


Regulamente internaționale limitează conținutul de plumb în aliajele de cupru. Acest lucru este benefic pentru sănătate și natură, dar reprezintă o mare – sau poate mai bine spus, o lungă – provocare pentru producători și prelucrători. Deoarece fără plumb în aliaj se formează adesea chipsuri foarte lungi. Împreună cu experții din cadrul grupului Wieland, specialiștii în unelte de la ISCAR s-au ocupat de această problemă. În TechCenter din Ettlingen, au dezvoltat împreună o gamă largă de burghie, freze, unelte de turnare și de tăiere, cu care se poate prelucra fără probleme alamă fără plumb.

Fondată în 1820 dintr-o turnătorie de clopote din Ulm, Grupul Wieland este astăzi un furnizor internațional de aliaje de cupru, semifabricate din cupru, precum și de componente și soluții de sistem. Cu o rețea globală de peste 80 de unități de producție, case de servicii și comerț, precum și aproximativ 10.000 de angajați, compania oferă un portofoliu larg de produse, tehnologii și servicii. De la prototipuri până la producția în serie, Wieland dezvoltă soluții, printre altele, pentru industriile auto, aerospațială, electronică, de răcire și climatizare.
REACH Anexa 17, RoHS, DWD și ELV – numeroase reglementări internaționale limitează conținutul de plumb în aliajele de cupru. Materialele utilizate până acum și dovedite sunt astfel, pe termen lung, utilizabile doar în mod limitat. De aceea, Wieland a dezvoltat seria ecoline, o familie de produse fără plumb, care ar trebui să le înlocuiască. Totuși, prelucrarea acestora impune cerințe noi, deoarece plumbul conferă aliajelor de alamă cu conținut de plumb proprietăți specifice, îmbunătățind, de exemplu, prelucrabilitatea și durata de viață a uneltelor.
Conținut scăzut de plumb – provocări mari
Măsurile de prelucrare industrială importante conțin, de exemplu, între 0,5 și 3,5 procente de plumb în particule mici ca agent de rupere a așchiilor. Elementul se găsește în structura materialului sub formă de particule fine dispersate. Cu cât conține mai mult plumb, cu atât materialul este mai ușor de prelucrat. Plumbul asigură o anumită lubrifiere în timpul prelucrării și generează așchii scurte. „Provocarea constă în a asigura aceste caracteristici și în absența plumbului”, explică Angelos Tanios, inginer de proces la Wieland.
Pentru a face aceste proprietăți disponibile în alama fără plumb, Wieland folosește siliciu și fosfor în aliajele sale ecoline, cum ar fi eco SZ3. Fosfidele formate sunt distribuite în aliaj similar cu particulele de plumb și servesc ca puncte de rupere pentru așchii. Astfel, noile materiale obțin o capacitate de prelucrare foarte bună. Cu toate acestea, materialele cu conținut scăzut sau fără plumb prezintă provocări pentru procesul de prelucrare, pentru a atinge performanța extraordinară a materialelor care conțin plumb.
„În teste, am observat uneori o uzură crescută a muchiilor, iar pe componente s-au format bavuri în anumite locuri“, spune Christian Erb, inginer de aplicații la Wieland. „De asemenea, este critic că se pot forma chipsuri lungi care se înfășoară în jurul uneltelor, blochează spațiul de proces din mașină și, în cele din urmă, îngreunează și îndepărtarea chipsurilor din instalație.”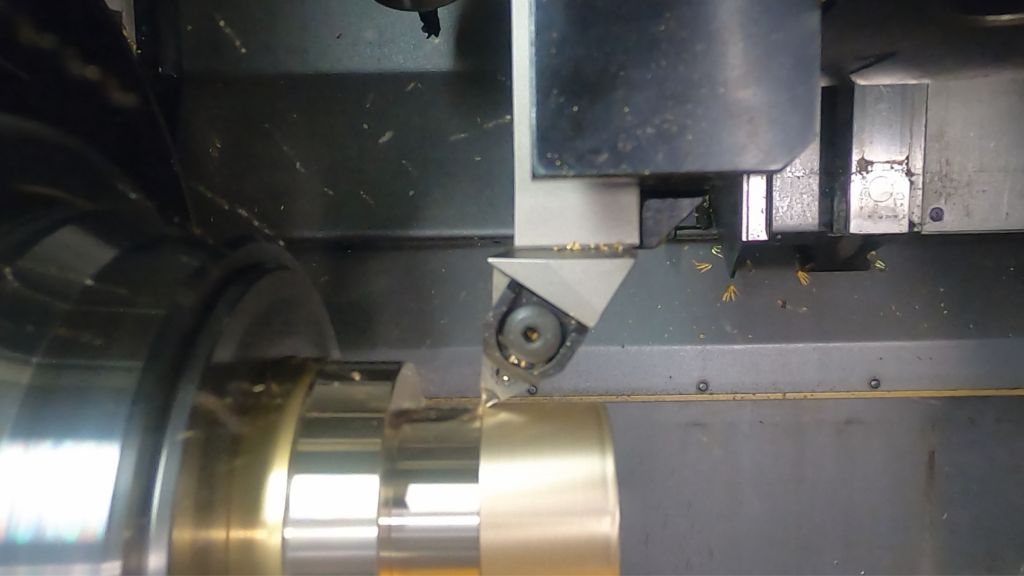
Echipa condusă de Christian Erb și Angelos Tanios a realizat că materialul fără plumb trebuie să poată fi prelucrat economic și în condiții de siguranță procesuală – cu uneltele potrivite. De aceea, s-au adresat ISCAR și i-au expus lui Florian Schöffler, consultanță și vânzări, și tehnicianului de aplicații Martin Staudacher subiectul. Deoarece nu multe companii lucrează încă cu noul alamă fără plumb, specialiștii în unelte nu aveau suficiente date de experiență pentru recomandări.
„Dar, avem un as în mânecă pentru astfel de cazuri – TechCenter-ul nostru din Ettlingen“, spune Florian Schöffler. Pe acest „teren de joacă pentru băieți mari” extrem de bine echipat, ISCAR testează pe de o parte produsele proprii, dar pe de altă parte rezolvă în principal problemele tehnice ale clienților săi. „Așa că l-am invitat pe echipa Wieland la Ettlingen pentru a găsi împreună soluții“, spune Martin Staudacher. „În TechCenter am putut să încercăm ce funcționează cel mai bine. A încerca este, de obicei, mai eficient decât a studia.“
TechCenter oferă soluția.
În familia ecoline de la Wieland se găsesc aliaje cu proprietăți foarte diferite, pentru a reflecta diversele cerințe ale utilizatorilor. Pentru experimentele din TechCenter, experții în materiale din Ulm au pus la dispoziție bare de trei metri din eco SZ3 (CuZn40SiP) cu diametre de 26 și 38 de milimetri. „Am ales acest aliaj deoarece proprietățile sale se apropie cel mai mult de cele ale meshing-urilor răspândite CW614 și CW617”, spune Christian Erb. „Astfel, putem acoperi o gamă largă de aplicații.”
În cazul materialelor care conțin plumb, de obicei, funcționează cel mai bine uneltele extrem de ascuțite, cum ar fi geometria pentru aluminiu. „În SZ3, însă, aceste unelte au dus la așchii extrem de lungi în testele noastre”, spune Werner Lederbogen, pregătire a muncii la Wieland. „De aceea, am trecut la geometria din oțel mai puțin ascuțită, cu fază de protecție. A funcționat foarte bine.” Marco Huck, inginer de aplicații în TechCenter la ISCAR, completează: „În special materialele de tăiere cu un C-șpanformator corespunzător, precum și cu un strat de acoperire foarte neted și lustruit, permit un flux bun al așchiilor.”
Care coating se va dovedi în cele din urmă a fi cel mai bun pentru materiale fără plumb se va putea spune abia atunci când se va discuta despre durabilitatea uneltelor într-un caz de aplicare concret.
Experimente pe strunguri lungi și scurte

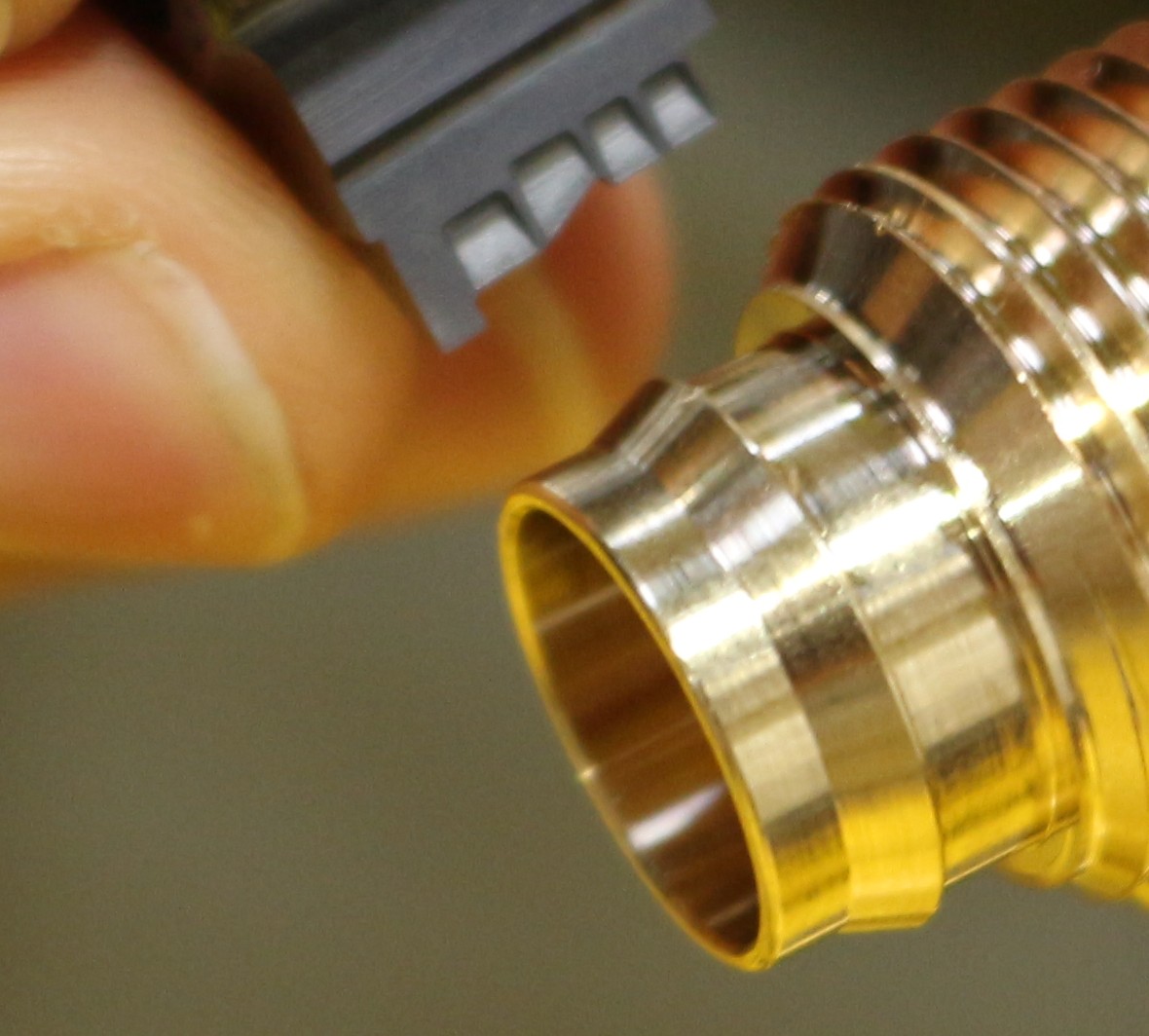
Materialul de 26 mm ar trebui prelucrat pe strungul longitudinal. Pentru a ilustra prelucrările tipice din industrie, a fost creat un component care imită un element de conexiune - într-o singură trecere și aproape exclusiv cu unelte standard. Pentru tăierea și introducerea, echipa TechCenter a folosit DOGRIP, un instrument cu un insert de tăiere de doar un milimetru lățime. Găurile au fost realizate cu un burghiu SOLIDDRILL din metal dur (VHM) și cu burghie cu cap schimbabil SUMOCHAM cu diametre de 32 și patru milimetri.
La strunjire și prelucrarea preliminară, uneltele ISOTURN cu F1M au fost foarte eficiente. Cu noul instrument cu trei tăișuri PICCO3CUT, au realizat faze și au finisat corecțiile interioare, iar suprafețele cheie au fost frezate cu un frezor MULTIMASTER-VHM cu patru tăișuri, din sortimentul de granulație fină IC908, acoperit cu TiAlN PVD, rezistent la uzură. Filetele cu o pasă de 1,5 au fost tăiate de prelucrători cu un frezor de filete ISCARTHREAD cu ISO-WSP. Numai pentru tăierea formei a fost folosit un instrument special: a fost realizat cu un insert de tăiere PENTA 27 cu cinci tăișuri, adaptat exact, cu un formator de așchii gravat. „Întregul proces, de la bară la componenta finală, durează astfel doar aproximativ două minute și aduce rezultate foarte bune”, spune Thomas Eiberle, specialist la Wieland.
Materialul cu un diametru de 38 mm a fost prelucrat de inginerii pe un strung scurt. Ca obiect de testare, a fost creat un manșon de lagăr, pentru care existau modele de componente reale. Materialul de bară a fost prelucrat cu noul instrument cu trei tăișuri QUICKTLOCK, cu un sistem de prindere extrem de stabil, și a fost finisat cu LOGIQ6TURN, care are plăci de tăiere pozitive cu șase tăișuri de 55 de grade. Un frezor MULTIMASTER-VHM cu patru tăișuri a realizat suprafețele cheie. Cu un burghiu DR-TWIST de 32 mm, echipa a realizat o găurire frontală și a strunjit-o cu o tijă de găurire WHISPERLINE. Pentru introducere, prelucrătorii au folosit din nou DOGRIP, cu o lățime de tăiere de doar un milimetru. „În plus, sistemul de schimb rapid Varia-VX al partenerului nostru EWS a susținut prelucrarea de succes pe această mașină, reducând timpul de setare și transferând cu siguranță momentul de torsiune.
În plus, există adaptorul de unelte optimizat pentru coliziuni SPANNTOP mini 65 al partenerului nostru Hainbuch, cu care putem să ne apropiem foarte mult de mandrină”, explică Jörg Huber, inginer de aplicații în TechCenter la ISCAR.
Uneltele fac totul
Rezultatele testelor de pe ambele instalații au fost convingătoare. Cu uneltele utilizate, echipa de experți poate produce componentele atât pe strungul longitudinal, cât și pe cel scurt, în mod sigur și într-o singură trecere. „Am obținut așchii scurte frumoase și calitatea suprafeței este, de asemenea, corectă”, spune Christian Erb mulțumit. Angelos Tanios sintetizează concluziile: „Cu uneltele potrivite, materialul fără plumb poate fi prelucrat fără probleme.”
Contact:


