


Obudowy zegarków powstają nie tylko z prętów, ale także z odkuwek. Aby wytwarzać je w sposób ekonomiczny, firma RP-Uhrgehäuse GmbH wykorzystuje zaprojektowane przez teamtec z Alzenau centrum obróbcze BIGLIA B 620YS z robotyzowanym systemem obsługi części. 15-krotny rewolwer jest wyposażony w ponad 30 narzędzi. Do czterech napędzanych uchwytów czterokrotnych umożliwia szeroki zakres operacji frezarskich i wiercenia, dzięki czemu obudowy wychodzą z maszyny w pełni obrobione.

Gdzie byś umieścił siedzibę niemieckiej firmy o nazwie RP-Uhrgehäuse GmbH? Dokładnie, w Pforzheim, centrum niemieckiego przemysłu biżuteryjnego i zegarmistrzowskiego. Rolf Koch jest właścicielem i dyrektorem zarządzającym firmy od 2011 roku, która może poszczycić się ponad 85-letnią historią. Sam zdobywał doświadczenie zawodowe najpierw w budowie maszyn specjalnych, zanim zanurzył się w świat zegarków na rękę i rozwinął trwałą pasję do nich.
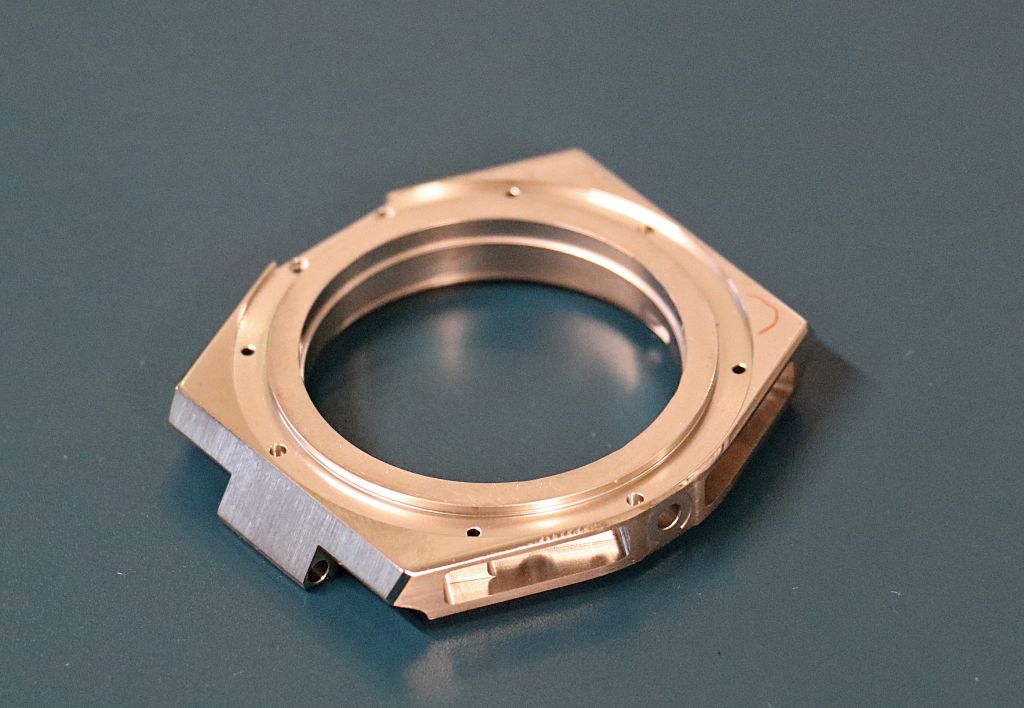
„Zegarki to znacznie więcej niż tylko urządzenia do pomiaru czasu“ – podkreśla Rolf Koch. „Moja miłość kieruje się ku wyjątkowym zegarkom, które są małymi dziełami sztuki i widać w nich pasję zainwestowaną w ich produkcję. Produkujemy koperty zegarków ze stali nierdzewnej, tytanu, srebra, brązu, platyny lub złota, które są precyzyjnie wykonane, estetyczne i tak wysokiej jakości, że można je bez wahania schować do szkatułki na biżuterię. Prawdziwe dzieła sztuki.”
Nowoczesne maszyny przyczyniają się do wzrostu.
Z odpowiednim zaangażowaniem Rolf Koch przystąpił do przebudowy producenta kopert zegarków po przejęciu. Pamięta: „Park maszynowy był przestarzały i nie nadawał się już do ekonomicznej produkcji naszych wymagających produktów w Niemczech.”
Aby móc lepiej i szybciej produkować je również w małych seriach, Rolf Koch zainwestował na początku w centrum obróbcze BIGLIA B 565YS – wyposażone w oś Y, narzędzia napędzane, dwie osie C oraz wrzeciono przeciwwrzecionowe, a także w podajnik prętów o długości 3 metrów i transport elementów za pomocą taśmy. „Maszyna oferowała najlepszy stosunek jakości do ceny w porównaniu z innymi markami i została mi polecona jako wyjątkowo niezawodna. Bliskość dostawcy teamtec była dla nas również ważnym czynnikiem decyzyjnym”, mówi Rolf Koch.
Dzięki centrum obróbczo-skrętnemu BIGLIA B 565YS oraz nowo zakupionej szwajcarskiej szlifierce 5-osiowej, firma RP-Uhrgehäuse GmbH weszła na ścieżkę sukcesu. Dziś przedsiębiorstwo dostarcza znanym producentom zegarków, głównie w Niemczech i Europie, ale także poza ich granicami. Rolf Koch przypisuje znaczną część sukcesu swoim 36 pracownikom: „Od rozwoju produktu, przez programowanie maszyn, aż po finalne zadania polerskie, wykonują oni naprawdę znakomitą pracę.”
Centrum tokarskie do kompleksowej obróbki
Do liderów wydajności należy Hajian S., który od 2013 roku zajmuje się maszyną BIGLIA B 565YS, produkując skomplikowane części z nacięciami, frezowaniami i otworami. Według szefa firmy Rolf Koch, programuje i obsługuje maszynę z niezwykłą starannością, co pozwala osiągnąć najwyższą precyzję i minimalne wahania tolerancji. Dzięki automatyzacji z podajnikiem prętów i taśmą transportową, maszyna działa przez całą dobę, także w weekendy. Dziś nadal dostarcza wyniki obróbcze w zakresie tolerancji poniżej 0,01 mm.
Na podstawie tych doświadczeń Rolf Koch zdecydował się w 2024 roku zainwestować w model następny – BIGLIA B 620YS. Wyjaśnia: „Szczególnie wysokiej jakości obudowy produkujemy z formowanych lub tłoczonych półfabrykatów ze stali nierdzewnej, tytanu i brązu. Do zautomatyzowanej obróbki takich wkładek dotychczas brakowało nam odpowiedniej maszyny.”
Szybsze i bardziej efektywne skrawanie półfabrykatów.

Produkcja kształtów do kucia jest kompetencją, którą oprócz RP posiada tylko kilku producentów kopert zegarkowych. Surowce bliskie ostatecznemu kształtowi powstają w wielokrotnym procesie kucia i tłoczenia przy użyciu siły prasowania wynoszącej 160 ton. Charakteryzują się one wysoko zagęszczoną, wolną od porów strukturą, idealną do później perfekcyjnie wypolerowanych powierzchni.
Do precyzyjnej obróbki tych półfabrykatów RP-Uhrgehäuse wcześniej potrzebowało do pięciu mocowań na trzech maszynach do toczenia, frezowania i szlifowania.
„Ten wysiłek musi dać się zmniejszyć“, był przekonany Rolf Koch. Wyobrażał sobie szeroką obróbkę kompleksową na jednej maszynie, z zautomatyzowanym transportem surowców i gotowych części.
Takie rozwiązanie mógł mu w końcu zaproponować Claudio Lista, dyrektor sprzedaży w firmie teamtec: „Nasz BIGLIA B 620YS to centrum obróbcze, które idealnie nadaje się do wymagającej obróbki prętów i uchwytów. Jego wysoko dynamiczne wrzeciona silnikowe oraz 15-krotny rewolwer narzędziowy umożliwiają zarówno wydajną obróbkę toczenia, jak i frezowania.”
Lista szczególnie wyróżnia rewolwer, który zawiera napęd półbezpośredni, co oznacza, że działa z tylko jednym mocowaniem i bez dodatkowego przekierowania. Chłodzony wodą silnik ma zintegrowane smarowanie minimalne olejem/powietrzem i napędza narzędzia z prędkością 6000 min-1. „Możemy wyposażyć miejsca narzędziowe w napędzane uchwyty wielokrotne, dzięki czemu użytkownik ma do dyspozycji dużą liczbę różnych narzędzi frezarskich i wiertarskich. Dzięki temu może obrabiać obie strony obudowy na wrzecionie głównym i przeciwnym.”
Wszystko z jednej ręki
teamtec działa jako generalny przedstawiciel włoskiego producenta maszyn CNC BIGLIA w Niemczech od ponad 25 lat. Jednak specjaliści od obróbki skrawaniem z Alzenau koncentrują się nie tylko na maszynie, ale na całym procesie produkcyjnym.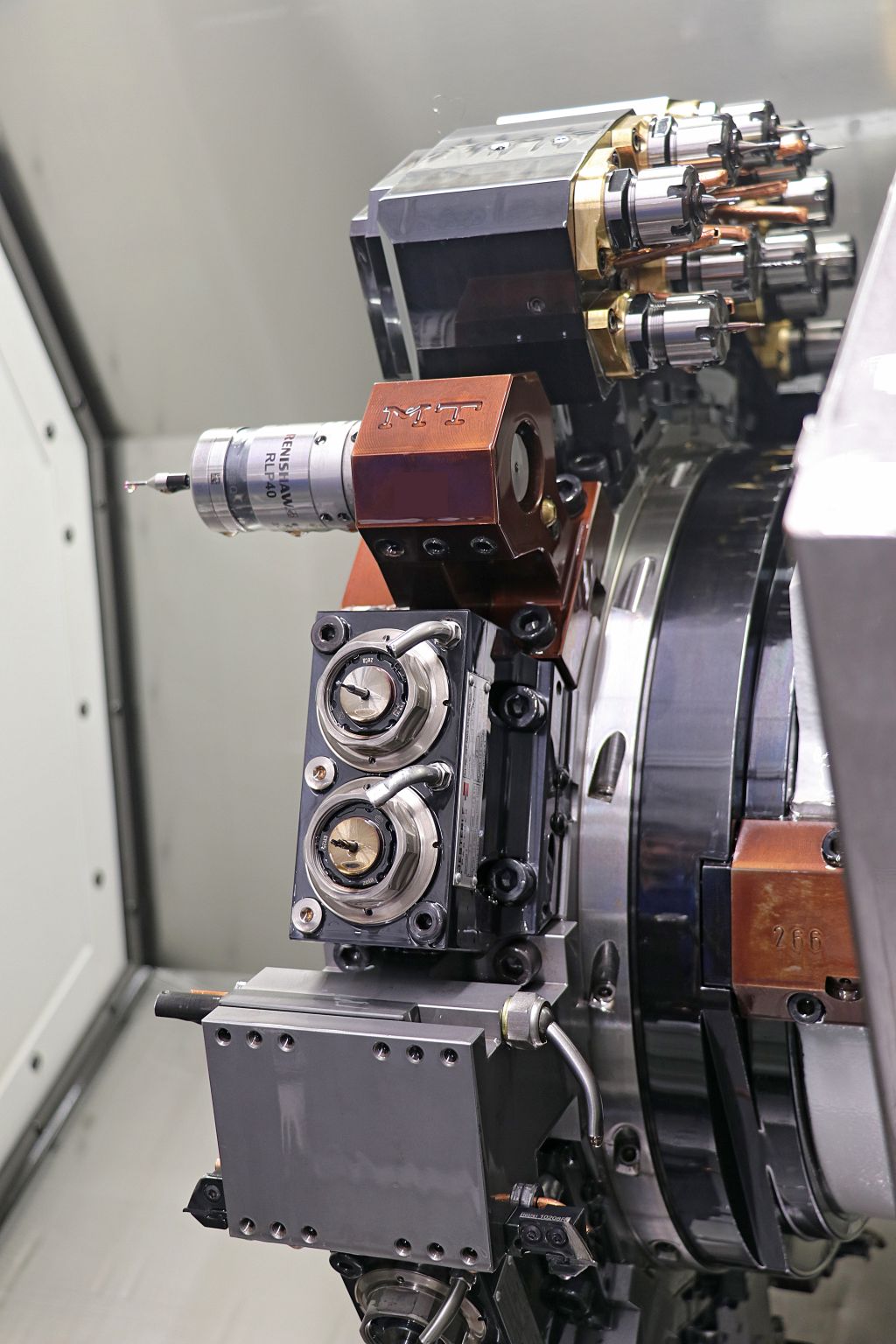
Jako partner systemowy oferowali – jako uzupełnienie do centrum obróbczego – zintegrowaną komórkę automatyzacyjną, w której robot zajmuje się obsługą części, w tym zadaniami mycia i pomiaru. Claudio Lista podkreśla: „Od nas klient otrzymuje wszystko z jednej ręki – od doradztwa przy wyborze maszyny, przez optymalizację strategii obróbczej, aż po zautomatyzowaną linię produkcyjną, w tym szkolenia i serwis.”
Dla Rolf'a Kocha i jego zespołu obróbczo-skrawającego oferta była idealna. Zdecydowali się na BIGLIA B620YS w niemal pełnym wyposażeniu – z osią Y, wrzecionem przeciwnym i innymi detalami, takimi jak system odsysania i instalacja gaśnicza, ponieważ działa na smarowaniu olejowym. Za czyszczenie i temperowanie oleju odpowiada urządzenie do obróbki KNOLL. „Było to dla nas ważne z dwóch powodów” – mówi Rolf Koch.
„Do naszej obróbki precyzyjnej maszyna musi mieć stałą temperaturę. Po przestojach osiągamy ją szybciej dzięki podgrzanemu medium smarnemu. A filtr usuwa nawet najdrobniejsze wióry z oleju, co przekłada się na poprawę jakości powierzchni.”
Napędzane uchwyty wielokrotne radzą sobie z rozbudowanymi operacjami wiercenia i frezowania

Jednym z najważniejszych elementów jest wyposażenie rewolweru w uchwyty wielokrotne dla napędzanych narzędzi, które zostały specjalnie zaprojektowane do obudów zegarków RP. „Dyskutowaliśmy nasze wymagania z teamtec i dostrzegliśmy wyraźne korzyści w uchwytach wielokrotnych” – wyjaśnia Rolf Koch. „W zależności od zastosowania wykorzystujemy w rewolwerze do czterech uchwytów narzędziowych, z których każdy jest wyposażony w cztery napędzane wrzeciona.
To ułatwia operatorowi ustawienie i zwiększa precyzję.” Według Hajiana S., który oprócz BIGLIA B565 teraz również obsługuje nową B620, koncepcja ta sprawdziła się w przypadku obudów zegarków i wymaganej wydajności skrawania. „Jeśli rozdzielam centrowanie, wiercenie, gwintowanie i rozwiercanie na cztery jednostki w jednym uchwycie, to mam bardzo krótkie drogi i brak przegrzewania.”
Automatyzacja – prosta, solidna, niezawodna
BIGLIA B620YS działa szczególnie efektywnie dzięki automatyzacji zrealizowanej przez partnera teamtec, ND Technik, Faulbach, która umożliwia pracę z minimalnym udziałem operatora przez noc i w weekendy. Kluczowym elementem jest robot z ramieniem przegubowym, umieszczony w zintegrowanej komorze automatyzacyjnej. Załadowuje maszynę surowymi elementami, które są transportowane do komory na taśmie.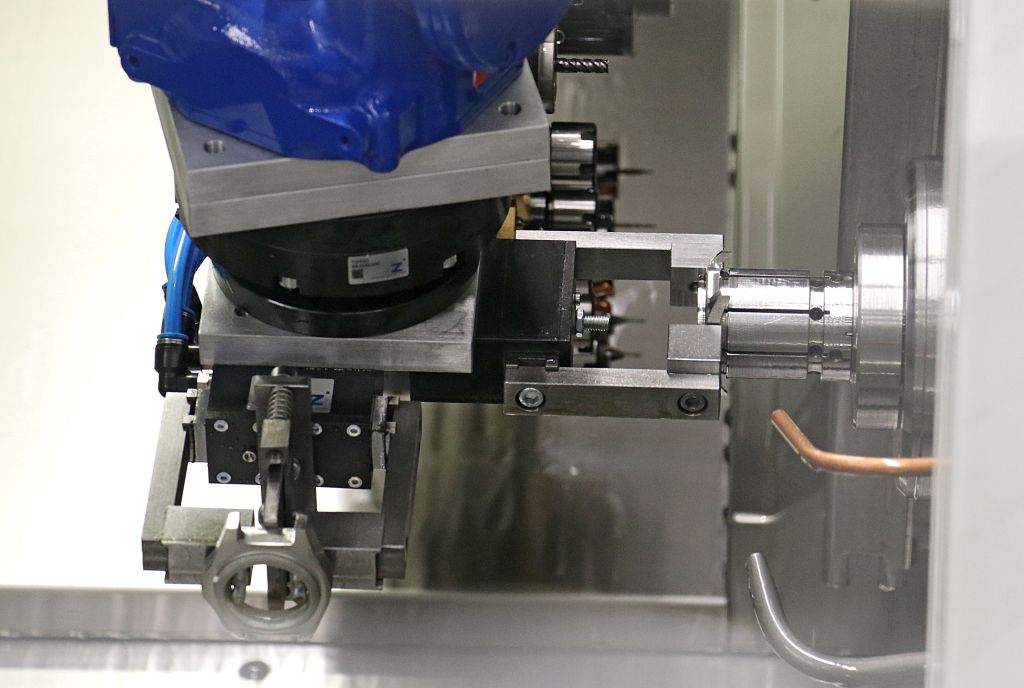
Ponadto przejmuje zmianę z obróbki przodu na obróbkę tyłu i ostatecznie odkłada gotowy element na taśmę prowadzącą z komory. Do jego zadań należy również mycie i pomiar części. „System jest zaprojektowany z solidnymi elementami mechanicznymi i działa niezwykle niezawodnie” – potwierdza Hajian S. „Szybko nauczyłem się również obsługi robota. Półtora dnia szkolenia i trochę praktyki, a to już nie jest problem.”
Rolf Koch jest przekonany, że jego inwestycja szybko się zwróci. „Ta komórka produkcyjna stwarza nowe możliwości w obróbce skomplikowanych elementów wkładkowych, co pozwala nam rozszerzyć naszą ofertę. Ponadto osiągamy bardzo wysoką precyzję i jakość powierzchni, co nie tylko uszczęśliwia naszych polerzy. A w efekcie cieszy to klientów, którzy otrzymują od nas doskonały kawałek biżuterii na nadgarstek.”
Kontakt:


