


Міжнародні регуляції обмежують вміст свинцю в мідних сплавах. Це добре для здоров'я та природи, але ставить виробників і обробників перед великими – або, можливо, краще сказати, тривалими – викликами. Адже без свинцю в сплаві часто утворюються довгі стружки. Разом з експертами групи Wieland фахівці з інструментів компанії ISCAR взялися за цю тему. У TechCenter в Еттлінгені вони спільно розробили широкий асортимент свердел, фрез, токарних та різальних інструментів, за допомогою яких безсвинцевий латунь можна без проблем обробляти.

1820 року, виникнувши з литейного заводу в Ульмі, група Wieland сьогодні є міжнародним постачальником мідних сплавів, напівфабрикатів з міді, а також компонентів і системних рішень. З глобальною мережею з більш ніж 80 виробничих потужностей, сервісних і торгових домів, а також близько 10 000 співробітників, компанія пропонує широкий асортимент продуктів, технологій і послуг. Від прототипів до серійного виробництва Wieland розробляє рішення, зокрема для автомобільної, авіаційної та космічної, електронної, холодильній та кліматичній галузях.
REACH Додаток 17, RoHS, DWD та ELV – численні міжнародні регуляції обмежують вміст свинцю в мідних сплавів. Досі використовувані та перевірені матеріали в довгостроковій перспективі можуть бути використані лише обмежено. Тому компанія Wieland розробила серію продуктів ecoline, яка складається з безсвинцевих виробів, що мають замінити ці матеріали. Проте їх обробка ставить нові вимоги, оскільки свинець надає свинцевим латунним сплавам специфічні властивості, наприклад, покращує їх оброблюваність та тривалість служби інструментів.
Низький вміст свинцю – великі виклики
Індустріально важливі вимірювання обробки містять, наприклад, від 0,5 до 3,5 відсотка свинцю у вигляді дрібних частинок як стружкорозбивач. Елемент присутній у матеріалі у вигляді тонко дисперсних частинок. Чим більше свинцю міститься, тим легше обробляється матеріал. Свинець забезпечує певне змащення під час обробки та короткі стружки. «Виклик полягає в тому, щоб забезпечити ці характеристики навіть при відсутності свинцю», - пояснює Анджелос Танос, процесний інженер компанії Wieland.
Щоб зробити ці властивості доступними в безсвинцевій латуні, компанія Wieland використовує в своїх легуваннях ecoline, таких як eco SZ3, кремній та фосфор. Утворені фосфіди розподілені в сплаві подібно до свинцевих частинок і служать як контрольовані зони для стружки. Таким чином, нові матеріали досягають дуже хороших характеристик оброблюваності. Проте безсвинцеві або малосвинцеві матеріали ставлять виклики перед процесом обробки, щоб досягти виняткової продуктивності свинцевих матеріалів.
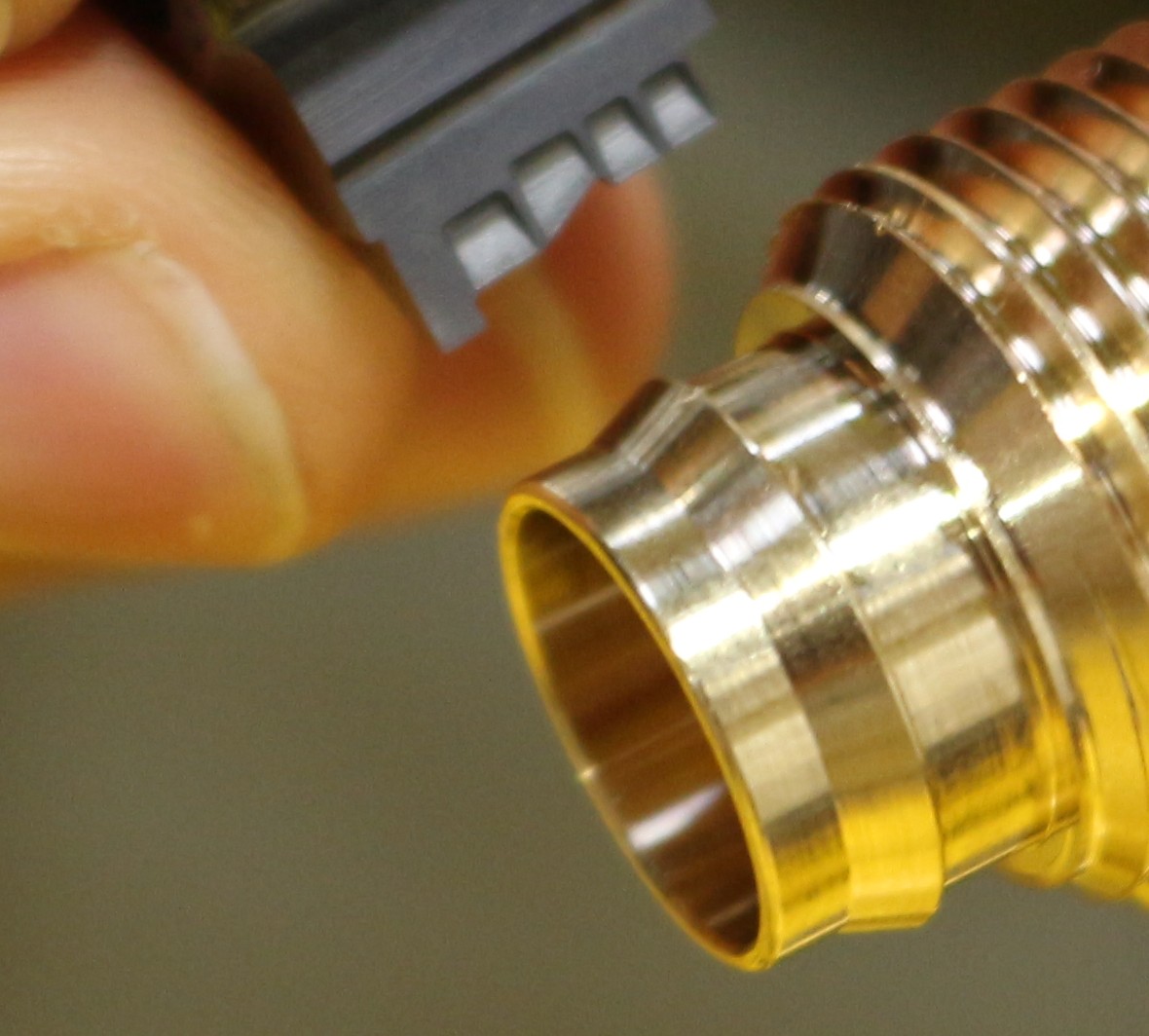
„Під час тестів ми спостерігали часткове підвищення зносу різців, а також утворення задирок на деталях“, каже Крістіан Ерб, інженер з застосування компанії Wieland. „Критично також те, що можуть виникати довгі стружки, які обвиваються навколо інструментів, забивають робочий простір у машині і, зрештою, ускладнюють видалення стружки з установки.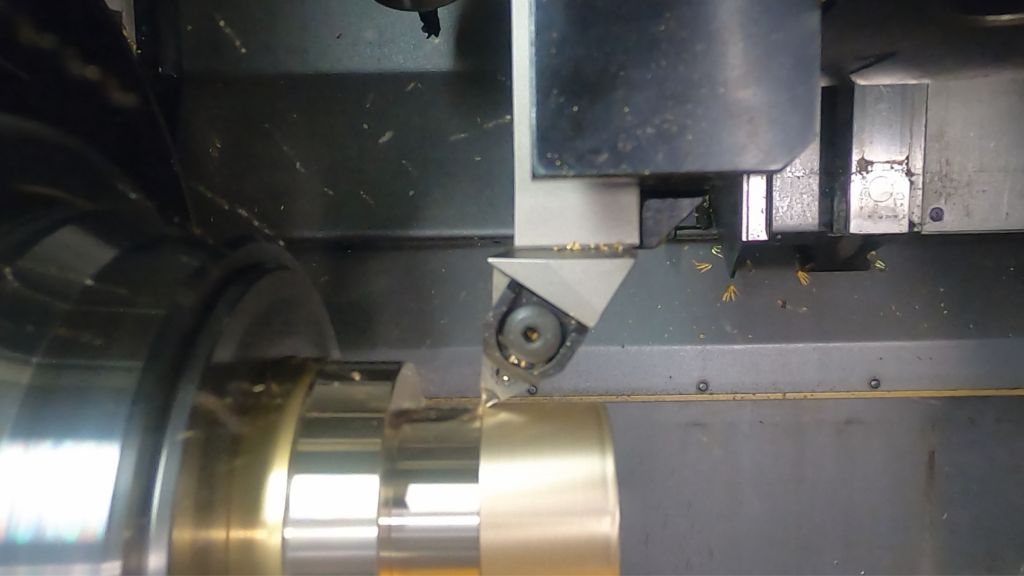
Команді на чолі з Крістіаном Ербом та Анджелосом Таніосом було зрозуміло, що безсвинцевий матеріал також потрібно обробляти економічно та безпечно в процесі – з відповідним інструментом. Тому вони звернулися до ISCAR і розповіли Флоріану Шеффлеру, консультанту з продажу, та техніку з застосування Мартіну Штаудахеру про цю тему. Оскільки ще не багато компаній працюють з новим безсвинцевим латунним матеріалом, у фахівців з інструментів також бракувало досвіду для рекомендацій.
„Але в нас є козир у рукаві для таких випадків – наш TechCenter в Еттлінгені“, каже Флоріан Шеффлер. На добре обладнаному „ігровому майданчику для великих хлопців“ ISCAR, з одного боку, тестує власні продукти, але, з іншого боку, також вирішує технічні проблеми своїх клієнтів. „Отже, ми запросили команду Wieland до Еттлінгена, щоб разом знайти рішення“, каже Мартін Штаудахер. „У TechCenter ми могли спробувати, що працює найкраще. Досвід показує, що пробувати краще, ніж вчитися.“
Технічний центр містить рішення.
У сімействі ecoline від Wieland є сплави з зовсім різними властивостями, щоб відобразити різні вимоги користувачів. Для випробувань у TechCenter матеріалознавці з Ульма надали триметрові стрижні з eco SZ3 (CuZn40SiP) діаметром 26 і 38 міліметрів. «Ми обрали цей сплав, оскільки його властивості найближчі до широко поширених латуней CW614 і CW617», - говорить Крістіан Ерб. «Таким чином, ми можемо охопити широкий спектр застосувань.»
При матеріалах, що містять свинець, зазвичай найкраще працюють надзвичайно гострі інструменти, наприклад, алюмінієві геометрії. «Однак у SZ3 саме ці інструменти під час наших тестів призводили до надзвичайно довгих стружок», - говорить Вернер Ледербоген, підготовка виробництва у Wieland. «Тому ми перейшли на менш гострі сталеві геометрії з захисним фасом. Це спрацювало чудово». Марко Хук, інженер з застосування в TechCenter компанії ISCAR, додає: «Особливо різальні матеріали з відповідним C-формувачем стружки, а також дуже гладким і полірованим покриттям забезпечують хороший відтік стружки».
Яке покриття врешті-решт виявиться найкращим для безсвинцевих матеріалів, можна буде сказати лише тоді, коли йдеться про конкретний випадок застосування та терміни служби інструментів.
Спроби на довгих і коротких токарних верстатах

Матеріал діаметром 26 мм слід обробляти на довгому токарному верстаті. Щоб відобразити типові обробки в промисловості, було створено деталь, яка нагадує з'єднувальний елемент – за один прохід і майже виключно зі стандартними інструментами. Для обробки та вставки команда TechCenter використовувала ресурсозберігаючий DOGRIP з лише однією міліметровою різальною вставкою. Отвори вони робили з допомогою свердла SOLIDDRILL з твердого сплаву (VHM) та змінних свердел SUMOCHAM діаметром 32 та чотири міліметри.
Під час токарної обробки та попередньої обробки інструменти ISOTURN з F1M-формувачем стружки показали хороші результати. З новим тризубим PICCO3CUT вони створили фаски та обробили внутрішні корекції, ключові поверхні фрезерували з допомогою чотиризубого фрези MULTIMASTER-VHM у найзносостійкішому, TiAlN PVD-покритому тонкозернистому сорті IC908. Різьбу з кроком 1,5 нарізали обробники з допомогою різьбового фрези ISCARTHREAD з ISO-WSP. Лише для формувального вставлення використовувався спеціальний інструмент: його було встановлено з точно підігнаною п'ятизубою різальною вставкою PENTA 27 з лазерно гравірованим формувачем стружки. „Весь процес від прутка до готової деталі триває лише близько двох хвилин і дає дуже хороші результати“, – говорить Томас Ейберле, налаштувальник у Wieland.
Матеріал діаметром 38 міліметрів обробляли майстри на короткому токарному верстаті. Як тестовий об'єкт була створена втулка підшипника, для якої насправді існували компоненти моделі. Прутковий матеріал обробляли з новим тризубим QUICKTLOCK з надзвичайно стабільним затиском, а обробку завершували з LOGIQ6TURN, позитивною змінною різальною пластинкою з шістьма 55-градусними ріжучими краями. Чотиризубий фрезер MULTIMASTER-VHM обробляв ключові поверхні. З допомогою свердла DR-TWIST діаметром 32 міліметри команда виконала торцеве свердління і обробила його з допомогою свердлової палички WHISPERLINE. Для вставлення обробники також використовували DOGRIP з шириною різання всього один міліметр. „При успішній обробці на цьому верстаті також підтримувалася система швидкої зміни Varia-VX нашого партнера EWS, яка скорочує час налаштування і надійно передає крутний момент.
До цього додається колізійно оптимізований адаптер інструментів SPANNTOP mini 65 нашого партнера Hainbuch, з яким ми можемо під'їхати дуже близько до патрона“, – пояснює Йорг Хубер, інженер з застосування в TechCenter компанії ISCAR.
Інструмент робить все
Результати тестування на обох установках вразили. З використаними інструментами експертна команда може виготовляти деталі як на довгому, так і на короткому токарному верстаті процесуально безпечно і за один прохід. „Ми постійно отримуємо гарні короткі стружки, і якість поверхні також відповідає вимогам“, – говорить задоволений Крістіан Ерб. Ангелос Танос підсумовує висновки: „З відповідним інструментом безсвинцевий матеріал також можна легко обробляти.“
Контакт:


