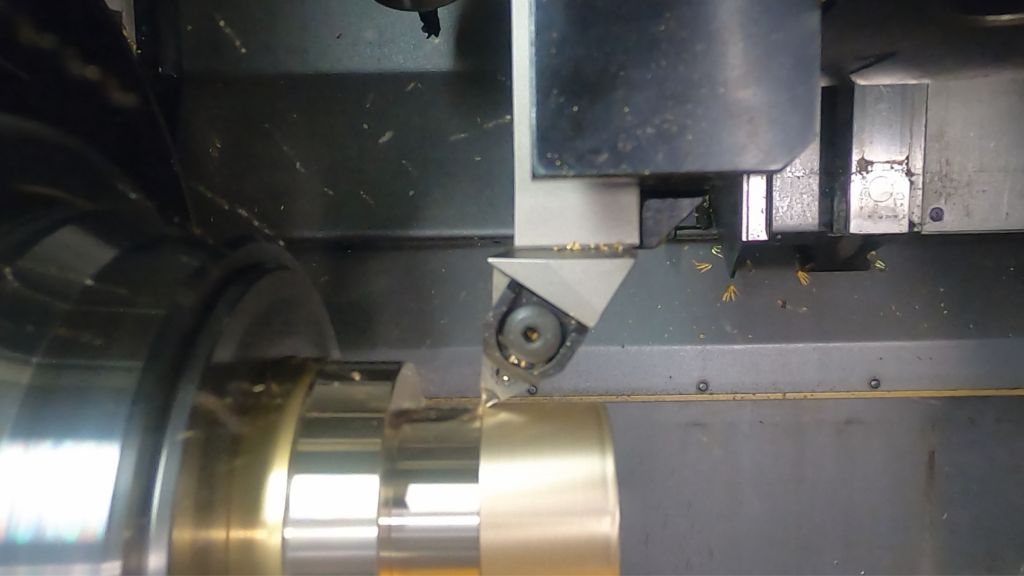
The team around Christian Erb and Angelos Tanios was clear that the lead-free material also had to be processed economically and reliably - with the right tool. Therefore, they approached ISCAR and explained the topic to Florian Schöffler, consulting and sales, and application technician Martin Staudacher. Since not many companies are working with the new lead-free brass yet, the tool specialists also lacked experience for recommendations.
'But we have an ace up our sleeve for such cases - our TechCenter in Ettlingen,' says Florian Schöffler. In the well-equipped 'playground for big boys,' ISCAR tests its own products but also primarily solves the technical problems of its customers. 'So we invited the Wieland team to Ettlingen to brainstorm solutions together,' says Martin Staudacher. 'In the TechCenter, we were able to try out what works best. Experience shows that trying is better than studying.'
The TechCenter holds the solution
In Wieland's ecoline family, there are alloys with very different properties to meet the various requirements of users. For the trials in the TechCenter, the material experts from Ulm provided three-meter bar material made from eco SZ3 (CuZn40SiP) in diameters of 26 and 38 millimeters. 'We chose this alloy because its properties are closest to the widely used brasses CW614 and CW617,' says Christian Erb. 'This way, we can cover a wide range of applications.'
In lead-containing material, extremely sharp tools, such as aluminum geometries, usually work best. 'However, in SZ3, these tools led to extremely long chips in our tests,' says Werner Lederbogen, work preparation at Wieland. 'Therefore, we switched to less sharp steel geometries with protective chamfers. That worked great.' Marco Huck, application engineer in the TechCenter at ISCAR adds: 'Especially cutting materials with suitable C-chip formers and a very smooth and polished coating allow for good chip flow.'
Which coating will ultimately prove to be the best for lead-free materials can only be determined when it comes to tool life in a specific application case.
Tests on long and short lathes

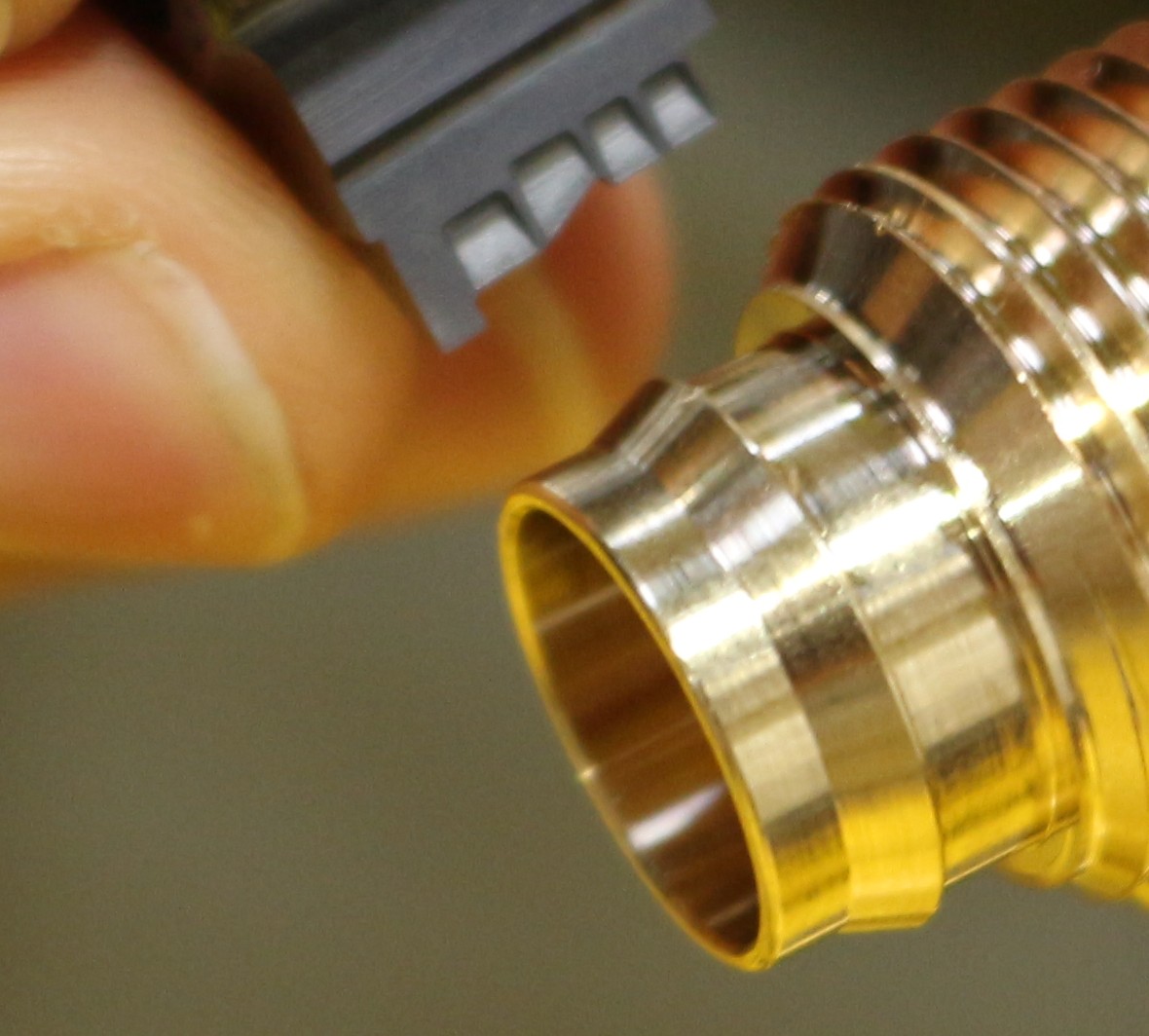
The 26 mm material should be machined on the sliding head lathe. To represent the typical machining processes in the industry, a component was created that resembles a connection piece – in one go and almost exclusively with standard tools. For grooving and plunging, the TechCenter team used the resource-efficient DOGRIP with a cutting insert only one millimeter wide. They made holes with a SOLIDDRILL solid carbide (VHM) drill and with SUMOCHAM exchangeable head drills with diameters of 32 and four millimeters.
During turning and pre-turning, ISOTURN tools with F1M chip former performed well. With the new three-edged PICCO3CUT, they created chamfers and finished the internal corrections, milling key surfaces with a four-edged MULTIMASTER VHM end mill in the wear-resistant, TiAlN PVD-coated fine grain grade IC908. The thread with a pitch of 1.5 was cut by the machinists with an ISCARTHREAD thread mill with ISO-WSP. Only for the form plunge was a special tool used: It was set with a precisely fitted five-edged PENTA 27 cutting insert with a laser-engraved chip former. 'The entire process from the bar to the finished part takes only about two minutes and yields very good results,' says Thomas Eiberle, setup technician at Wieland.
The material with a diameter of 38 millimeters was machined by the engineers on a short lathe. As a test object, a sliding bearing bush was created, for which actual existing component models were used. The bar material was rough turned with the new three-edged QUICKTLOCK with extremely stable clamping and finished with the LOGIQ6TURN, the positive indexable insert with six 55-degree cutting edges. A four-edged MULTIMASTER VHM end mill set the key surfaces. With a DR-TWIST drill with a diameter of 32 millimeters, the team created a face hole and turned it out with a WHISPERLINE boring bar. For the plunge, the machinists also used the DOGRIP with a cutting width of only one millimeter. 'In the successful machining on this machine, the quick-change system Varia-VX from our partner EWS also supported, which reduces setup time and safely transmits the torque.
Additionally, there is the collision-optimized tool adapter SPANNTOP mini 65 from our partner Hainbuch, which allows us to get very close to the chuck,' explains Jörg Huber, Application Engineer in the TechCenter at ISCAR.
The tool makes the difference
The test results on both machines were convincing. With the tools used, the expert team can manufacture the components reliably and in one pass on both the long and short lathes. 'We consistently have nice short chips and the surface quality is also right,' says Christian Erb, satisfied. Angelos Tanios sums up the findings: 'With the right tool, lead-free material can also be machined effortlessly.'
Contact:


