


Mednarodne regulative omejujejo vsebnost svinca v bakrovih zlitinah. To je dobro za zdravje in naravo, vendar predstavlja velike – ali morda bolje dolgotrajne – izzive za proizvajalce in obdelovalce. Brez svinca v zlitini se pogosto oblikujejo dolgi stružni odpadki. Skupaj s strokovnjaki skupine Wieland so se strokovnjaki za orodja podjetja ISCAR lotili te teme. V TechCentru v Ettlingenu so skupaj razvili široko paleto svedrov, rezkalnih orodij, stružnih in obdelovalnih orodij, s katerimi je mogoče brezsvinčeno mesing brez težav obdelovati.

Leta 1820, ko je nastala iz livarne zvonov v Ulmu, je skupina Wieland danes mednarodni ponudnik bakrovih zlitin, polizdelkov iz bakra ter komponent in sistemskih rešitev. S svetovno mrežo več kot 80 proizvodnih obratov, servisnih in trgovskih hiš ter približno 10.000 zaposlenimi podjetje ponuja široko paleto izdelkov, tehnologij in storitev. Od prototipa do serijske proizvodnje razvija Wieland rešitve med drugim za avtomobilsko, letalsko in vesoljsko, elektronsko ter hlajenje in klimatizacijo.
REACH Priloga 17, RoHS, DWD in ELV – številne mednarodne regulative omejujejo vsebnost svinca v bakrovih zlitinah. Doslej uporabljeni in preizkušeni materiali so tako na dolgi rok le še omejeno uporabni. Zato je podjetje Wieland razvilo družino brezsvinčenih izdelkov z imenom ecoline, ki naj bi jih nadomestili. Vendar pa njihova obdelava prinaša nove zahteve, saj svinec v zlitinah z vsebnostjo svinca daje specifične lastnosti, na primer izboljšuje obdelovalnost in življenjsko dobo orodja.
Majhna vsebnost svinca – velike izzive
Industrijsko pomembna merjenja obdelave vsebujejo na primer med 0,5 in 3,5 odstotka svinca v majhnih delcih kot prelomnik chipov. Element je prisoten v materialni strukturi v finih disperznih delcih. Več svinca kot je prisotnega, lažje je obdelovati material. Svinčnik zagotavlja določeno mazanje pri obdelavi in kratke chips. "Izziv je zagotoviti te značilnosti tudi pri odsotnosti svinca," pojasnjuje Angelos Tanios, procesni inženir pri podjetju Wieland.
Za to, da so lastnosti v svincu prostem mesingu postanejo dostopne, podjetje Wieland pri svojih ecoline zlitinah, kot je eco SZ3, uporablja silicij in fosfor. Fosfidi, ki se tvorijo, so v zlitini razporejeni podobno kot svinčevi delci in služijo kot načrtovane prelome za chips. Tako novi materiali dosegajo zelo dobro obdelovalnost. Kljub temu pa svinčeve revne ali svinčevo proste zlitine predstavljajo izzive za obdelovalni proces, da bi dosegle izjemno zmogljivost svinčevih materialov.
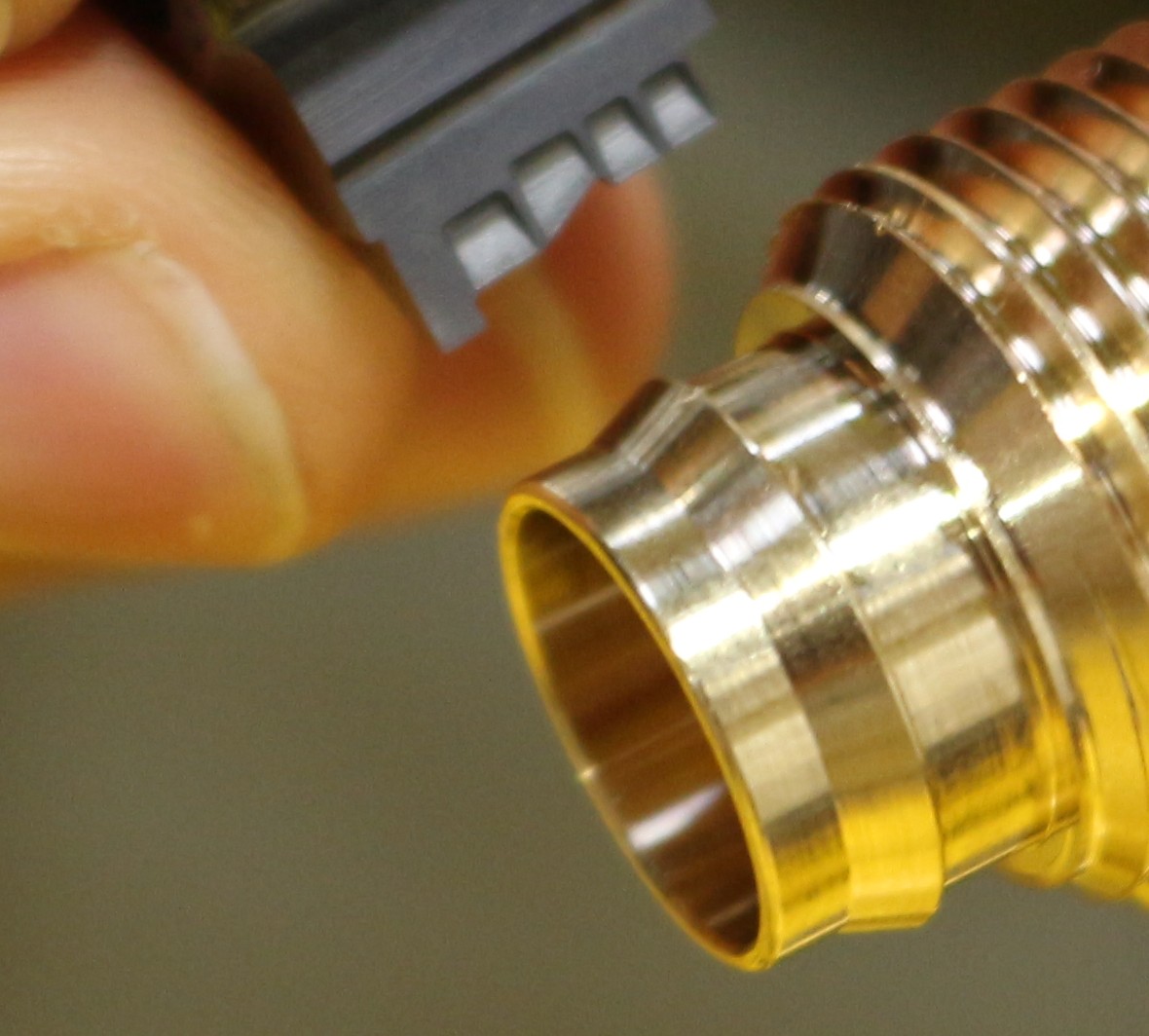
„Pri testih smo opazili povečano obrabo rezil in na nekaterih delih so se oblikovali ostružki,“ pravi Christian Erb, inženir za aplikacije pri podjetju Wieland. „Kritično je tudi, da lahko nastanejo dolgi ostružki, ki se ovijajo okoli orodij, zamašijo procesni prostor v stroju in na koncu otežijo odstranjevanje ostružkov iz naprave.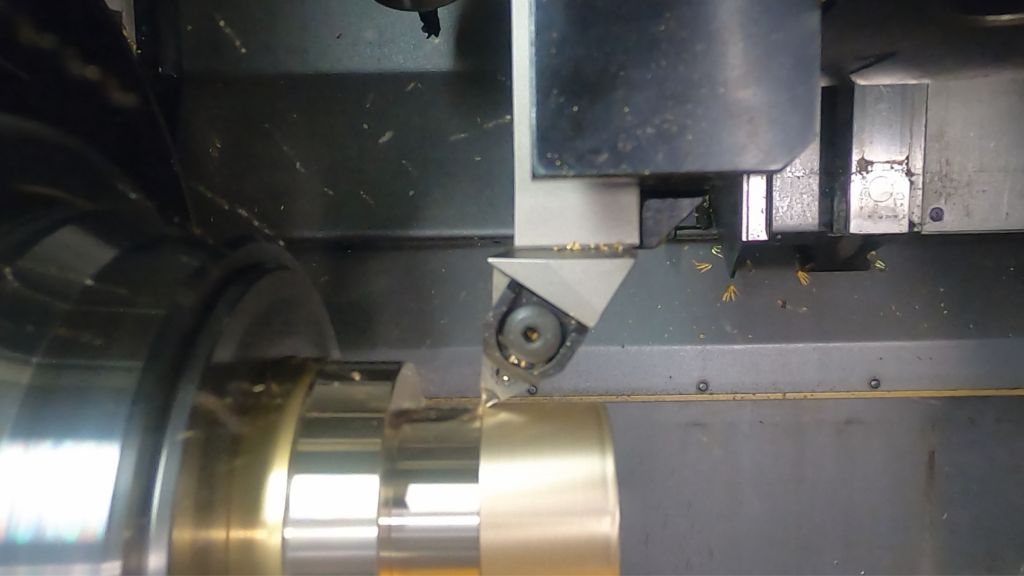
Ekipa pod vodstvom Christiana Erba in Angelosa Taniosa je vedela, da bi bilo treba brezsvinčeno material obdelovati tudi ekonomično in procesno varno – s pravim orodjem. Zato so se obrnili na ISCAR in Florianu Schöfflerju, svetovanju in prodaji, ter aplikacijskemu tehniku Martinu Staudacherju predstavili temo. Ker še ni veliko podjetij, ki bi delala z novim brezsvinčenim mesingom, so orodjarji tudi primanjkovali izkušenj za priporočila.
„Ampak za take primere imamo v rokavu asa – naš TechCenter v Ettlingenu,“ pravi Florian Schöffler. V odlično opremljenem „igrišču za velike fante“ ISCAR testira svoje izdelke, hkrati pa predvsem rešuje tehnične težave svojih strank. „Zato smo povabili ekipo Wieland v Ettlingen, da skupaj najdemo rešitve,“ pravi Martin Staudacher. „V TechCentru smo lahko preizkusili, kaj najbolje deluje. Poskusiti je namreč izkušeno boljše kot študirati.“
TechCenter prinaša rešitev.
V družini ecoline podjetja Wieland najdemo zlitine z zelo različnimi lastnostmi, da bi zadostile različnim zahtevam uporabnikov. Za poskuse v TechCentru so strokovnjaki za materiale iz Ulma zagotovili tri metre dolge palice iz eco SZ3 (CuZn40SiP) s premeri 26 in 38 milimetrov. „Odločili smo se za to zlitino, ker je po svojih lastnostih najbližje široko razširjenim mesingom CW614 in CW617,“ pravi Christian Erb. „Tako lahko pokrijemo širok spekter uporabe.“
Pri materialih, ki vsebujejo svinec, običajno najbolje delujejo izjemno ostri orodja, na primer aluminijaste geometrije. „V SZ3 pa so ta orodja pri naših testih povzročila izjemno dolge chips,“ pravi Werner Lederbogen, priprava dela pri podjetju Wieland. „Zato smo prešli na manj ostre jeklene geometrije s zaščitnim robom. To je potem odlično delovalo.“ Marco Huck, inženir aplikacij v TechCentru pri ISCAR, dodaja: „Še posebej rezni materiali s primernim C-pretvornikom in zelo gladko ter polirano prevleko omogočajo dober odtok chipsov.“
Katero premaz natančno se bo izkazal za najboljšega za brezsvinčne materiale, bo mogoče reči šele, ko bo pri konkretni uporabi šlo tudi za življenjske dobe orodij.
Poskusi na dolgih in kratkih stružnicah

Material 26 bi morali obdelati na dolgoreznem stroju. Da bi prikazali tipične obdelave v industriji, je nastala komponenta, ki je zasnovana po vzoru priključka – v enem prehodu in skoraj izključno s standardnimi orodji. Za odrezovanje in vrezovanje je ekipa TechCenter uporabila okolju prijazen DOGRIP z le milimeter širokim rezalnim vložkom. Vrtine so izvedli s SOLIDDRILL trdim karbidnim (VHM) svedrom in z SUMOCHAM zamenljivimi svedri s premerom 32 in štiri milimetre.
Pri struženju in predstruženju so ISOTURN orodja F1M-Spanfomer dobro služila. Z novim trokrakim PICCO3CUT so vnesli faze in obdelali notranje popravke, ključne površine so frezali s štirirazrednim MULTIMASTER-VHM frezom v najbolj obrabljivi, TiAlN PVD prevlečeni finokristalni sorti IC908. Navoje s 1,5 mm korakom so stružilci rezali z ISCARTHREAD navojnim frezom z ISO-WSP. Le za oblikovno vrezovanje je bilo uporabljeno posebno orodje: nastavljeno je bilo z natančno prilagojenim petkrakim PENTA 27 rezalnim vložkom z vgrajenim oblikovalcem. „Celoten postopek od palice do končne komponente traja le približno dve minuti in prinaša zelo dobre rezultate,“ pravi Thomas Eiberle, nastavitelj pri Wieland.
Material s premerom 38 milimetrov so obdelovali mojstri na kratkoreznem stroju. Kot testni predmet je nastala ležajna puša, za katero so bile dejansko obstoječe komponente model. Palčno material so obdelali z novim trokrakim QUICKTLOCK z izjemno stabilno obdelavo in z LOGIQ6TURN, pozitivno rezalno ploščo s šestimi 55-stopinjskimi rezili. Štirirazredni MULTIMASTER-VHM frez je obdelal ključne površine. Z DR-TWIST svedrom s premerom 32 milimetrov je ekipa vnesla končno vrtino in jo obdelala z WHISPERLINE svedrom. Tudi tukaj so stružilci za vrezovanje uporabili DOGRIP z rezalno širino le en milimeter. „Pri uspešni obdelavi na tej napravi je prav tako podpirala hitro menjavanje sistema Varia-VX našega partnerja EWS, ki zmanjšuje čas nastavitve in varno prenaša navor.
K temu dodajamo optimiziran adapter orodja SPANNTOP mini 65 našega partnerja Hainbuch, s katerim se lahko zelo približamo vpenjalnemu sistemu,“ pojasnjuje Jörg Huber, inženir aplikacij v TechCentru pri ISCAR.
Orodje naredi svoje
Testni rezultati na obeh napravah so prepričali. Z uporabljenimi orodji lahko ekipa strokovnjakov komponente obdeluje tako na dolgem kot na kratkem stroju procesno varno in v enem prehodu. „Neprestano imamo lepe kratke chips in kakovost površine je prav tako dobra,“ pravi Christian Erb zadovoljen. Angelos Tanios povzame spoznanja: „S pravim orodjem je mogoče brezsvinčene materiale brez težav obdelovati.“
Kontakt:


