


Međunarodne regulative ograničavaju udjele olova u bakrenim legurama. To je dobro za zdravlje i prirodu, ali predstavlja velike – ili možda bolje rečeno dugotrajne – izazove za proizvođače i obrtnike. Jer bez olova u leguri često se stvaraju dugački strugovi. Zajedno s ekspertima iz grupe Wieland, stručnjaci za alate iz ISCAR-a su se uhvatili u koštac s tim pitanjem. U TechCenteru u Ettlingenu zajednički su razvili široku paletu bušilica, freza, okretnih i reznih alata s kojima se bezolovni mesing može lako obrađivati.

Osnovana 1820. godine iz ljevaonice zvona u Ulmu, Wieland Grupa danas je međunarodni dobavljač bakrenih legura, poluproizvoda od bakra te komponenti i sustavnih rješenja. S globalnom mrežom od više od 80 proizvodnih lokacija, servisnih i trgovačkih kuća te oko 10.000 zaposlenika, tvrtka nudi širok portfelj proizvoda, tehnologija i usluga. Od prototipa do serijske proizvodnje, Wieland razvija rješenja, između ostalog, za industriju automobila, zrakoplovstva, elektronike, hlađenja i klimatizacije.
REACH Prilog 17, RoHS, DWD i ELV – brojne međunarodne regulative ograničavaju sadržaj olova u bakrenim legurama. Dosad korišteni i isprobani materijali tako su na duži rok samo djelomično upotrebljivi. Stoga je Wieland razvio obitelj bezolovnih proizvoda pod nazivom ecoline, koja bi trebala zamijeniti te materijale. Međutim, njihovo obrađivanje postavlja nove zahtjeve, jer olovo daje specifične osobine u legurama mesinga koje sadrže olovo, poboljšava, na primjer, njihovu obradivost i trajnost alata.
Mali sadržaj olova – veliki izazovi
Industrijski važni alati za rezanje sadrže, na primjer, između 0,5 i 3,5 posto olova u malim česticama kao prekidače za strugotine. Element se nalazi u strukturi materijala u finim disperznim česticama. Što više olova sadrži, to se bolje može obraditi materijal. Olovo osigurava određeno podmazivanje tijekom rezanja i kratke strugotine. "Izazov je osigurati te karakteristike i u odsutnosti olova", objašnjava Angelos Tanios, procesni inženjer u tvrtki Wieland.
Kako bi ove osobine bile dostupne u mesingu bez olova, Wieland koristi silicij i fosfor u svojim ecoline legurama, poput eco SZ3. Formirani fosfidi su u leguri raspoređeni slično kao čestice olova i služe kao predviđena mjesta za lom strugotine. Na taj način novi materijali postižu vrlo dobru obradivost. Ipak, materijali s niskim sadržajem olova ili bez olova predstavljaju izazove za proces obrade kako bi se postigla izvanredna izvedba materijala koji sadrže olovo.
„Tijekom testova primijetili smo povećano trošenje reznih rubova, a na dijelovima su se na nekim mjestima stvarali burzumi“, kaže Christian Erb, inženjer primjene u tvrtki Wieland. „Kritično je i to što se mogu stvarati dugi strugovi koji se omotavaju oko alata, začepljuju procesni prostor u stroju i na kraju otežavaju uklanjanje strugotina iz postrojenja.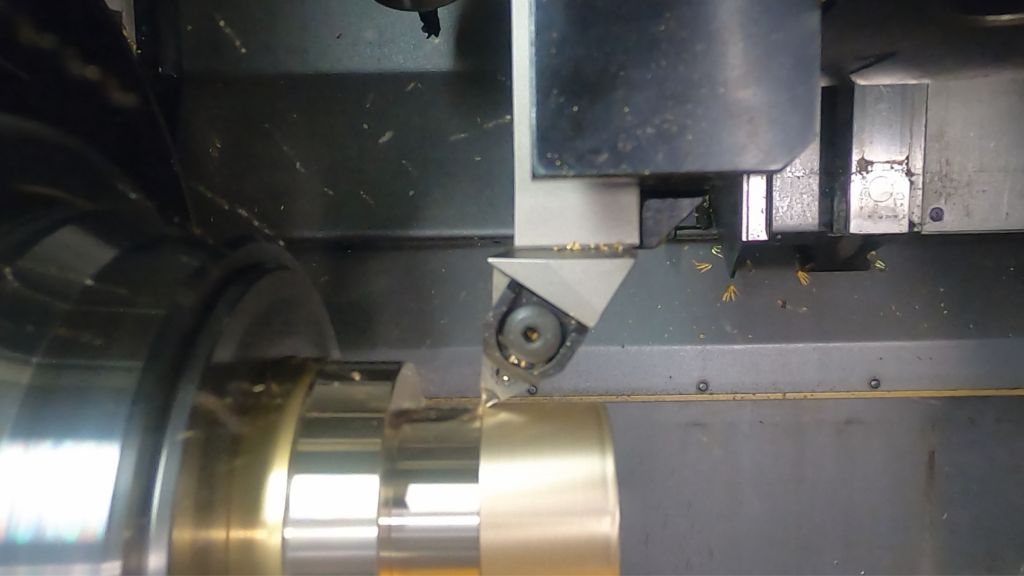
Tim oko Christiana Erba i Angelosa Taniosa bilo je jasno da se i bezolovni materijal mora ekonomično i procesno sigurno obrađivati – s odgovarajućim alatom. Stoga su se obratili ISCAR-u i izložili Florianu Schöffleru, savjetovanju i prodaji, te tehničaru za primjenu Martinu Staudacheru temu. Budući da još nije mnogo tvrtki radilo s novim bezolovnim mesingom, nedostajali su i stručnjacima za alate iskustveni podaci za preporuke.
„Ali imamo za takve slučajeve adut u rukavu – naš TechCenter u Ettlingenu“, kaže Florian Schöffler. Na savršeno opremljenom „igralištu za velike dečke“ ISCAR testira svoje proizvode, ali također rješava tehničke probleme svojih kupaca. „Dakle, pozvali smo tim Wieland u Ettlingen kako bismo zajedno pronašli rješenja“, kaže Martin Staudacher. „U TechCenteru smo mogli isprobati što najbolje funkcionira. Isprobavanje je, prema iskustvu, bolje od učenja.“
TechCenter nudi rješenje.
U obitelji ecoline tvrtke Wieland nalaze se legure s potpuno različitim svojstvima kako bi se zadovoljile različite potrebe korisnika. Za ispitivanja u TechCenteru, stručnjaci za materijale iz Ulma osigurali su trometarske šipke od eco SZ3 (CuZn40SiP) u promjerima od 26 i 38 milimetara. „Odabrali smo ovu leguru jer se po svojim svojstvima najviše približava široko korištenim mesingama CW614 i CW617“, kaže Christian Erb. „Tako možemo pokriti širok spektar primjena.“
Kod materijala koji sadrže olovo obično najbolje funkcioniraju ekstremno oštri alati, poput aluminijskih geometrija. „U SZ3 su međutim upravo ti alati u našim testovima doveli do izuzetno dugih strugotina“, kaže Werner Lederbogen, priprema radnog procesa u kompaniji Wieland. „Zato smo prešli na manje oštre čelične geometrije s zaštitnim rubom. To je tada odlično funkcioniralo.“ Marco Huck, inženjer aplikacija u TechCentru kod ISCAR-a, dodaje: „Osobito materijali za rezanje s odgovarajućim C-oblika strugotine i vrlo glatkom i poliranom prevlakom omogućuju dobar protok strugotine.“
Koja će se prevlaka na kraju pokazati najboljom za bezolovne materijale, može se reći tek kada se u konkretnom slučaju primjene radi o trajnosti alata.
Istraživanja na dugim i kratkim tokarskim strojevima

Materijal promjera 26 mm trebao bi se obrađivati na dugom tokarilici. Kako bi se prikazale tipične obrade u industriji, razvijen je dio koji imitira priključak - u jednom prolazu i gotovo isključivo sa standardnim alatima. Za odrezivanje i umetanje, tim TechCentra koristio je ekološki prihvatljiv DOGRIP s rezanjem širokim samo jedan milimetar. Bušenje su izveli s SOLIDDRILL punokarbonskim (VHM) svrdlom i s SUMOCHAM izmjenjivim svrdlima promjera 32 i četiri milimetra.
Prilikom tokarenja i predtokarenja, ISOTURN alati s F1M oblikom strugotine pružili su dobru uslugu. S novim trokrakim PICCO3CUT, dodali su faze i izravnali unutarnje korekcije, a ključne površine su frčali s četverokrakim MULTIMASTER-VHM rezačem u najotpornijoj TiAlN PVD premazanoj finokristalnoj vrsti IC908. Navoje s nagibom od 1,5 su strugali strugari s ISCARTHREAD rezačem za navoje s ISO-WSP. Samo za oblikovano rezanje korišten je specijalni alat: postavljen je s točno prilagođenim petokrakim PENTA 27 rezanjem s laserski ugraviranim oblikom strugotine. 'Cijeli proces od šipke do gotovog dijela traje samo oko dvije minute i donosi vrlo dobre rezultate', kaže Thomas Eiberle, postavljač kod Wielanda.
Materijal promjera 38 milimetara strugali su majstori na kratkom tokarilici. Kao testni objekt razvijena je klizna ležajna čahura, za koju su postojale stvarne komponente modela. Materijal šipke obrađivan je s novim trokrakim QUICKTLOCK s izuzetno stabilnim stezanjem i završavan s LOGIQ6TURN, pozitivnom pločicom za rezanje s šest 55-stupanjskih reznih rubova. Četverokraki MULTIMASTER-VHM rezač postavio je ključne površine. S DR-TWIST svrdlom promjera 32 milimetra, tim je izveo predbušenje i obradio ga s WHISPERLINE svrdlom. Za umetanje su strugari također koristili DOGRIP s rezanjem širokim samo jedan milimetar. 'Tijekom uspješne obrade na ovoj mašini, također je pomogao sustav brze izmjene Varia-VX našeg partnera EWS, koji smanjuje vrijeme podešavanja i sigurno prenosi moment.
Uz to dolazi i kolizijski optimizirani alatni adapter SPANNTOP mini 65 našeg partnera Hainbuch, s kojim možemo vrlo blizu doći do stezne glave', objašnjava Jörg Huber, inženjer aplikacija u TechCentru kod ISCAR-a.
Alat čini razliku
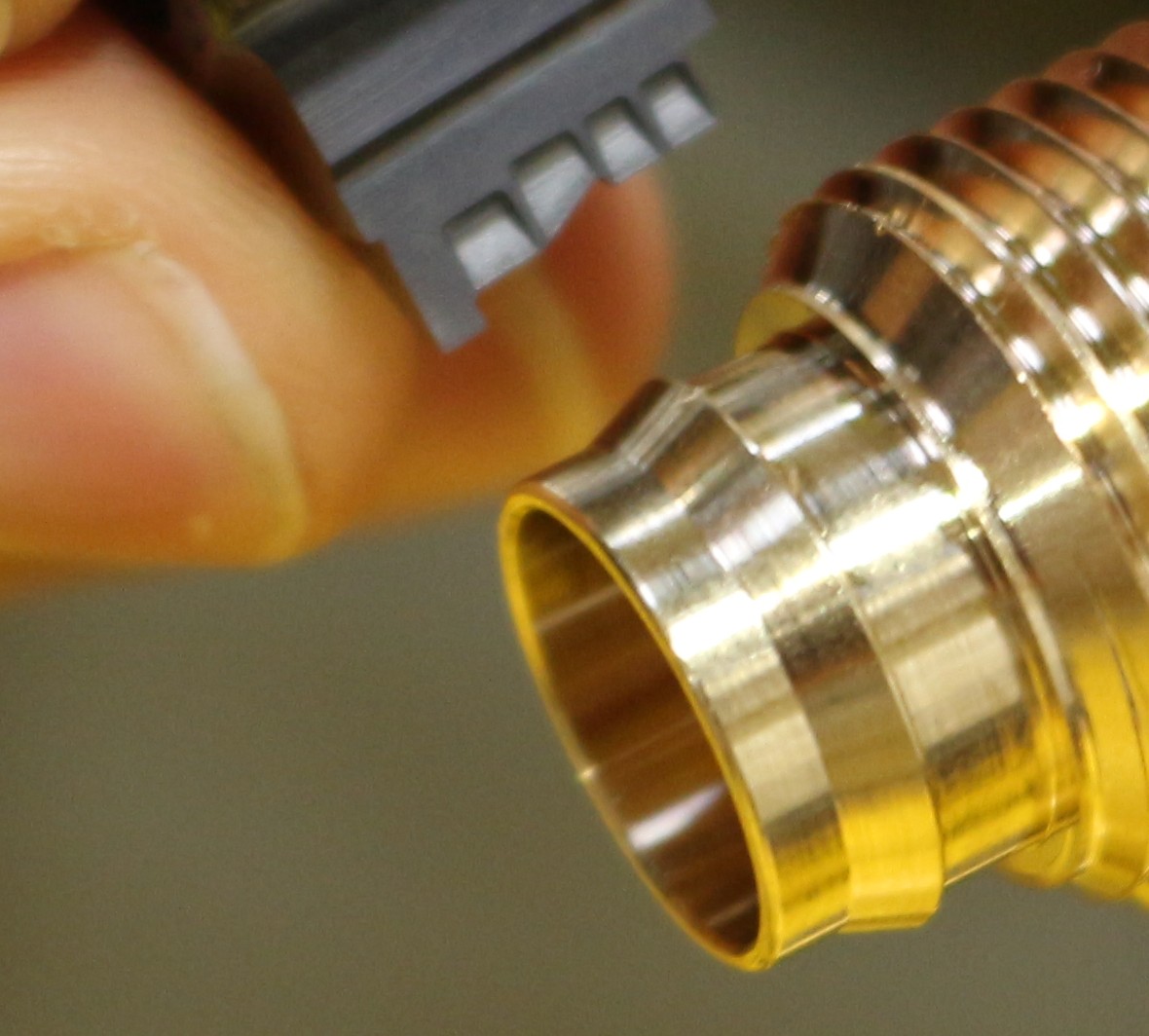
Testni rezultati na oba postrojenja su uvjerljivi. S korištenim alatima, stručni tim može dijelove proizvoditi sigurno i u jednom prolazu, kako na dugom, tako i na kratkom tokarilici. 'Imamo stalno lijepe kratke strugotine i kvaliteta površine je također dobra', kaže Christian Erb zadovoljan. Angelos Tanios sažima spoznaje: 'S odgovarajućim alatom, bezolovni materijal se također može lako obraditi.'
Kontakt:


