


Regolamenti internazionali limitano il contenuto di piombo nelle leghe di rame. Questo è positivo per la salute e la natura, ma pone grandi - o forse meglio, lunghe - sfide per i produttori e i tornitori. Infatti, senza piombo nella lega, si formano spesso trucioli lunghissimi. Insieme agli esperti del gruppo Wieland, gli specialisti degli utensili di ISCAR hanno affrontato il tema. Nel TechCenter di Ettlingen hanno sviluppato insieme una vasta gamma di punte, frese, utensili per tornitura e per taglio, con cui è possibile lavorare senza problemi ottone privo di piombo.

Nata nel 1820 da una fonderia di campane a Ulm, il gruppo Wieland è oggi un fornitore internazionale di leghe di rame, semilavorati in rame e soluzioni di componenti e sistemi. Con una rete globale di oltre 80 stabilimenti produttivi, case di servizio e commercio e circa 10.000 dipendenti, l'azienda offre un ampio portafoglio di prodotti, tecnologie e servizi. Dallo sviluppo del prototipo alla produzione in serie, Wieland sviluppa soluzioni per i settori automobilistico, aerospaziale, elettronico, della refrigerazione e della climatizzazione.
REACH Allegato 17, RoHS, DWD ed ELV - numerosi regolamenti internazionali limitano il contenuto di piombo nelle leghe di rame. I materiali finora utilizzati e collaudati sono quindi utilizzabili solo in modo limitato a lungo termine. Per questo motivo, Wieland ha sviluppato una famiglia di prodotti privi di piombo con la serie ecoline, che dovrebbero sostituirli. Tuttavia, la loro lavorazione presenta nuove sfide, poiché il piombo conferisce alle leghe di ottone contenenti piombo proprietà specifiche, migliorando ad esempio la loro lavorabilità e la durata degli utensili.
Basso contenuto di piombo - grandi sfide
Le miscele di lavorazione di importanza industriale contengono ad esempio tra lo 0,5 e il 3,5 percento di piombo in piccole particelle come frantumatori di truciolo. L'elemento si trova nella struttura del materiale in particelle finemente disperse. Più piombo è presente, meglio il materiale può essere lavorato. Il piombo fornisce una certa lubrificazione durante la lavorazione e produce trucioli corti. "La sfida consiste nel garantire queste caratteristiche anche in assenza di piombo", spiega Angelos Tanios, ingegnere di processo di Wieland.
Per rendere disponibili queste caratteristiche nell'ottone privo di piombo, Wieland utilizza nelle sue leghe ecoline, come ad esempio eco SZ3, silicio e fosforo. I fosfuri che si formano sono distribuiti nella lega in modo simile alle particelle di piombo e fungono da punti di rottura per i trucioli. In questo modo, i nuovi materiali raggiungono un'ottima lavorabilità. Tuttavia, i materiali a basso o privo di piombo pongono sfide al processo di lavorazione per raggiungere le straordinarie prestazioni dei materiali contenenti piombo.
"Nei test abbiamo osservato un'usura aumentata delle lame e si sono formati bordi irregolari sui componenti", afferma Christian Erb, ingegnere applicativo di Wieland. "È critico anche il fatto che possano formarsi trucioli lunghi che si avvolgono attorno agli utensili, ostruiscono lo spazio di lavoro nella macchina e rendono infine difficile rimuovere i trucioli dall'impianto."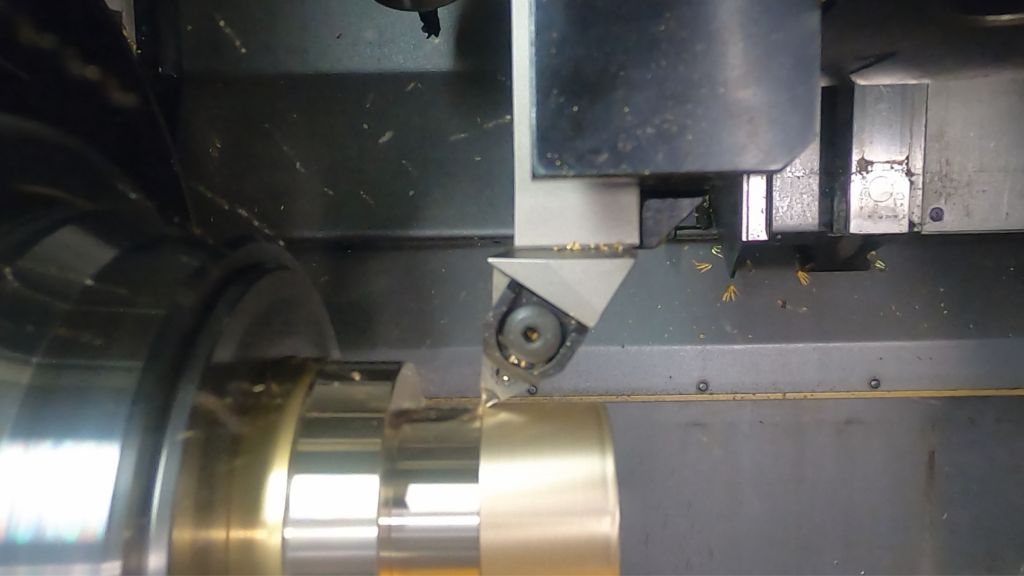
Il team di Christian Erb e Angelos Tanios era consapevole che anche il materiale privo di piombo doveva essere lavorato in modo economico e sicuro dal punto di vista del processo - con l'utensile giusto. Per questo motivo, si sono rivolti a ISCAR e hanno descritto a Florian Schöffler, consulenza e vendita, e al tecnico applicativo Martin Staudacher il tema. Poiché non molte aziende lavorano ancora con il nuovo ottone privo di piombo, anche gli specialisti degli utensili mancavano di esperienze per le raccomandazioni.
"Ma per tali casi abbiamo un asso nella manica - il nostro TechCenter a Ettlingen", afferma Florian Schöffler. Nel "parco giochi per grandi ragazzi" ben attrezzato, ISCAR testa da un lato i propri prodotti, ma risolve anche principalmente i problemi tecnici dei propri clienti. "Quindi abbiamo invitato il team di Wieland a Ettlingen per trovare insieme delle soluzioni", afferma Martin Staudacher. "Nel TechCenter abbiamo potuto provare cosa funziona meglio. Provare, infatti, è meglio che studiare."
Il TechCenter offre la soluzione
Nella famiglia ecoline di Wieland si trovano leghe con proprietà molto diverse, per soddisfare i vari requisiti degli utenti. Per i test nel TechCenter, gli esperti di materiale di Ulm hanno messo a disposizione materiale a barre di tre metri di eco SZ3 (CuZn40SiP) con diametri di 26 e 38 millimetri. "Abbiamo scelto questa lega perché le sue proprietà si avvicinano di più agli ottone ampiamente utilizzati CW614 e CW617", afferma Christian Erb. "In questo modo possiamo coprire un'ampia gamma di applicazioni."
Con materiali contenenti piombo, di solito funzionano meglio utensili estremamente affilati, come le geometrie per alluminio. "Tuttavia, in SZ3, proprio questi utensili hanno portato a trucioli estremamente lunghi nei nostri test", afferma Werner Lederbogen, preparazione del lavoro di Wieland. "Pertanto, siamo passati a geometrie in acciaio meno affilate con fase di protezione. Questo ha funzionato molto bene." Marco Huck, ingegnere applicativo nel TechCenter di ISCAR aggiunge: "Particolarmente i materiali da taglio con un deformante C adatto e un rivestimento molto liscio e lucido consentono un buon deflusso dei trucioli."
Quale rivestimento si dimostrerà infine il migliore per i materiali privi di piombo potrà essere detto solo quando si tratterà della durata degli utensili in un caso d'uso concreto.
Test su torni lunghi e corti

Il materiale da 26 mm dovrebbe essere lavorato su un tornio lungo. Per rappresentare le lavorazioni tipiche dell'industria, è stato creato un componente ispirato a un pezzo di collegamento – in un colpo solo e quasi esclusivamente con strumenti standard. Per la sgrossatura e la finitura, il team del TechCenter ha utilizzato il DOGRIP a basso consumo di risorse con un inserto da taglio largo solo un millimetro. Le forature sono state effettuate con un trapano SOLIDDRILL in metallo duro (VHM) e con trapani a testa intercambiabile SUMOCHAM di 32 e quattro millimetri di diametro.
Durante la tornitura e la pre-tornitura, gli strumenti ISOTURN con F1M hanno fornito buone prestazioni. Con il nuovo utensile a tre taglienti PICCO3CUT, hanno creato smussi e rifinito le correzioni interne, fresando le superfici chiave con un fresatore MULTIMASTER-VHM a quattro taglienti nella varietà di grano fine IC908, rivestita in TiAlN PVD, particolarmente resistente all'usura. La filettatura con passo 1,5 è stata realizzata dai tornitori con un fresatore per filetti ISCARTHREAD con ISO-WSP. Solo per l'intaglio è stato utilizzato uno strumento speciale: è stato realizzato con un inserto a cinque taglienti PENTA 27, adattato con precisione e dotato di un formante di truciolo laserato. "L'intero processo dalla barra al pezzo finito dura solo circa due minuti e produce risultati molto buoni", afferma Thomas Eiberle, impostatore presso Wieland.
Il materiale con un diametro di 38 millimetri è stato lavorato dai tecnici su un tornio corto. Come oggetto di prova è stata realizzata una boccola di cuscinetto, per la quale esistevano modelli di componenti reali. Il materiale della barra è stato sgrossato con il nuovo QUICKTLOCK a tre taglienti con serraggio estremamente stabile e rifinito con il LOGIQ6TURN, che utilizza una piastra da taglio positiva con sei taglienti a 55 gradi. Un fresatore MULTIMASTER-VHM a quattro taglienti ha lavorato le superfici chiave. Con un trapano DR-TWIST di 32 millimetri di diametro, il team ha realizzato una foratura frontale e l'ha tornita con una barra da trapano WHISPERLINE. Anche qui, i tornitori hanno utilizzato il DOGRIP con una larghezza di taglio di solo un millimetro per l'intaglio. "Inoltre, il sistema di cambio rapido Varia-VX del nostro partner EWS ha supportato la lavorazione di successo su questa macchina, riducendo i tempi di attrezzaggio e trasmettendo in modo sicuro la coppia.
In aggiunta, c'è l'adattatore per utensili ottimizzato per le collisioni SPANNTOP mini 65 del nostro partner Hainbuch, con cui possiamo avvicinarci molto al mandrino", spiega Jörg Huber, Application Engineer nel TechCenter di ISCAR.
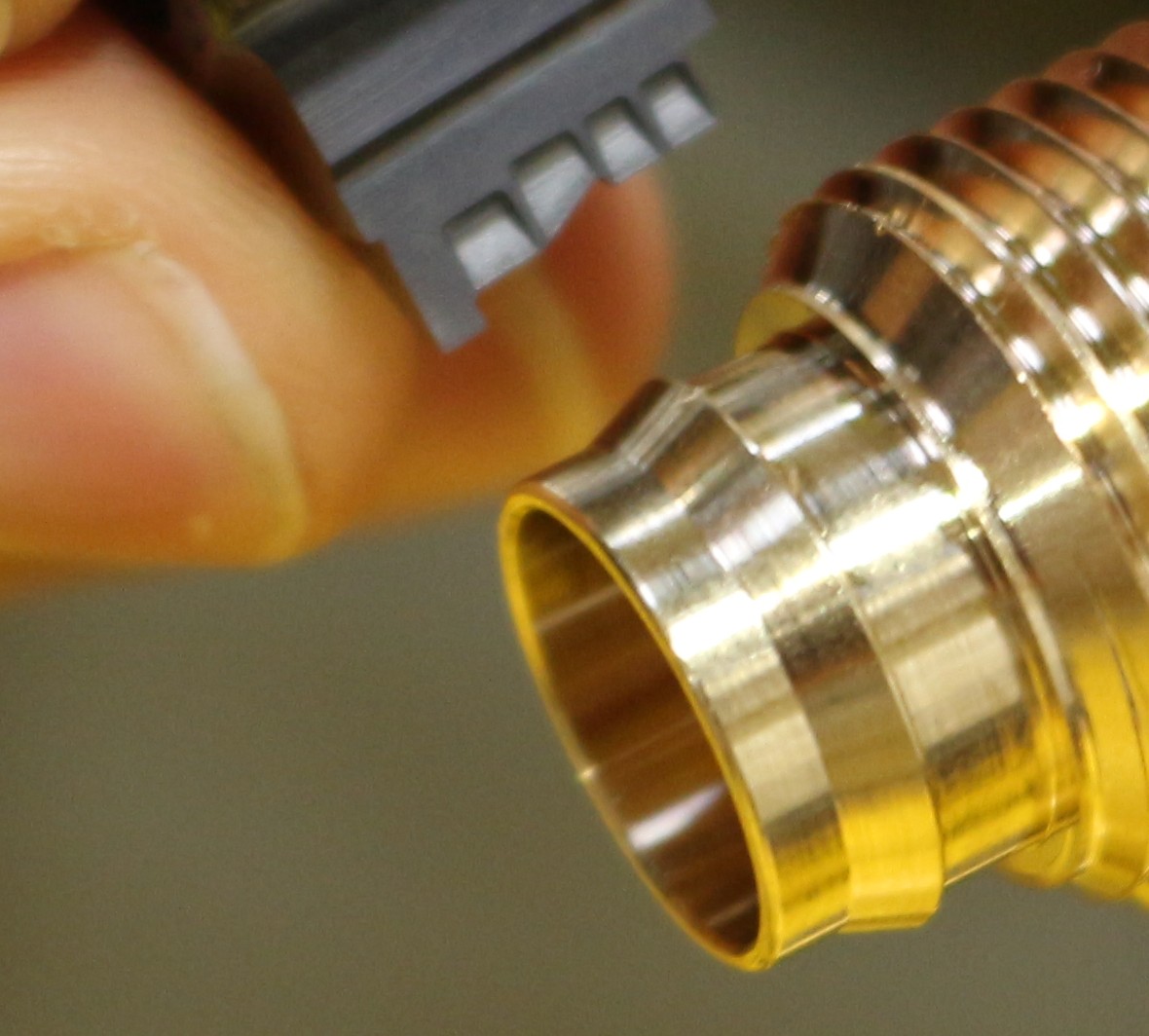
È l'utensile che fa la differenza
I risultati dei test su entrambi gli impianti sono stati convincenti. Con gli utensili utilizzati, il team di esperti può produrre i componenti in modo sicuro sia sul tornio lungo che su quello corto in un colpo solo. "Abbiamo costantemente trucioli corti e belli e anche la qualità della superficie è corretta", afferma soddisfatto Christian Erb. Angelos Tanios riassume le conclusioni: "Con l'utensile giusto, è possibile lavorare senza problemi anche materiali privi di piombo."
Contatto:


