


Корпуси годинників виготовляються не лише з прутків, а й з кованих заготовок. Для економічного виробництва цих корпусів компанія RP-Uhrgehäuse GmbH використовує токарний центр BIGLIA B 620YS, розроблений компанією teamtec, Алленау, з роботизованою автоматизацією обробки деталей. 15-канальний револьвер оснащений понад 30 інструментами. До чотирьох приводних чотирьохканальних тримачів дозволяють виконувати широкі фрезерні та свердлильні операції, так що корпуси виходять повністю обробленими з машини.

Де ви б могли припустити розташування німецької компанії з назвою RP-Uhrgehäuse GmbH? Правильно, у Пфорцгаймі, центрі німецької ювелірної та годинникової промисловості. Рольф Кох є власником і керуючим компанії з 2011 року, яка має понад 85-річну історію. Він сам спочатку здобував професійний досвід у сфері спеціального машинобудування, перш ніж зануритися у світ наручних годинників і розвинути до них стійкий інтерес.
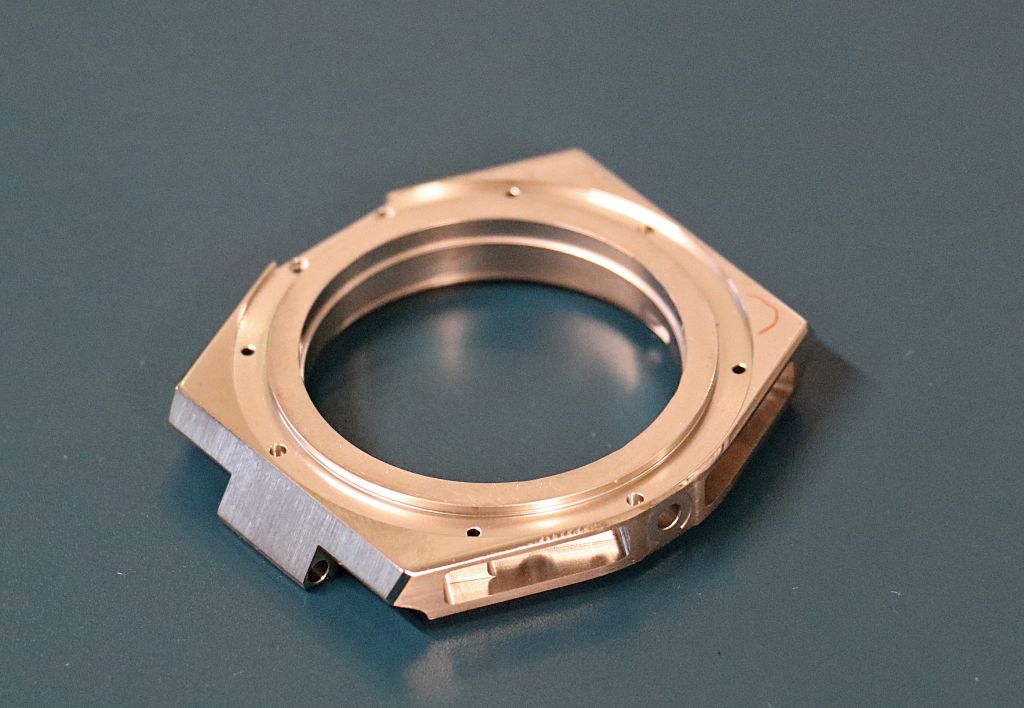
«Наручні годинники — це набагато більше, ніж просто вказівники часу», підкреслює Рольф Кох. «Моя любов належить особливим годинникам, які є маленькими витворами мистецтва, і в яких видно пристрасть, вкладену в їхнє виготовлення. Ми виробляємо корпуси годинників з нержавіючої сталі, титану, срібла, бронзи, платини або золота, які виготовлені з точністю до розміру, естетично привабливі та настільки високоякісні, що їх можна без проблем покласти в ювелірну скриньку. Справжні витвори мистецтва.»
Сучасні машини сприяють зростанню.
З відповідним завзяттям Рольф Кох після придбання розпочав перебудову виробника корпусів годинників. Він згадує: «Машинний парк був застарілим і більше не підходив для економічного виробництва наших вимогливих продуктів у Німеччині».
Щоб покращити та прискорити виробництво навіть у малих серіях, Рольф Кох на самому початку інвестував у токарний центр BIGLIA B 565YS – оснащений Y-осьовою, приводними інструментами, двома C-осьовими та контршпинделем, а також 3-метровим завантажувачем прутків і виведенням деталей через конвеєр. «Машина продемонструвала найкраще співвідношення ціни та якості в порівнянні з іншими брендами і була рекомендована мені як надзвичайно надійна. Також близькість до постачальника teamtec була для нас важливим фактором при ухваленні рішення», – говорить Рольф Кох.
З центром обробки BIGLIA B 565YS та новопридбаним швейцарським 5-осьовим шліфувальним верстатом компанія RP-Uhrgehäuse GmbH вийшла на шлях успіху. Сьогодні компанія постачає відомим виробникам годинників, переважно в Німеччині та Європі, а також за їх межами. Значну частину успіху Рольф Кох віддає своїм 36 співробітникам: «Від розробки продукту, через програмування верстатів до фінальних полірувальних завдань, вони виконують справді блискучу роботу».
Токарний центр для комплексної обробки
До провідних працівників належить Хаджан С., який з 2013 року обслуговує BIGLIA B 565YS і виготовляє складні деталі з підрізами, фрезеруваннями та свердліннями. За словами керівника компанії Рольфа Коха, він програмує та обслуговує машину з такою скрупульозністю, що вона досягає найвищої точності і практично не має коливань допусків. Завдяки автоматизації з завантажувачем стержнів та транспортером для вивантаження, машина працює цілодобово, навіть у вихідні. І сьогодні вона забезпечує результати обробки в межах допуску менше 0,01 мм.
На основі цього досвіду Рольф Кох у 2024 році вирішив інвестувати в наступну модель – BIGLIA B 620YS. Він пояснює: «Ми виготовляємо особливо якісні корпуси з витиснених або штампованих заготовок з нержавіючої сталі, титану та бронзи. Для автоматизованої обробки таких вставних частин нам досі не вистачало відповідної машини».
Швидше та ефективніше обробляти заготовки.

Виробництво кованих заготовок є компетенцією, якою володіють лише кілька виробників корпусів годинників, крім RP. Заготовки, близькі до остаточної форми, утворюються в кількох процесах кування та штампування з тиском 160 тонн. Вони мають високо ущільнену, без порожнин структуру, що ідеально підходить для пізнішої ідеально полірованої поверхні.
Для прецизійної обробки цих заготовок RP-Uhrgehäuse раніше вимагалося до п'яти установок на трьох машинах для токарної обробки, фрезерування та шліфування.
„Ці витрати повинні зменшитися“, був переконаний Рольф Кох. Він уявляв собі широкомасштабну комплексну обробку на одному станку з автоматизованою обробкою сировини та готових деталей.
Таке рішення, зрештою, зміг запропонувати йому Клаудіо Ліста, керівник відділу продажів компанії teamtec: «Наше верстат BIGLIA B 620YS є токарним центром, який ідеально підходить для вимогливого оброблення прутків і патронів. Його високодинамічні моторні шпинделі та 15-ступеневий інструментальний револьвер дозволяють виконувати як потужну токарну, так і фрезерну обробку.»
Lista особливо підкреслює револьвер, який містить семідиректний привід, тобто обходиться лише з одним фланцем і без додаткових поворотів. Водяноохолоджуваний двигун має інтегровану мінімальну мастило олії/повітря і обертає інструменти зі швидкістю 6000 об/хв. "Ми можемо обладнати робочі місця з приводними багатопозиційними утримувачами, так що користувач має велику кількість різних фрез і свердел у своєму розпорядженні. Таким чином, він може обробляти обидві сторони корпусу на головному та контршпинделі."
Все з одних рук
teamtec вже понад 25 років є генеральним представником італійського виробника CNC токарних верстатів BIGLIA в Німеччині. Але алзенаверські спеціалісти з обробки матеріалів зосереджуються не лише на верстаті, а й на повному виробничому процесі.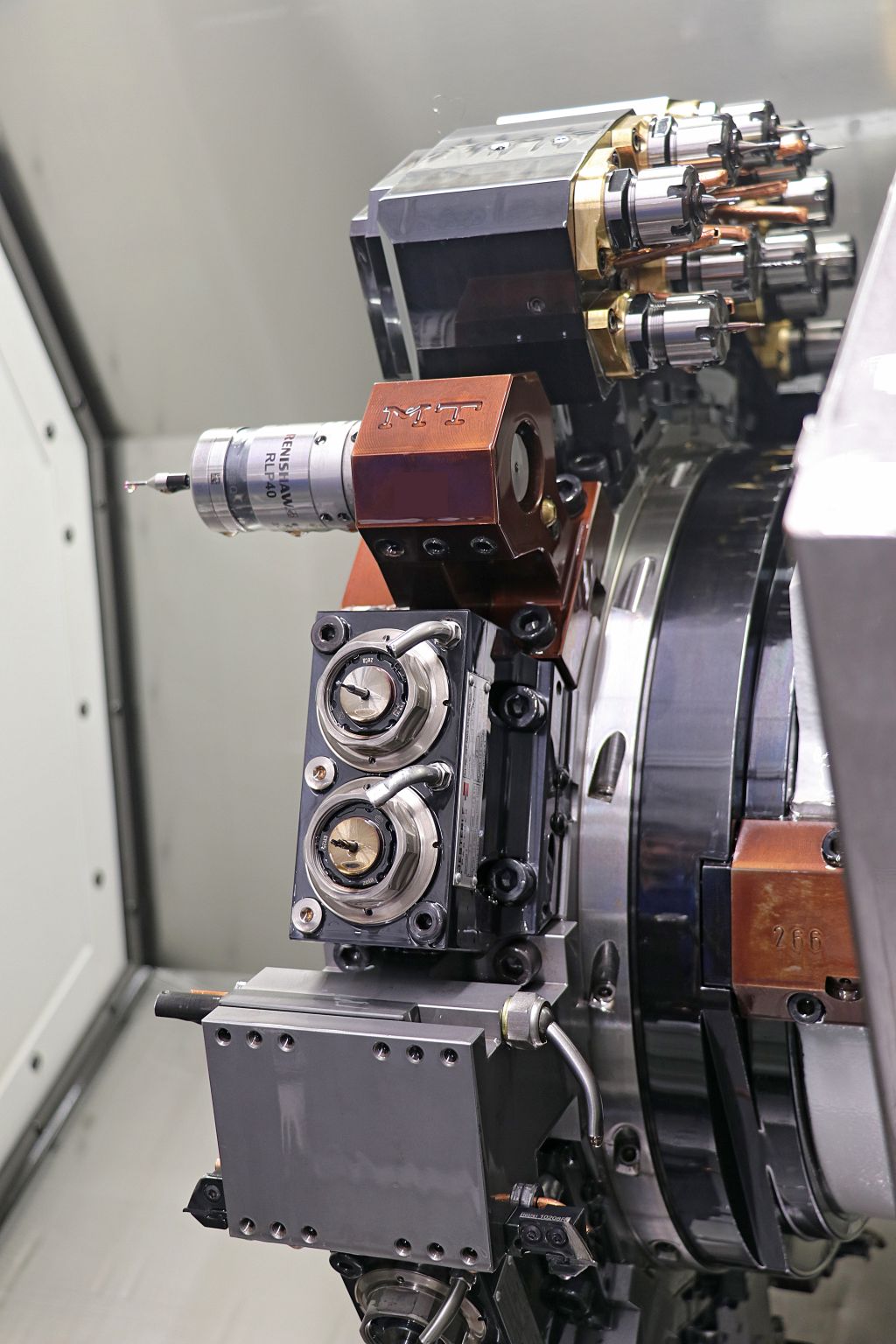
Таким чином, вони як системний партнер – доповнюючи токарний центр – запропонували автоматизовану клітинку, в якій робот виконує обробку деталей, включаючи завдання з миття та вимірювання. Клаудіо Ліста підкреслює: «Від нас клієнт отримує все з одних рук – від консультацій щодо вибору машин до оптимізації обробної стратегії, включаючи автоматизовану виробничу установку, навчання та сервіс».
Для Рольфа Коха та його команди з обробки це пропозиція ідеально підійшла. Вони обрали BIGLIA B620YS практично в повній комплектації – з Y-осьовою, контршпинделем та іншими деталями, такими як система аспірації та пожежогасіння, оскільки вона працює на масляному змащуванні. За очищенням та температурою масла слідкує установка KNOLL. "Це було важливо з двох причин", - говорить Рольф Кох.
"Для нашої прецизійної обробки машина повинна мати постійну температуру. Після простоїв ми досягаємо цього швидше завдяки попередньо підігрітому змащувальному середовищу. А фільтр видаляє навіть найдрібніші стружки з масла, що відображається на покращеній поверхні."
Привідні багатопозиційні утримувачі справляються з великими свердлильними та фрезерними операціями

Однією з основних переваг є обладнання револьвера багатопозиційними утримувачами для привідних інструментів, які були спеціально розроблені для RP-годинникових корпусів. "Ми обговорили наші вимоги з teamtec і в багатопозиційних утримувачах виявили очевидні переваги", - пояснює Рольф Кох. "Залежно від випадку використання, ми використовуємо в револьвері до чотирьох утримувачів інструментів, кожен з яких обладнаний чотирма привідними шпинделями.
Це полегшує налаштування для оператора та підвищує точність." За словами Хаджана С., який тепер також відповідає за нову B620, ця концепція виправдала себе для годинникових корпусів та необхідної різальної потужності. "Якщо я розподіляю центрування, свердління, різьблення та висвердлювання на чотирьох одиницях в одному утримувачі, тоді я маю дуже короткі шляхи і жодного теплового впливу."
Автоматизація – просто, надійно, ефективно
Особливо ефективно працює BIGLIA B620YS завдяки автоматизації, реалізованій партнером teamtec ND Technik, Faulbach, яка дозволяє безоператорну роботу вночі та на вихідних. Основним елементом є маніпулятор-робот, який розташований в автоматизованій камері. Він завантажує машину заготовками, які транспортуються в камеру по конвеєру.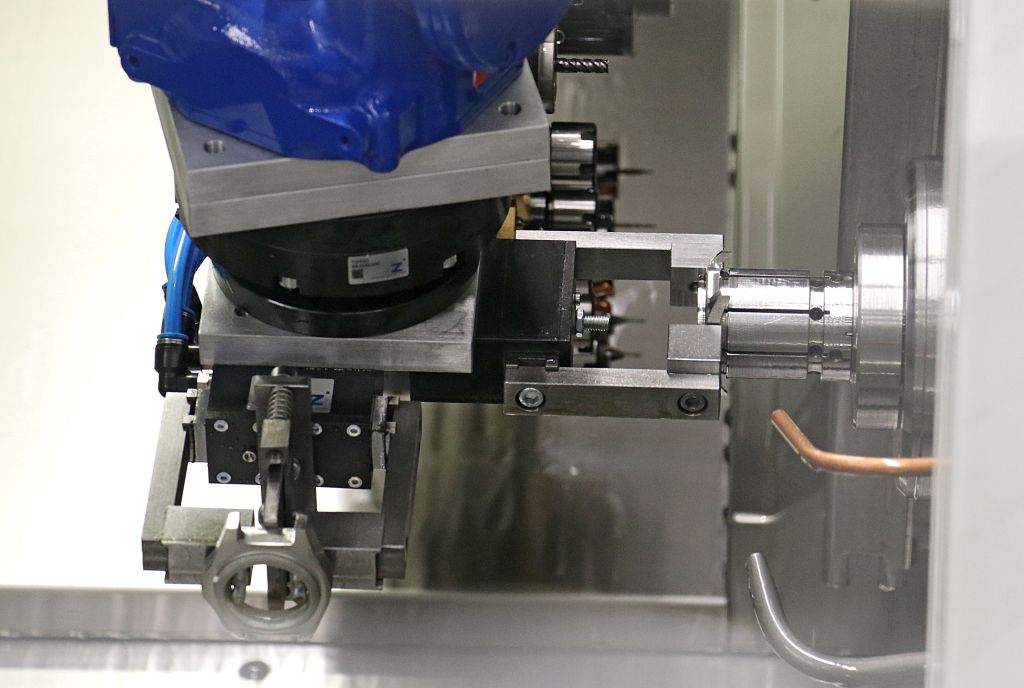
Крім того, він виконує перехід від обробки передньої до задньої сторони та, врешті-решт, викладає готову деталь на конвеєр, що виходить з камери. Також до його завдань входить миття та вимірювання деталей. "Система спроектована з надійними механічними елементами і працює надзвичайно надійно", - підтверджує Хаджан С. "Я також швидко навчився працювати з роботом. Півтора дня навчання та трохи практики, і це не проблема."
Рольф Кох впевнений, що його інвестиція швидко окупиться. "Ця виробнича камера відкриває нові можливості для обробки складних вставних деталей, що дозволяє розширити наш спектр послуг. Крім того, ми досягаємо дуже високої точності та якості поверхні, що не тільки робить наших полірувальників абсолютно щасливими. І в кінцевому підсумку це радує клієнтів, які отримують від нас ідеальний ювелірний виріб для зап'ястка."
Контакт:


