


A nemzetközi szabályozások korlátozzák a rézötvözetek ólom tartalmát. Ez jó az egészség és a természet számára, de a gyártók és a forgácsolók számára nagy – vagy talán inkább hosszú – kihívásokat jelent. Mert ólom nélkül az ötvözetben gyakran hosszú forgácsok keletkeznek. Az ISCAR szerszámgyártó szakemberei a Wieland csoport szakértőivel együtt foglalkoztak a témával. Az ettlingeni TechCenterben közösen dolgoztak ki egy széles választékot fúrókból, marókból, esztergáló és maró szerszámokból, amelyekkel az ólommentes sárgaréz könnyedén megmunkálható.

1820-ban egy harangöntödéből indult, a Wieland Csoport ma egy nemzetközi szinten működő rézötvözetek, réz félkész termékek, valamint komponens- és rendszermegoldások szállítója. Több mint 80 gyártóüzemmel, szolgáltató- és kereskedelmi irodával, valamint körülbelül 10.000 munkavállalóval rendelkező globális hálózattal a vállalat széles termék-, technológiai- és szolgáltatási portfóliót kínál. A prototípustól a sorozatgyártásig a Wieland megoldásokat fejleszt többek között az autóipar, a légi- és űripar, az elektronika, valamint a hűtési és klímatechnikai ipar számára.
A REACH 17. melléklete, a RoHS, a DWD és az ELV – számos nemzetközi szabályozás korlátozza a rézötvözetek ólomtartalmát. A korábban használt és bevált anyagok így hosszú távon csak korlátozottan használhatók. Ezért a Wieland kifejlesztette az ecoline sorozatot, amely ólommentes termékek családja, hogy ezeket helyettesítse. Azonban ezek megmunkálása új követelményeket támaszt, mivel az ólom specifikus tulajdonságokat ad a ólomtartalmú sárgaréz ötvözeteknek, például javítja azok megmunkálhatóságát és a szerszám élettartamát.
Alacsony ólomtartalom – nagy kihívások
Ipari szempontból fontos forgácsolási mérések például 0,5 és 3,5 százalék közötti ólmot tartalmaznak kis részecskék formájában, mint forgácstörő. Az elem az anyagszerkezetben finom diszpergált részecskék formájában van jelen. Minél több ólom található, annál jobban megmunkálható az anyag. Az ólom bizonyos kenést biztosít a forgácsolás során és rövid forgácsokat eredményez. „A kihívás abban rejlik, hogy ezeket a jellemzőket ólommentes állapotban is biztosítani tudjuk” – magyarázza Angelos Tanios, a Wieland folyamatmérnöke.
A vezeték nélküli sárgaréz ezen tulajdonságainak elérhetősége érdekében a Wieland az ecoline ötvözeteiben, mint például az eco SZ3, szilíciumot és foszfort alkalmaz. A képződő foszfidok az ötvözetben hasonlóan oszlanak el, mint a ólom részecskék, és törési pontként szolgálnak a forgácsok számára. Ezzel az új anyagok nagyon jó forgácsolhatóságot érnek el. Ennek ellenére az ólommentes vagy ólomcsökkentett anyagok kihívásokat jelentenek a forgácsolási folyamatban, hogy elérjék az ólomtartalmú anyagok kivételes teljesítményét.
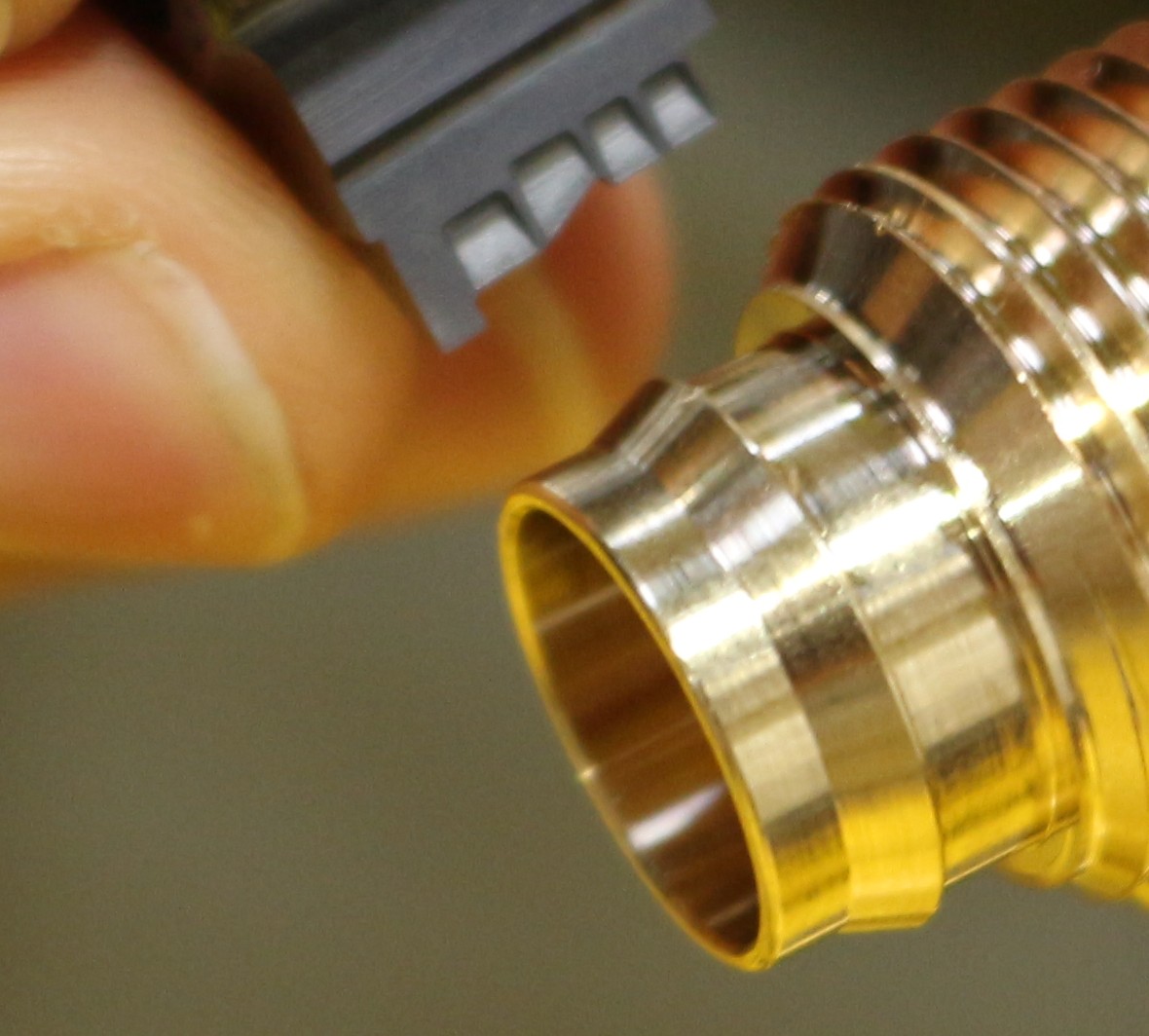
„A tesztek során észleltük, hogy a vágóélek fokozott kopása tapasztalható, és helyenként forgácsok keletkeznek a munkadarabokon“ – mondja Christian Erb, a Wieland alkalmazástechnikai mérnöke. „Kritikus az is, hogy hosszú forgácsok keletkezhetnek, amelyek a szerszámok köré tekerednek, elzárják a gép folyamatterét, és végül megnehezítik a forgácsok eltávolítását az üzemből.”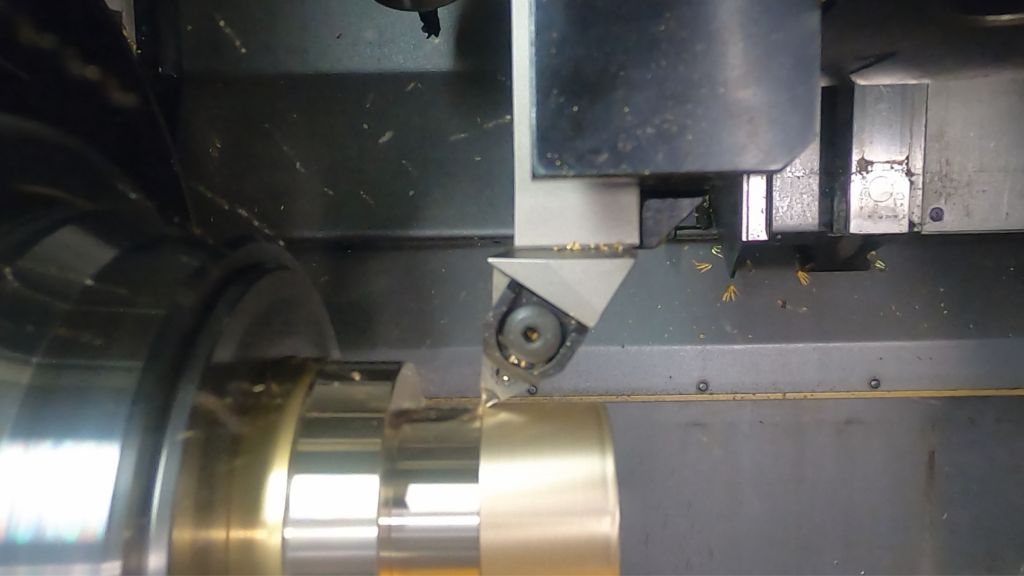
Christian Erb és Angelos Tanios csapata számára világos volt, hogy a ólommentes anyagot gazdaságosan és folyamatbiztosan kell megmunkálni – a megfelelő szerszámmal. Ezért az ISCAR-hoz fordultak, és Florian Schöfflernek, a tanácsadás és értékesítés szakemberének, valamint Martin Staudacher alkalmazástechnikusnak ismertették a témát. Mivel még nem sok vállalat dolgozik az új ólommentes sárgaréz anyaggal, a szerszámspecialisták számára is hiányoztak a tapasztalati adatok a javaslatokhoz.
„De van egy ászunk a tarsolyban az ilyen esetekre – a TechCenterünk Ettlingenben“, mondja Florian Schöffler. A kiválóan felszerelt „nagyfiúk játszóterén“ az ISCAR egyrészt a saját termékeit teszteli, másrészt pedig elsősorban a vásárlói technikai problémákat oldja meg. „Tehát meghívtuk a Wieland csapatát Ettlingenbe, hogy közösen találjunk megoldásokat“, mondja Martin Staudacher. „A TechCenterben kipróbálhattuk, mi működik a legjobban. A tapasztalatok szerint a kipróbálás mindig megelőzi a tanulmányozást.“
A TechCenter rejti a megoldást.
A Wieland ecoline családjában olyan ötvözetek találhatók, amelyek nagyon eltérő tulajdonságokkal rendelkeznek, hogy megfeleljenek a felhasználók különböző igényeinek. A TechCenter kísérleteihez az ulmi anyagszakértők három méteres rudakat biztosítottak eco SZ3 (CuZn40SiP) ötvözetből, 26 és 38 milliméter átmérővel. „Ezt az ötvözetet választottuk, mert tulajdonságaiban a legjobban a széles körben elterjedt CW614 és CW617 sárgarézekhez hasonlít,” mondja Christian Erb. „Így széles alkalmazási területet tudunk lefedni.”
Ólom tartalmú anyagok esetén általában rendkívül éles szerszámok, például alumínium geometriák működnek a legjobban. „A SZ3-ban azonban pontosan ezek a szerszámok rendkívül hosszú forgácsokat eredményeztek a tesztjeink során” – mondja Werner Lederbogen, a Wieland munkaszervezési osztályának munkatársa. „Ezért váltottunk a kevésbé éles acélgeometriákra védőéllel. Ez remekül működött.” Marco Huck, az ISCAR TechCenter alkalmazástechnikai mérnöke hozzáteszi: „Különösen az olyan vágóanyagok, amelyek megfelelő C-forgácsformálóval és nagyon sima, polírozott bevonattal rendelkeznek, lehetővé teszik a jó forgácseltávolítást.”
Melyik bevonat bizonyul végül a legjobbnak ólommentes anyagokhoz, azt csak akkor lehet megmondani, ha egy konkrét alkalmazási esetben a szerszámok élettartamáról is szó van.
Kísérletek hosszú és rövid esztergákon

A 26-os anyagot a hosszú esztergán kell megmunkálni. Az iparban jellemző feldolgozások ábrázolására egy alkatrész készült, amely egy csatlakozó darabhoz hasonlít - egy menetben és szinte kizárólag standard szerszámokkal. Az Ab- és Einstechenhez a TechCenter csapat a környezetbarát DOGRIP-et használta, amelynek csak egy milliméter széles vágóbetéte van. A fúrásokat SOLIDDRILL teljes keményfém (VHM) fúróval és SUMOCHAM cserélhető fejű fúrókkal végezték, 32 és négy milliméter átmérővel.
A forgatás és előforgatás során az ISOTURN szerszámok F1M forgácsformálója jól teljesített. Az új háromélű PICCO3CUT segítségével éleket hoztak létre, és simították a belső korrekciókat, a kulcsfelületeket pedig egy négyélű MULTIMASTER-VHM maróval maratták ki, amely a kopásálló TiAlN PVD bevonatú finomszemcsés IC908 típusú. Az 1,5-ös menetet az esztergálók egy ISCARTHREAD menetes maróval vágták ki ISO-WSP-vel. Csak a formázáshoz használtak egy különleges szerszámot: ezt egy pontosan illeszkedő ötélű PENTA 27 vágóbetéttel állították be, amelyen lézerrel formálták a forgácsot. "Az egész folyamat a rudatól a kész alkatrészig mindössze körülbelül két percet vesz igénybe, és nagyon jó eredményeket hoz" - mondja Thomas Eiberle, a Wieland beállítója.
A 38 milliméter átmérőjű anyagot a szakemberek egy rövid esztergán megmunkálták. Tesztobjektumként egy csúszócsapágyhüvely készült, amely valóban létező alkatrészek modellje volt. A rudanyagot az új háromélű QUICKTLOCK-kal, amely rendkívül stabil rögzítést biztosít, megmunkálták, majd a LOGIQ6TURN-nal simították, amely pozitív váltóéllel rendelkezik, hat 55 fokos éllel. Egy négyélű MULTIMASTER-VHM maróval készítették el a kulcsfelületeket. Egy 32 milliméter átmérőjű DR-TWIST fúróval a csapat egy homlokfúrást készített, és WHISPERLINE fúróval forgatta meg. Az esztergálók itt is a DOGRIP-et használták, amelynek vágási szélessége mindössze egy milliméter. "A gépen végzett sikeres megmunkálást emellett a partnerünk, az EWS Varia-VX gyorscsere rendszere is támogatta, amely csökkenti a beállítási időt és biztonságosan továbbítja a nyomatékot.
Ehhez jön a partnerünk, a Hainbuch ütközésoptimalizált szerszámadaptere, a SPANNTOP mini 65, amellyel nagyon közel tudunk menni a tokmányhoz" - magyarázza Jörg Huber, az ISCAR TechCenter alkalmazástechnikai mérnöke.
A szerszám teszi
A teszteredmények mindkét gépen meggyőzőek voltak. A használt szerszámokkal a szakértői csapat az alkatrészeket mind a hosszú, mind a rövid esztergán biztonságosan és egy menetben tudja előállítani. "Folyamatosan szép rövid forgácsokat kapunk, és a felületi minőség is rendben van" - mondja Christian Erb elégedetten. Angelos Tanios a lényegre tér: "A megfelelő szerszámmal a ólommentes anyag is problémamentesen megmunkálható."
Kapcsolat:


