


Międzynarodowe regulacje ograniczają zawartość ołowiu w stopach miedzi. To jest korzystne dla zdrowia i natury, ale stawia producentów i obróbców przed dużymi – a może lepiej powiedzieć długimi – wyzwaniami. Ponieważ bez ołowiu w stopie często powstają długie wióry. Wraz z ekspertami z grupy Wieland specjaliści od narzędzi z ISCAR zajęli się tym tematem. W TechCenter w Ettlingen wspólnie opracowali szeroką gamę wierteł, frezów, narzędzi tokarskich i skrawających, które umożliwiają bezproblemową obróbkę mosiądzu bez ołowiu.

Wieland Gruppe, która powstała w 1820 roku z odlewni dzwonów w Ulm, jest dzisiaj międzynarodowym dostawcą stopów miedzi, półfabrykatów miedzianych oraz komponentów i rozwiązań systemowych. Dzięki globalnej sieci ponad 80 zakładów produkcyjnych, biur serwisowych i handlowych oraz około 10 000 pracowników, firma oferuje szerokie portfolio produktów, technologii i usług. Od prototypów po produkcję seryjną, Wieland opracowuje rozwiązania między innymi dla branży motoryzacyjnej, lotniczej i kosmicznej, elektroniki oraz techniki chłodniczej i klimatyzacyjnej.
REACH Załącznik 17, RoHS, DWD i ELV – liczne międzynarodowe regulacje ograniczają zawartość ołowiu w stopach miedzi. Dotychczas stosowane i sprawdzone materiały są zatem w dłuższej perspektywie jedynie częściowo użyteczne. Dlatego Wieland opracował serię ecoline, rodzinę produktów bez ołowiu, które mają je zastąpić. Jednak ich obróbka skrawaniem stawia nowe wymagania, ponieważ ołów nadaje w stopach mosiężnych zawierających ołów specyficzne właściwości, na przykład poprawia ich skrawalność i trwałość narzędzi.
Niska zawartość ołowiu – wielkie wyzwania
Przemysłowo ważne pomiary skrawania zawierają na przykład od 0,5 do 3,5 procenta ołowiu w małych cząstkach jako łamańce wiórów. Pierwiastek ten występuje w strukturze materiału w drobno dyspergowanych cząstkach. Im więcej ołowiu jest zawarte, tym lepiej można obrabiać materiał. Ołów zapewnia pewne smarowanie podczas skrawania i krótkie wióry. „Wyzwanie polega na zapewnieniu tych charakterystyk również przy braku ołowiu”, wyjaśnia Angelos Tanios, inżynier procesu w firmie Wieland.
Aby te właściwości były dostępne w mosiądzu wolnym od ołowiu, Wieland stosuje w swoich stopach ecoline, takich jak eco SZ3, krzem i fosfor. Tworzące się fosfidy są w stopie rozmieszczone podobnie jak cząstki ołowiu i służą jako miejsca łamania dla wiórów. Dzięki temu nowe materiały osiągają bardzo dobrą obrabialność. Niemniej jednak materiały ubogie w ołów lub wolne od ołowiu stawiają wyzwania dla procesu obróbczy, aby osiągnąć wyjątkową wydajność materiałów zawierających ołów.
„Podczas testów zaobserwowaliśmy częściowe zwiększenie zużycia ostrzy, a na elementach pojawiły się miejscowe zadziorów“ – mówi Christian Erb, inżynier aplikacji w firmie Wieland. „Krytyczne jest również to, że mogą powstawać długie wióry, które owijają się wokół narzędzi, zatykały przestrzeń roboczą w maszynie i ostatecznie utrudniają usuwanie wiórów z urządzenia.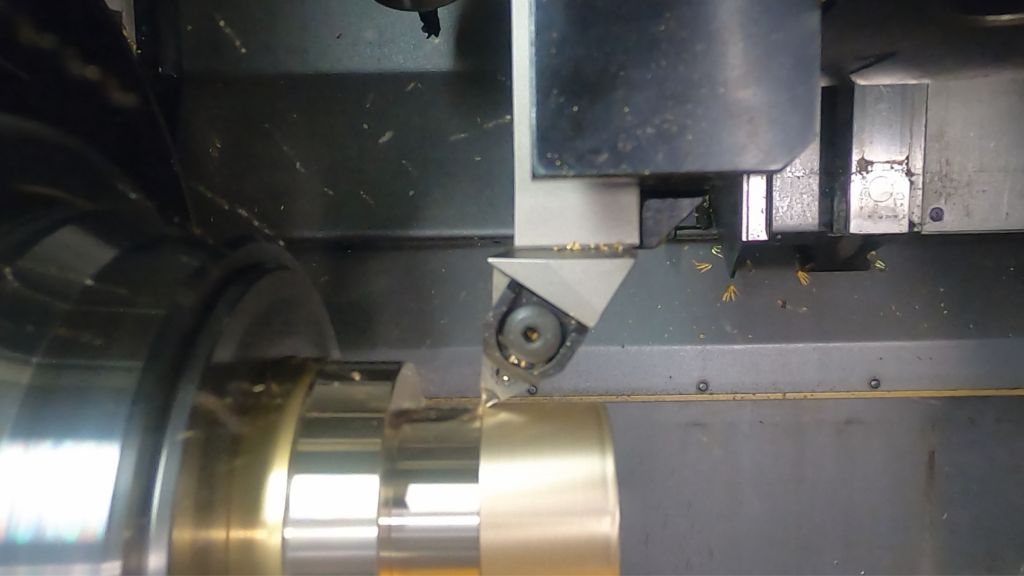
Zespół pod kierownictwem Christiana Erba i Angelosa Taniosa zdawał sobie sprawę, że materiał bez ołowiu również musi być obrabiany w sposób ekonomiczny i bezpieczny procesowo – z odpowiednim narzędziem. Dlatego zwrócili się do ISCAR i przedstawili Florianowi Schöfflerowi, doradcy i sprzedawcy, oraz technikowi aplikacyjnemu Martinowi Staudacherowi ten temat. Ponieważ jeszcze niewiele firm pracuje z nowym mosiężnym materiałem bez ołowiu, specjalistom od narzędzi brakowało doświadczeń do udzielenia rekomendacji.
„Ale mamy w rękawie asa na takie przypadki – nasze TechCenter w Ettlingen“, mówi Florian Schöffler. Na doskonale wyposażonym „placu zabaw dla dużych chłopców“ ISCAR z jednej strony testuje własne produkty, ale z drugiej strony przede wszystkim rozwiązuje techniczne problemy swoich klientów. „Zaprośmy więc zespół Wieland do Ettlingen, aby wspólnie wypracować rozwiązania“, mówi Martin Staudacher. „W TechCenter mogliśmy przetestować, co działa najlepiej. Doświadczenie pokazuje, że próbowanie jest lepsze niż studiowanie.“
TechCenter skrywa rozwiązanie.
W rodzinie ecoline firmy Wieland znajdują się stopy o bardzo różnych właściwościach, aby odzwierciedlić różne wymagania użytkowników. Do prób w TechCenter eksperci materiałowi z Ulm dostarczyli trzymetrowe pręty z materiału eco SZ3 (CuZn40SiP) o średnicach 26 i 38 milimetrów. „Wybraliśmy tę stopę, ponieważ jej właściwości są najbliższe powszechnie stosowanym mosiężom CW614 i CW617,” mówi Christian Erb. „W ten sposób możemy pokryć szeroki zakres zastosowań.”
W przypadku materiałów zawierających ołów zazwyczaj najlepiej sprawdzają się ekstremalnie ostre narzędzia, takie jak geometrie aluminiowe. „W SZ3 jednak te narzędzia w naszych testach prowadziły do ekstremalnie długich wiórów,” mówi Werner Lederbogen, przygotowanie produkcji w Wieland. „Dlatego przeszliśmy na mniej ostre geometrie stalowe z fazą ochronną. To zadziałało świetnie.” Marco Huck, inżynier aplikacji w TechCenter w ISCAR, dodaje: „Szczególnie materiały skrawające z odpowiednim C-formerem oraz bardzo gładką i polerowaną powłoką umożliwiają dobry odprowadzanie wiórów.”
Które powłokowanie ostatecznie okaże się najlepsze dla materiałów bez ołowiu, będzie można stwierdzić dopiero wtedy, gdy w konkretnym przypadku zastosowania weźmie się pod uwagę trwałość narzędzi.
Próby na tokarkach długich i krótkich

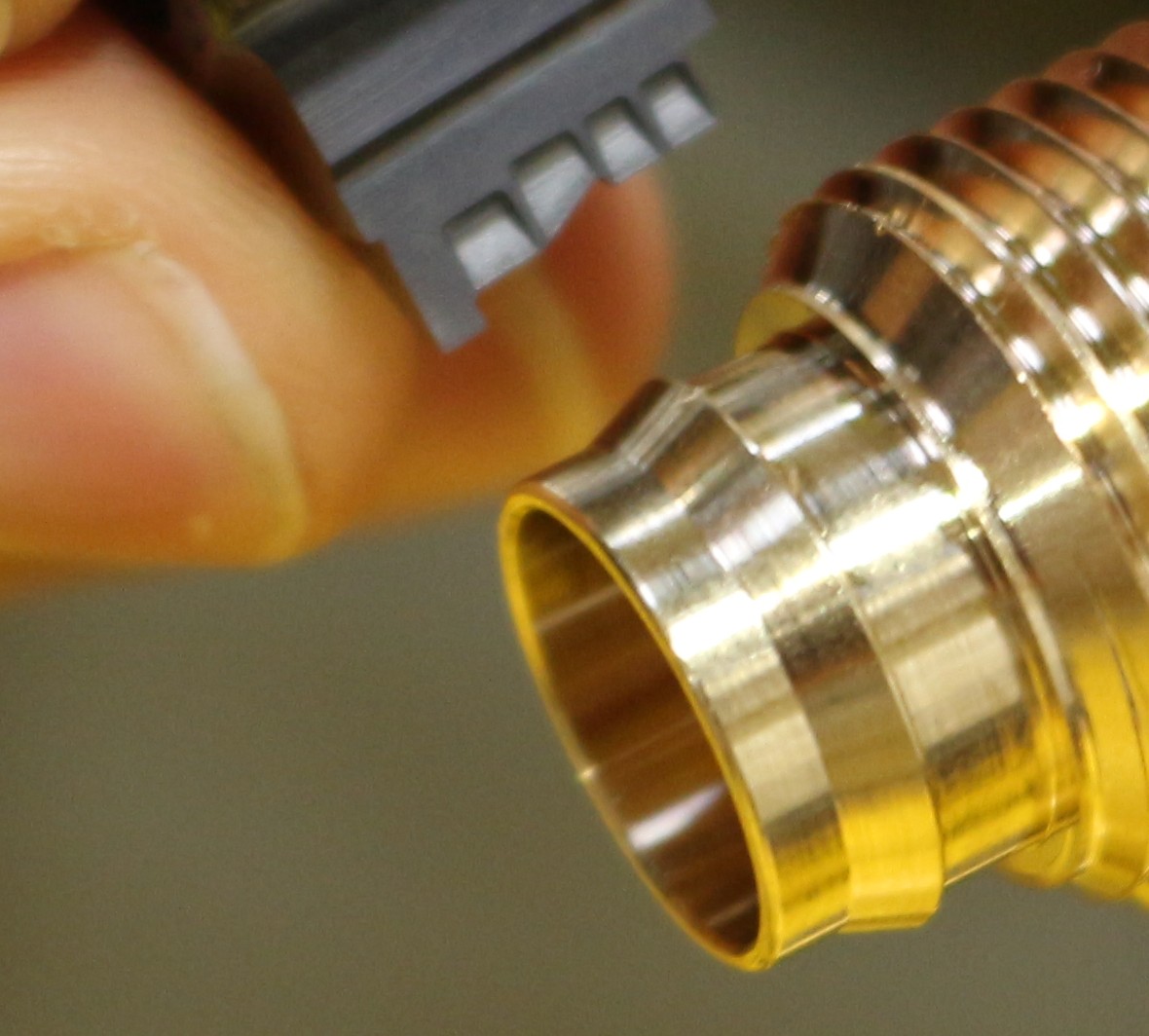
Materiał 26 mm powinien być obrabiany na długim tokarce. Aby odwzorować typowe obróbki w przemyśle, powstał element, który przypomina złącze – w jednym przejściu i prawie wyłącznie za pomocą narzędzi standardowych. Zespół TechCenter wykorzystał oszczędzający zasoby DOGRIP z wkładem tnącym o szerokości zaledwie jednego milimetra do wycinania i wprowadzania. Otwory wykonali wiertłem SOLIDDRILL z pełnego węglika (VHM) oraz wiertłami wymiennymi SUMOCHAM o średnicach 32 i czterech milimetrów.
Podczas toczenia i wstępnego toczenia narzędzia ISOTURN z F1M-kształtem wióra sprawdziły się doskonale. Dzięki nowemu trójostrzowemu PICCO3CUT wprowadzili fazy i wygładzili korekty wewnętrzne, a powierzchnie kluczowe frezowali czteroostrzowym frezem MULTIMASTER-VHM w najtrwalszym, powlekanym TiAlN PVD, drobnokryształowym gatunku IC908. Gwint o skoku 1,5 mm tokarze wycięli frezem gwintowym ISCARTHREAD z ISO-WSP. Tylko do formowania wprowadzenia użyto narzędzia specjalnego: zostało ono wykonane z dokładnie dopasowanym pięcioostrzowym wkładem PENTA 27 z wygrawerowanym kształtem wióra. „Cały proces od pręta do gotowego elementu trwa zaledwie około dwóch minut i przynosi bardzo dobre wyniki”, mówi Thomas Eiberle, ustawiacz w Wieland.
Materiał o średnicy 38 mm tokarze obrabiali na krótkim tokarce. Jako obiekt testowy powstała tuleja łożyskowa, dla której istniały rzeczywiste komponenty modelowe. Materiał pręta został obrobiony nowym trójostrzowym QUICKTLOCK z ekstremalnie stabilnym mocowaniem, a następnie wykończony LOGIQ6TURN, pozytywną wkładką skrawającą z sześcioma kątami 55 stopni. Czteroostrzowy frez MULTIMASTER-VHM wykonał powierzchnie kluczowe. Z wiertłem DR-TWIST o średnicy 32 mm zespół wykonał otwór czołowy i obrócił go za pomocą wiertła WHISPERLINE. Do wprowadzenia tokarze również użyli DOGRIP o szerokości cięcia zaledwie jednego milimetra. „W udanej obróbce na tej maszynie dodatkowo wspierał system szybkiej wymiany Varia-VX naszego partnera EWS, który skraca czas przezbrojenia i bezpiecznie przenosi moment obrotowy.
Dodatkowo mamy zoptymalizowany pod kątem kolizji adapter narzędziowy SPANNTOP mini 65 naszego partnera Hainbuch, dzięki któremu możemy podejść bardzo blisko do uchwytu”, wyjaśnia Jörg Huber, inżynier aplikacji w TechCenter w ISCAR.
Narzędzie robi swoje
Wyniki testów na obu maszynach były przekonujące. Dzięki zastosowanym narzędziom zespół ekspertów może produkować elementy zarówno na długim, jak i krótkim tokarce w sposób bezpieczny procesowo i w jednym przejściu. „Mamy ciągle ładne krótkie wióry, a jakość powierzchni również się zgadza”, mówi zadowolony Christian Erb. Angelos Tanios podsumowuje spostrzeżenia: „Odpowiednim narzędziem można bezproblemowo obrabiać również materiały bez ołowiu.”
Kontakt:


