


I casi degli orologi non vengono realizzati solo da barre, ma anche da semilavorati forgiati. Per produrli in modo economico, la RP-Uhrgehäuse GmbH utilizza un centro di tornitura BIGLIA B 620YS progettato da teamtec, Alzenau, con gestione automatizzata dei pezzi tramite robot. Il revolver a 15 stazioni è dotato di oltre 30 utensili. Fino a quattro portautensili a quattro vie azionati consentono ampie operazioni di fresatura e foratura, in modo che i casi escano completamente lavorati dalla macchina.

Dove sospettereste la sede di un'azienda tedesca con il nome RP-Uhrgehäuse GmbH? Esatto, a Pforzheim, il centro dell'industria tedesca della gioielleria e degli orologi. Rolf Koch è il proprietario e amministratore delegato dell'azienda dal 2011, che può vantare oltre 85 anni di storia. Lui stesso ha accumulato esperienza professionale nel settore delle macchine speciali prima di immergersi nel mondo degli orologi da polso e sviluppare un entusiasmo duraturo per essi.
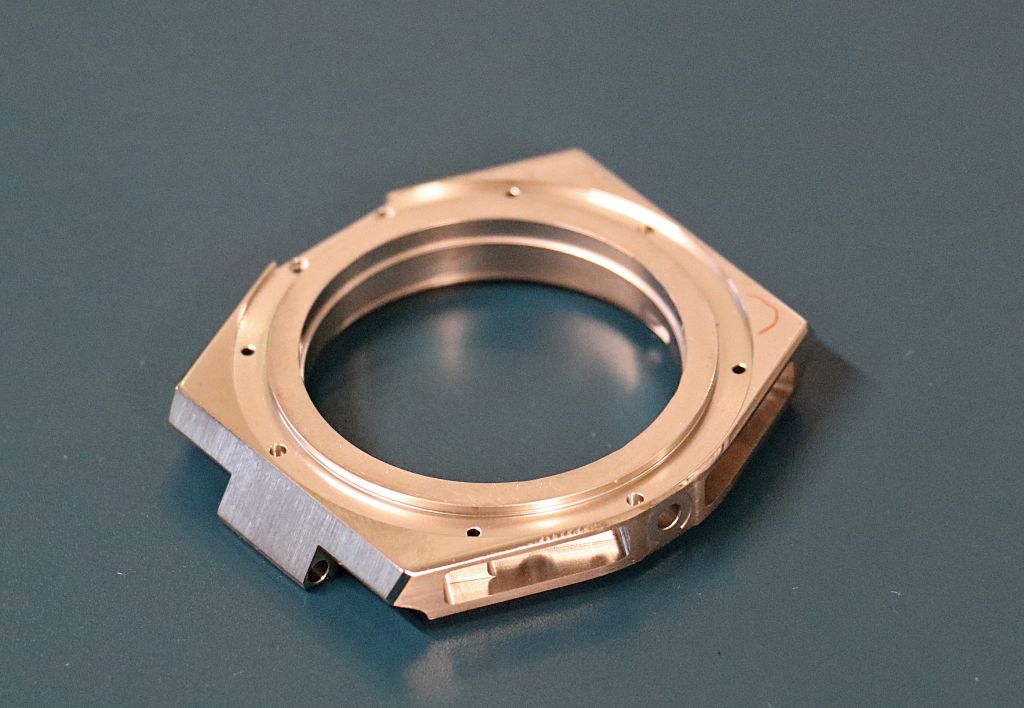
„Gli orologi da polso sono molto più di semplici indicatori di tempo“, sottolinea Rolf Koch. „Il mio amore va agli orologi speciali, che sono piccole opere d'arte e in cui si può vedere la passione investita nella loro realizzazione. Produciamo casse per orologi in acciaio inossidabile, titanio, argento, bronzo, platino o oro, che sono realizzate su misura, esteticamente belle e così ben lavorate che potrebbero essere facilmente riposte in una scatola di gioielli. Vere opere d'arte.“
Macchine moderne garantiscono una ripresa.
Con il giusto impegno, Rolf Koch si è dedicato alla ristrutturazione del produttore di casse per orologi dopo l'acquisizione. Ricorda: "Il parco macchine era obsoleto e non era più adatto per produrre i nostri prodotti di alta qualità in modo economico in Germania."
Per poter produrre meglio e più rapidamente anche in piccole serie, Rolf Koch ha investito fin dall'inizio in un centro di tornitura BIGLIA B 565YS - dotato di asse Y, utensili motorizzati, due assi C e mandrino contrapposto, oltre a un caricatore di barre da 3 metri e un sistema di uscita dei pezzi tramite un nastro trasportatore. "La macchina ha offerto il miglior rapporto qualità-prezzo rispetto ad altri marchi e mi è stata raccomandata come particolarmente affidabile. Anche la vicinanza geografica al fornitore teamtec è stata un fattore decisivo importante per noi", afferma Rolf Koch.
Con il centro di tornitura BIGLIA B 565YS e una nuova rettificatrice svizzera a 5 assi, la RP-Uhrgehäuse GmbH è entrata in una fase di successo. Oggi l'azienda fornisce noti produttori di orologi, principalmente in Germania e in Europa, ma anche oltre. Rolf Koch attribuisce una parte fondamentale del successo ai suoi 36 collaboratori: "Dallo sviluppo del prodotto, alla programmazione delle macchine fino ai compiti finali di lucidatura, svolgono davvero un lavoro eccezionale."
Un centro di tornitura per la lavorazione completa
Tra i principali attori si distingue Hajian S., che dal 2013 si occupa della BIGLIA B 565YS, utilizzandola per produrre parti complesse con sottosquadri, fresature e forature. Secondo il titolare dell'azienda Rolf Koch, programma e gestisce la macchina con una meticolosità tale da raggiungere la massima precisione e ridurre al minimo le fluttuazioni di tolleranza. Grazie all'automazione con caricatori di barre e nastri di trasporto, la macchina opera 24 ore su 24, anche nei fine settimana. E oggi continua a fornire risultati di lavorazione in un campo di tolleranza inferiore a 0,01 mm.
Sulla base di queste esperienze, Rolf Koch ha deciso nel 2024 di investire nel modello successore – una BIGLIA B 620YS. Spiega: „Produciamo case di alta qualità da semilavorati in acciaio inossidabile, titanio e bronzo, stampati o tranciati. Fino ad ora ci è mancata una macchina adatta per la lavorazione automatizzata di tali parti inserite.“
Lavorare i semilavorati in modo più rapido ed efficiente.

La produzione dei semilavorati forgiati è una competenza che, oltre a RP, possiedono solo pochi produttori di casse per orologi. I semilavorati, che si avvicinano alla forma finale, vengono realizzati in un processo di forgiatura e stampaggio multiplo con una forza di pressatura di 160 tonnellate. Presentano una struttura altamente compatta e priva di vuoti, ideale per le superfici perfettamente lucidate in seguito.
Per la lavorazione di precisione di questi semilavorati, RP-Uhrgehäuse richiedeva in passato fino a cinque fissaggi su tre macchine per tornitura, fresatura e rettifica.
„Questo sforzo deve poter essere ridotto“, era convinto Rolf Koch. Aveva in mente un'operazione di lavorazione completa su una macchina, con gestione automatizzata dei pezzi grezzi e finiti.
Una soluzione del genere gli è stata infine offerta da Claudio Lista, responsabile vendite di teamtec: "Il nostro BIGLIA B 620YS è un centro di tornitura che si presta idealmente per lavorazioni di barre e mandrini di alta precisione. I suoi mandrini motorizzati ad alta dinamica e il revolver porta utensili a 15 posizioni consentono lavorazioni di tornitura e fresatura ad alte prestazioni."
La lista mette in evidenza in particolare il revolver, che contiene un azionamento semidiretto, quindi funziona con un solo attacco e senza ulteriori deviazioni. Il motore raffreddato ad acqua dispone di un sistema integrato di lubrificazione a minima quantità olio/aria e aziona gli utensili a 6000 min-1. "Possiamo equipaggiare i posti utensile con portautensili multipli azionati, in modo che all'utente sia disponibile un'ampia gamma di diversi utensili da fresatura e foratura. In questo modo può lavorare entrambe le facce del corpo sulle mandrini principale e secondario."
Tutto da un'unica fonte
teamtec è attiva da oltre 25 anni come rappresentante generale del produttore italiano di torni CNC BIGLIA in Germania. Tuttavia, gli specialisti della lavorazione di Alzenau non si concentrano solo sulla macchina, ma sull'intero processo di produzione.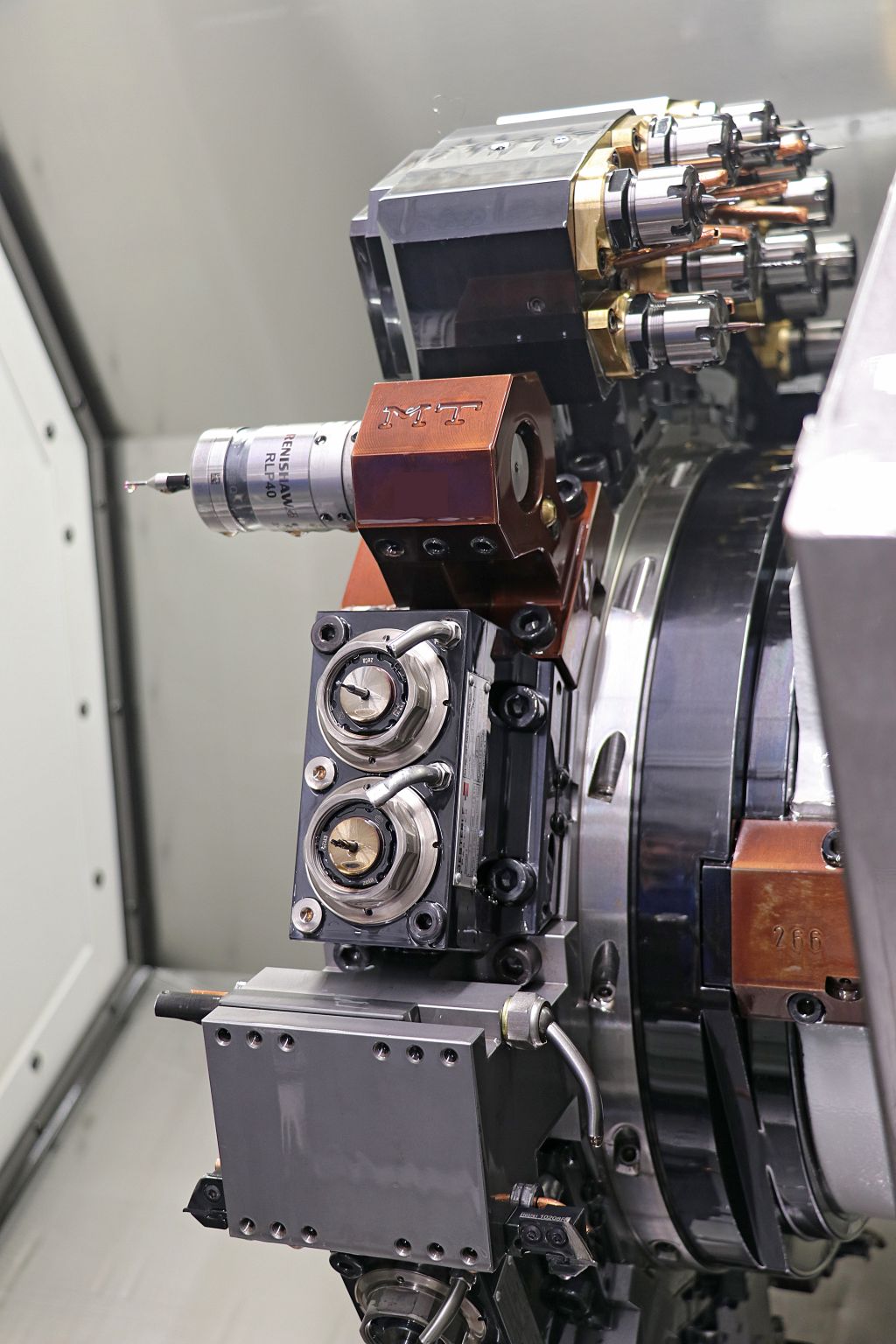
Così hanno offerto come partner di sistema – in aggiunta al centro di tornitura – una cella di automazione collegata, in cui un robot si occupa della gestione dei pezzi, comprese le operazioni di lavaggio e misurazione. Claudio Lista sottolinea: "Da noi il cliente riceve tutto da un'unica fonte – dalla consulenza nella scelta della macchina all'ottimizzazione della strategia di lavorazione fino all'impianto di produzione automatizzato, inclusi formazione e assistenza."
Per Rolf Koch e il suo team di lavorazione, l'offerta era perfetta. Hanno scelto il BIGLIA B620YS praticamente in dotazione completa - con asse Y, mandrino secondario e ulteriori dettagli come un sistema di aspirazione e un impianto di estinzione incendi, poiché viene utilizzato con lubrificazione ad olio. Per la pulizia e il riscaldamento dell'olio si occupa un impianto di trattamento KNOLL. "Questo era importante per noi per due motivi", dice Rolf Koch.
"Per la nostra lavorazione di precisione, la macchina deve mantenere una temperatura costante. Dopo i periodi di inattività, raggiungiamo questa più rapidamente grazie a un mezzo lubrificante preriscaldato. E il filtro rimuove anche i trucioli più fini dall'olio, il che si traduce in superfici migliorate."
Mandrini multipli azionati gestiscono ampie operazioni di foratura e fresatura

Un punto culminante è l'equipaggiamento del revolver con mandrini multipli per utensili azionati, sviluppati specificamente per custodie di orologi RP. "Abbiamo discusso le nostre esigenze con teamtec e riconosciuto vantaggi chiari nei mandrini multipli", spiega Rolf Koch. "A seconda dell'applicazione, utilizziamo nel revolver fino a quattro portautensili, ciascuno dotato di quattro mandrini azionati.
Questo facilita l'impostazione per l'operatore e aumenta la precisione." Secondo Hajian S., che ora si occupa anche del nuovo B620 oltre al BIGLIA B565, questo concetto si è dimostrato efficace per le custodie degli orologi e la potenza di taglio necessaria. "Se distribuisco centratura, foratura, filettatura e alesatura su quattro unità in un mandrino, ho percorsi molto brevi e nessun surriscaldamento."
Automazione - semplice, robusta, affidabile
La BIGLIA B620YS lavora in modo particolarmente efficiente grazie all'automazione realizzata dal partner teamtec ND Technik, Faulbach, che consente un funzionamento a basso intervento dell'operatore durante la notte e nei fine settimana. L'elemento centrale è un robot a braccio articolato, collocato in una cella di automazione ancorata. Carica la macchina con pezzi grezzi che vengono trasportati nella cella su un nastro trasportatore.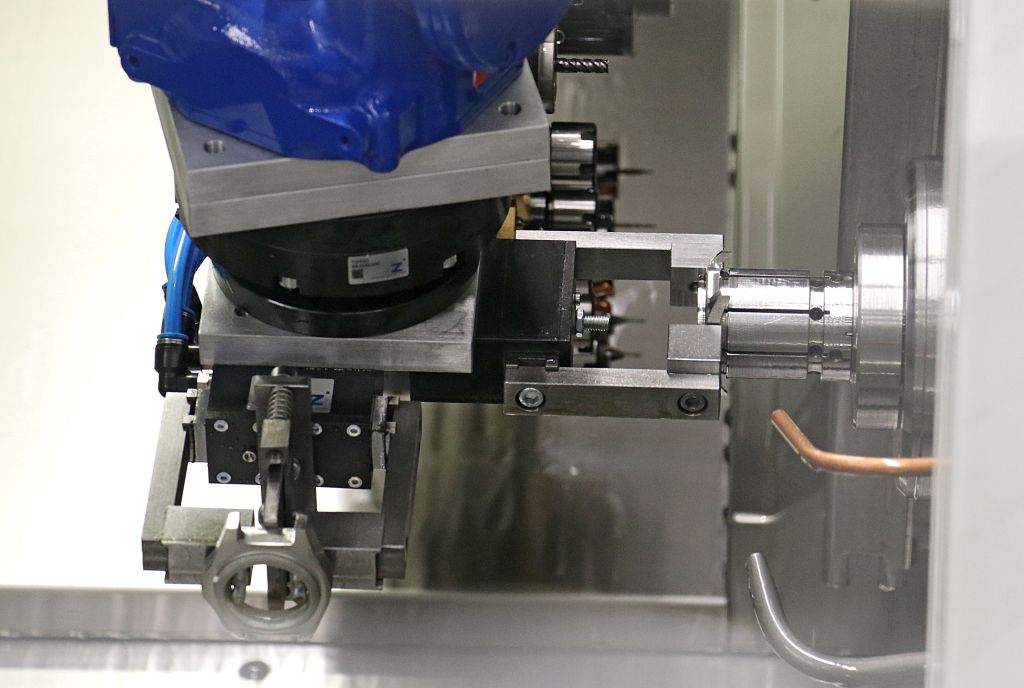
Inoltre, si occupa del passaggio dalla lavorazione del lato anteriore a quella del lato posteriore e infine deposita il pezzo lavorato su un nastro che esce dalla cella. Anche il lavaggio e la misurazione dei pezzi rientrano tra i suoi compiti. "Il sistema è progettato con elementi meccanici robusti e funziona in modo estremamente affidabile", conferma Hajian S.. "Ho imparato rapidamente anche a gestire il robot. Un giorno e mezzo di formazione e un po' di pratica, poi non è un problema."
Rolf Koch è convinto che il suo investimento si ammortizzerà in breve tempo. "Questa cella di produzione crea nuove opportunità nella lavorazione di pezzi complessi, permettendoci di ampliare la nostra gamma di offerte. Inoltre, raggiungiamo una precisione e una qualità superficiale molto elevate, il che rende felici non solo i nostri lucidatori. E alla fine, questo rende felici i clienti, che ricevono da noi un pezzo di gioielleria perfetto per il polso."
Contatto:


