


Les boîtiers de montres ne proviennent pas seulement de barres, mais aussi de préformes forgées. Pour les produire de manière économique, RP-Uhrgehäuse GmbH utilise un centre de tournage BIGLIA B 620YS conçu par teamtec, Alzenau, avec une manipulation automatisée des pièces par robot. La tourelle 15 positions est équipée de plus de 30 outils. Jusqu'à quatre porte-outils quadruples entraînés permettent des opérations de fraisage et de perçage étendues, de sorte que les boîtiers sortent complètement usinés de la machine.

Où situeriez-vous une entreprise allemande nommée RP-Uhrgehäuse GmbH ? Exactement, à Pforzheim, le centre de l'industrie allemande de la bijouterie et de l'horlogerie. Rolf Koch est propriétaire et directeur général de l'entreprise depuis 2011, qui a plus de 85 ans d'histoire. Il a d'abord acquis de l'expérience professionnelle dans la construction de machines spéciales avant de plonger dans le monde des montres-bracelets et de développer une passion durable pour celles-ci.
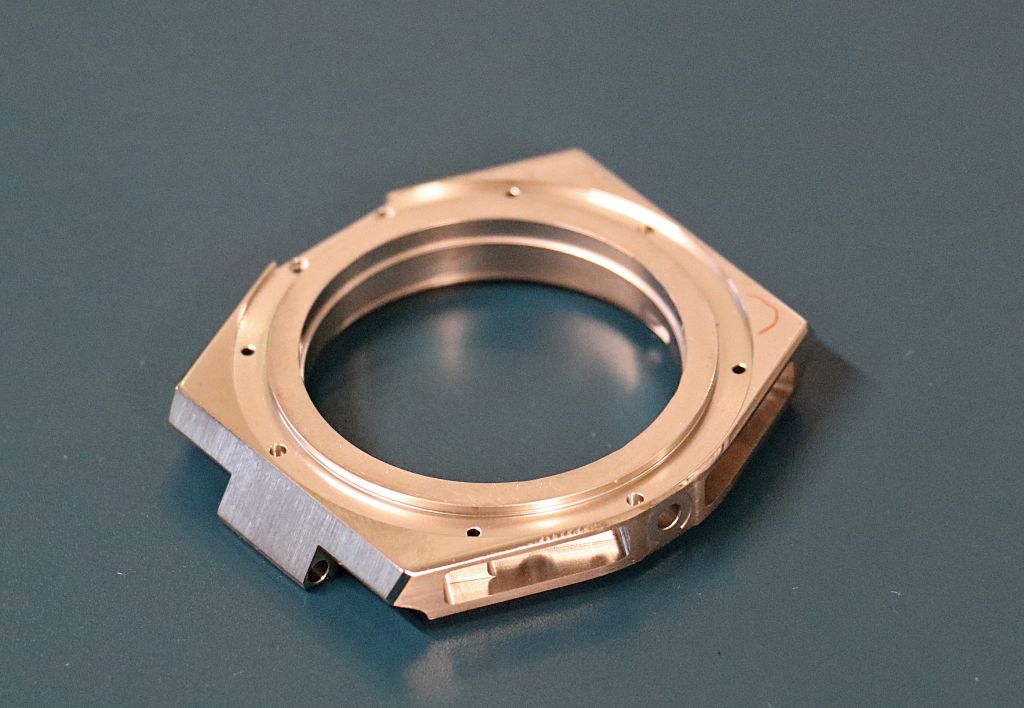
« Les montres-bracelets sont bien plus que de simples indicateurs de temps », souligne Rolf Koch. « Mon amour va aux montres particulières, qui sont de petites œuvres d'art et dont on peut voir la passion investie dans leur fabrication. Nous produisons des boîtiers de montres en acier inoxydable, titane, argent, bronze, platine ou or, qui sont fabriqués avec une précision millimétrique, une belle forme et une qualité si élevée qu'on pourrait les mettre sans hésitation dans une boîte à bijoux. De véritables œuvres d'art. »
Des machines modernes stimulent la croissance
Avec un engagement approprié, Rolf Koch a entrepris la transformation du fabricant de boîtiers de montres après l'acquisition. Il se souvient : « Le parc de machines était obsolète et ne convenait plus à la fabrication économique de nos produits exigeants en Allemagne. »
Pour pouvoir produire ces pièces en petites séries de manière plus efficace et rapide, Rolf Koch a investi dès le départ dans un centre de tournage BIGLIA B 565YS – équipé d'un axe Y, d'outils entraînés, de deux axes C et d'un mandrin de 3 mètres ainsi qu'un système d'évacuation des pièces via un convoyeur. « La machine offrait le meilleur rapport qualité-prix lors des comparaisons avec d'autres marques et m'a été recommandée comme étant particulièrement fiable. La proximité géographique avec le fournisseur teamtec a également été un facteur de décision important pour nous », déclare Rolf Koch.
Avec le centre de tournage BIGLIA B 565YS et une rectifieuse suisse 5 axes récemment achetée, RP-Uhrgehäuse GmbH a trouvé le chemin du succès. Aujourd'hui, l'entreprise fournit des fabricants de montres renommés, principalement en Allemagne et en Europe, mais aussi au-delà. Rolf Koch attribue une part essentielle du succès à ses 36 employés : « De la conception du produit, à la programmation des machines jusqu'aux tâches finales de polissage, ils font un travail vraiment brillant. »
Un centre de tournage pour l'usinage complet
Parmi les moteurs de performance se trouve Hajian S., qui s'occupe du BIGLIA B 565YS depuis 2013 et produit ainsi des pièces complexes avec des sous-découpes, des fraisages et des perçages. Selon le directeur de l'entreprise, Rolf Koch, il programme et opère la machine avec une minutie telle qu'elle atteint une précision maximale et qu'il y a peu de variations de tolérance. Grâce à l'automatisation avec un chargeur de barres et un convoyeur d'évacuation, la machine fonctionne 24 heures sur 24, même le week-end. Et elle fournit encore aujourd'hui des résultats d'usinage dans un champ de tolérance de moins de 0,01 mm.
Sur la base de ces expériences, Rolf Koch a décidé en 2024 d'investir dans le modèle suivant – un BIGLIA B 620YS. Il explique : « Nous fabriquons des boîtiers particulièrement haut de gamme à partir de préformes estampées ou découpées en acier inoxydable, titane et bronze. Pour l'usinage automatisé de telles pièces d'insertion, nous n'avions jusqu'à présent pas de machine appropriée. »
Usiner des préformes forgées plus rapidement et plus efficacement

La fabrication des préformes forgées est une compétence que peu de fabricants de boîtiers de montres possèdent en plus de RP. Les préformes proches de la forme finale sont produites dans un processus de forgeage et d'estampage multiple avec une force de pressage de 160 tonnes. Elles présentent une structure hautement compactée et sans porosité, idéale pour les surfaces qui seront ensuite parfaitement polies.
Pour l'usinage de précision de ces préformes, RP-Uhrgehäuse avait auparavant besoin de jusqu'à cinq montages sur trois machines pour le tournage, le fraisage et le meulage.
« Cet effort doit pouvoir être réduit », était convaincu Rolf Koch. Il envisageait un usinage complet sur une seule machine, avec une manipulation automatisée des pièces brutes et finies.
Une telle solution a finalement pu être proposée par Claudio Lista, directeur des ventes de teamtec : « Notre BIGLIA B 620YS est un centre de tournage qui convient idéalement à l'usinage exigeant de barres et de mandrins. Ses broches à moteur hautement dynamiques et sa tourelle à 15 outils permettent à la fois un usinage tournant et fraisant puissant. »
Lista souligne en particulier la tourelle, qui contient un entraînement semi-direct, c'est-à-dire qu'elle fonctionne avec un seul montage et sans redirection supplémentaire. Le moteur refroidi par eau est équipé d'une lubrification minimale intégrée huile/air et entraîne les outils à 6000 min-1. « Nous pouvons équiper les emplacements d'outils avec des porte-outils multiples entraînés, de sorte qu'un grand nombre d'outils de fraisage et de perçage différents soient à la disposition de l'utilisateur. Cela lui permet d'usinage les deux côtés des boîtiers sur la broche principale et la broche secondaire. »
Tout d'une seule source
teamtec est actif en tant que représentant général du fabricant italien de machines de tournage CNC BIGLIA en Allemagne depuis plus de 25 ans. Mais les spécialistes de l'usinage d'Alzenau ne se concentrent pas seulement sur la machine, mais sur l'ensemble du processus de fabrication.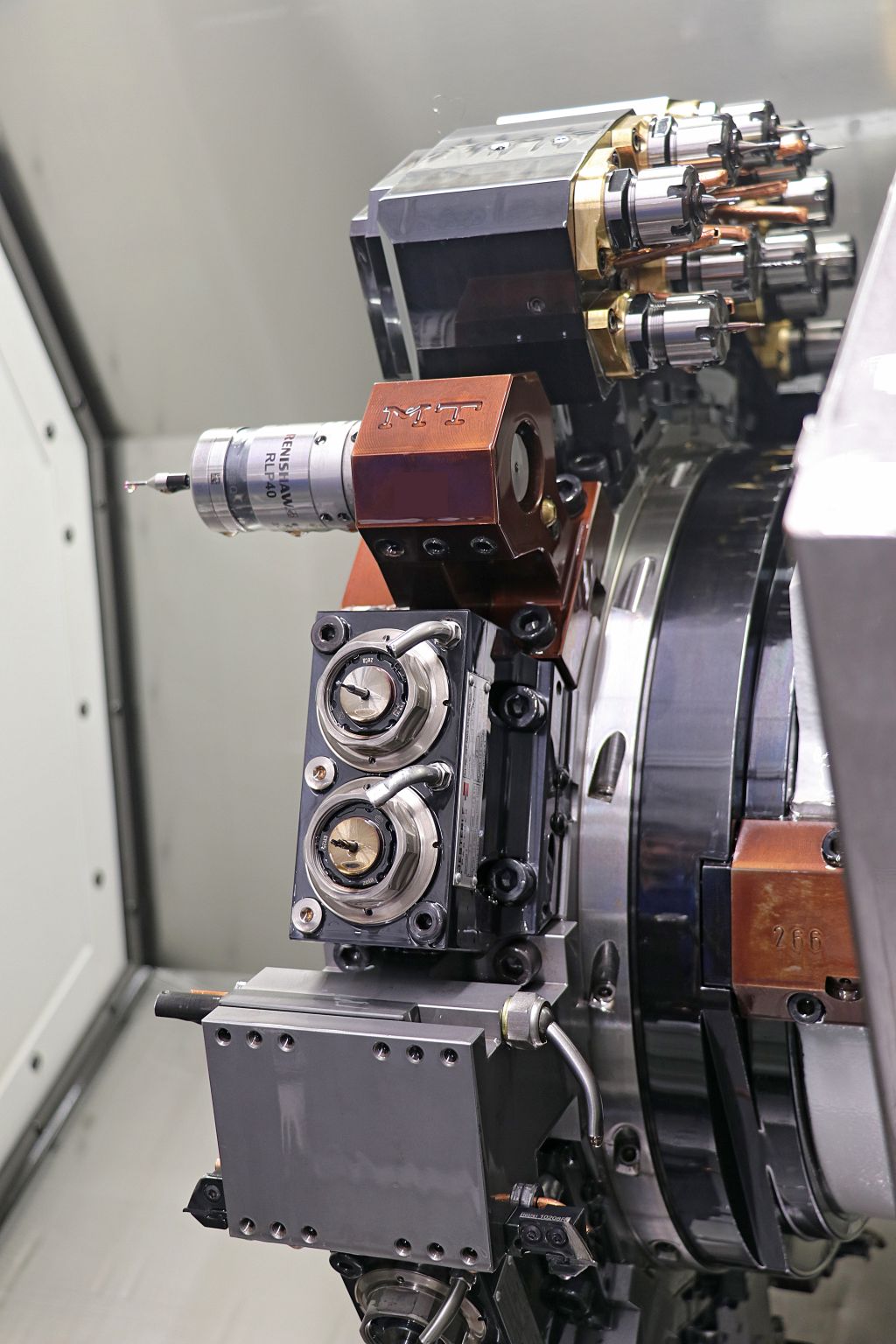
Ils ont donc proposé en tant que partenaire système – en complément du centre de tournage – une cellule d'automatisation intégrée, dans laquelle un robot prend en charge la manipulation des pièces, y compris les tâches de lavage et de mesure. Claudio Lista souligne : « De notre part, le client obtient tout d'une seule source – de la consultation sur le choix de la machine à l'optimisation de la stratégie d'usinage jusqu'à l'installation de production automatisée, y compris la formation et le service. »
Pour Rolf Koch et son équipe d'usinage, l'offre était parfaite. Ils ont opté pour le BIGLIA B620YS presque entièrement équipé – avec axe Y, contre-broche et d'autres détails comme un système d'aspiration et un système d'extinction d'incendie, car il fonctionne avec lubrification à l'huile. Un système de traitement KNOLL s'occupe du nettoyage et du conditionnement de l'huile. « Cela était important pour nous pour deux raisons », dit Rolf Koch.
« Pour notre usinage de précision, la machine doit avoir une température constante. Après des arrêts, nous atteignons cela plus rapidement grâce à un milieu lubrifiant préchauffé. Et le filtre élimine même les plus fines particules de l'huile, ce qui se traduit par des surfaces améliorées. »
Les porte-outils multiples entraînés maîtrisent des opérations de perçage et de fraisage étendues.

Un point fort est l'équipement du tourelle avec des porte-outils multiples pour outils entraînés, spécialement développés pour les boîtiers de montres RP. « Nous avons discuté de nos exigences avec teamtec et avons reconnu des avantages clairs dans les porte-outils multiples », explique Rolf Koch. « Selon le cas d'application, nous utilisons dans la tourelle jusqu'à quatre porte-outils, chacun équipé de quatre broches entraînées.
Cela facilite le réglage pour l'opérateur et augmente la précision. » Selon Hajian S., qui supervise désormais le nouveau B620 en plus du BIGLIA B565, ce concept s'est avéré efficace pour les boîtiers de montres et la puissance de coupe requise. « Si je répartis le centrage, le perçage, le taraudage et l'alésage sur quatre unités dans un porte-outil, j'ai des trajets très courts et pas de montée en chaleur. »
Automatisation – simple, robuste, fiable.
La BIGLIA B620YS fonctionne de manière particulièrement efficace grâce à l'automatisation réalisée par le partenaire de teamtec, ND Technik, Faulbach, qui permet un fonctionnement à faible intervention pendant la nuit et le week-end. L'élément central est un robot à bras articulé, qui est placé dans une cellule d'automatisation accrochée. Il charge la machine avec des pièces brutes, qui sont transportées vers la cellule sur un convoyeur.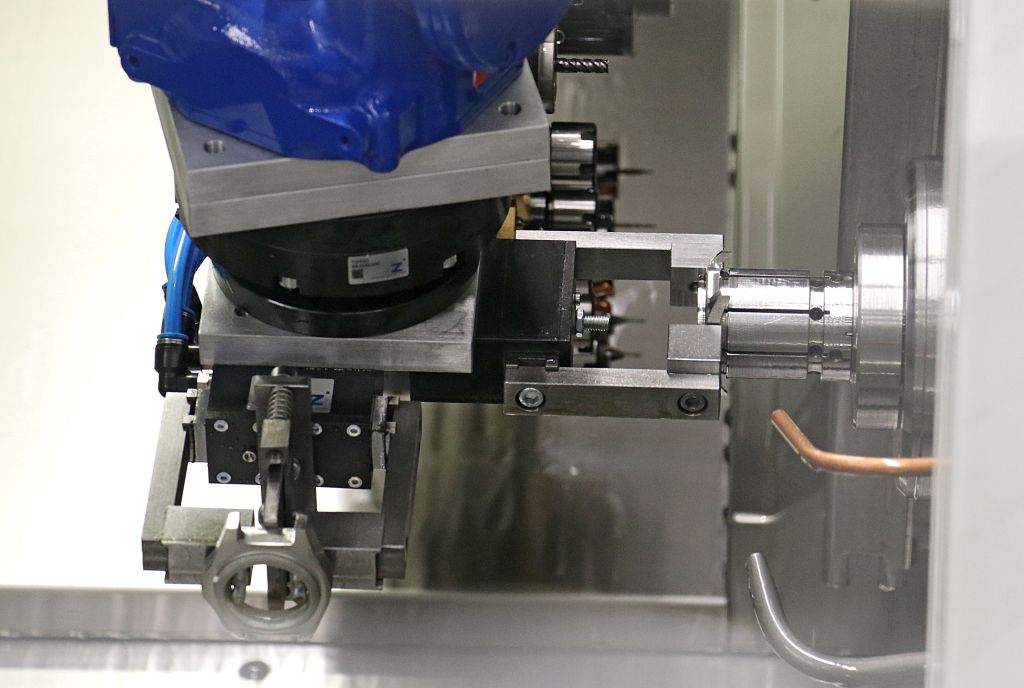
De plus, il gère le passage du traitement de la face avant à celui de la face arrière et dépose finalement la pièce usinée sur un bandeau sortant de la cellule. Le lavage et la mesure des pièces font également partie de ses tâches. « Le système est conçu avec des éléments mécaniques robustes et fonctionne de manière extrêmement fiable », confirme Hajian S. « J'ai aussi rapidement appris à manipuler le robot. Une journée et demie de formation et un peu de pratique, et ce n'est pas un problème. »
Rolf Koch est convaincu que son investissement sera amorti rapidement. « Cette cellule de fabrication crée de nouvelles possibilités pour l'usinage de pièces d'insertion complexes, ce qui nous permet d'élargir notre gamme d'offres. De plus, nous atteignons une très haute précision et qualité de surface, ce qui rend nos polisseurs totalement heureux. Et finalement, cela ravit les clients qui reçoivent de notre part un bijou parfait pour leur poignet. »
Contact :


