


Carcasele de ceasuri nu sunt realizate doar din bare, ci și din semifabricate forjate. Pentru a le produce economic, RP-Uhrgehäuse GmbH utilizează un centru de turnare BIGLIA B 620YS, conceput de teamtec, Alzenau, cu manipulare automată a pieselor prin robot. Revolverul cu 15 stații este echipat cu peste 30 de unelte. Până la patru suporturi cu patru axe acționate permit operațiuni extinse de frezare și găurire, astfel încât carcasele ies complet prelucrate din mașină.

Unde ați presupune că se află sediul unei companii germane numită RP-Uhrgehäuse GmbH? Exact, în Pforzheim, centrul industriei germane de bijuterii și ceasuri. Rolf Koch este din 2011 proprietar și director general al firmei, care are o istorie de peste 85 de ani. El însuși a acumulat experiență profesională în construcția de mașini speciale înainte de a pătrunde în lumea ceasurilor de mână și de a dezvolta o pasiune durabilă pentru aceasta.
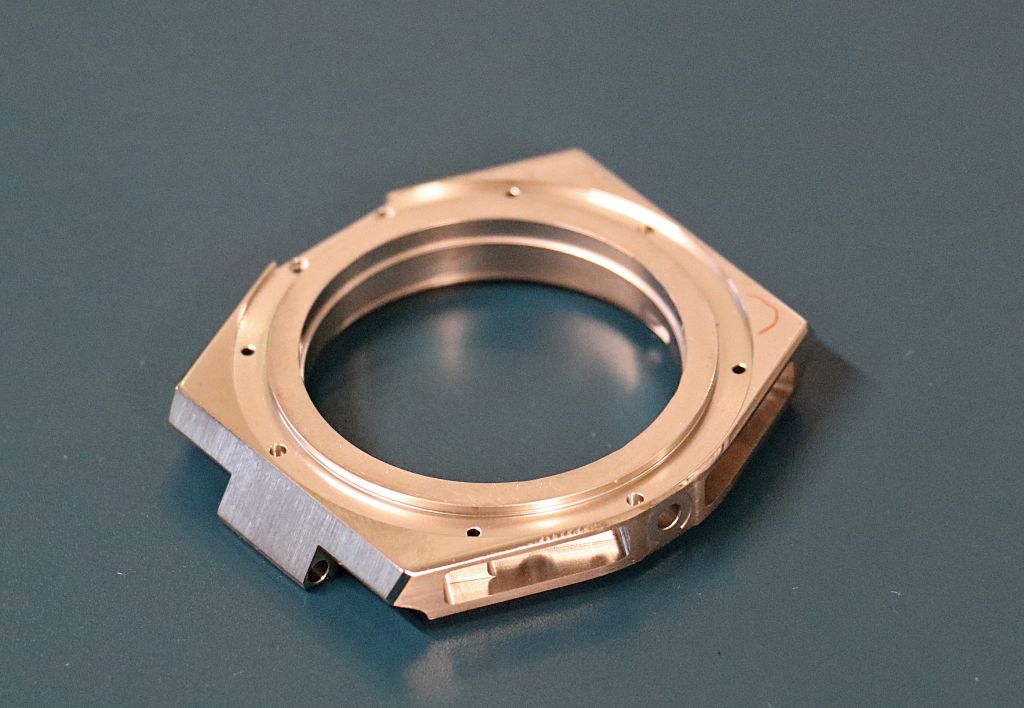
„Ceasurile de mână sunt mult mai mult decât simple indicatoare de timp“, subliniază Rolf Koch. „Dragostea mea se îndreaptă către ceasurile speciale, care sunt mici opere de artă și la care se poate observa pasiunea investită în procesul de fabricație. Produse din carcase de ceas din oțel inoxidabil, titan, argint, bronz, platină sau aur, care sunt realizate cu precizie, cu un design frumos și cu o calitate atât de înaltă încât pot fi puse fără ezitare în cutia de bijuterii. Adevărate opere de artă.”
Mașinile moderne contribuie la revigorare.
Cu un angajament corespunzător, Rolf Koch a început transformarea producătorului de carcase de ceasuri după preluare. El își amintește: „Parcul de mașini era învechit și nu mai era potrivit pentru a produce economic produsele noastre exigente în Germania.”
Pentru a putea produce aceste componente mai bine și mai repede, Rolf Koch a investit încă de la început într-un centru de prelucrare BIGLIA B 565YS - echipat cu axă Y, unelte acționate, două axe C și un mandrină secundară, precum și un încărcător de bare de 3 metri și un sistem de evacuare a pieselor printr-o bandă transportoare. „Mașina a oferit cel mai bun raport calitate-preț în comparație cu alte mărci și mi-a fost recomandată ca fiind deosebit de fiabilă. De asemenea, apropierea geografică de furnizorul teamtec a fost un factor important în decizia noastră”, spune Rolf Koch.
Cu centrul de prelucrare BIGLIA B 565YS și o mașină de șlefuit elvețiană cu 5 axe, achiziționată recent, RP-Uhrgehäuse GmbH a intrat pe calea succesului. Astăzi, compania furnizează mari producători de ceasuri, în special în Germania și Europa, dar și dincolo de acestea. Rolf Koch atribuie un rol esențial în succesul companiei celor 36 de angajați: „De la dezvoltarea produsului, la programarea mașinilor și până la sarcinile finale de polizare, aceștia fac o muncă cu adevărat strălucitoare.”
Un centru de prelucrare pentru prelucrarea completă
Printre cei mai performanți se numără Hajian S., care se ocupă de BIGLIA B 565YS din 2013 și produce piese complexe cu subcote, frezări și găuri. Potrivit șefului companiei, Rolf Koch, el programează și operează mașina cu o meticulozitate astfel încât aceasta să atingă o precizie maximă și să aibă fluctuații de toleranță minime. Datorită automatizării cu încărcător de bare și bandă de transport, mașina funcționează non-stop, chiar și în weekend. Și astăzi, aceasta oferă rezultate de prelucrare într-un domeniu de toleranță de sub 0,01 mm.
Pe baza acestor experiențe, Rolf Koch a decis în anul 2024 să investească în modelul de succesiune – un BIGLIA B 620YS. El explică: „Fabricăm carcase deosebit de de calitate din semifabricate din oțel inoxidabil, titan și bronz, realizate prin presare sau tăiere. Până acum ne-a lipsit o mașină potrivită pentru prelucrarea automată a acestor piese de inserție.”
Prelucrarea semifabricatelor Schmieder mai rapid și mai eficient.

Fabricarea semifabricatelor forjate este o competență pe care, alături de RP, doar câțiva producători de carcase de ceas o dețin. Semifabricatele aproape de forma finală sunt obținute printr-un proces repetat de forjare și presare cu o forță de presare de 160 de tone. Acestea prezintă o structură foarte densificată, fără pori, ideală pentru suprafețele care vor fi ulterior perfect lustruite.
Pentru prelucrarea de precizie a acestor semifabricate, RP-Uhrgehäuse necesita anterior până la cinci fixări pe trei mașini pentru turnare, frezare și șlefuire.
„Această muncă trebuie să poată fi redusă“, era convins Rolf Koch. El își imagina o prelucrare completă pe o singură mașină, cu manipularea automatizată a pieselor brute și a celor finite.
O astfel de soluție i-a putut oferi în cele din urmă Claudio Lista, director de vânzări la teamtec: „Centru de prelucrare BIGLIA B 620YS este ideal pentru prelucrarea exigentă a barelor și a pieselor de prindere. Motoarele sale spindelă de înaltă dinamică și revolverul cu 15 unelte permit atât prelucrarea puternică prin turnare, cât și prin frezare.”
Lista evidențiază în special revolverul, care conține un antrenament semidirect, adică funcționează cu un singur flanș, fără alte redirecționări. Motorul răcit cu apă dispune de o lubrifiere minimă integrată de tip ulei/aer și antrenează uneltele cu 6000 min-1. „Putem echipa locurile de unelte cu suporturi multiple acționate, astfel încât utilizatorului să-i fie disponibile o mare varietate de unelte de frezare și găurire. Astfel, el poate prelucra ambele părți ale carcasei la mandrina principală și la mandrina secundară.”
Totul dintr-o singură sursă
teamtec este, de peste 25 de ani, reprezentant general al producătorului italian de mașini-unelte CNC BIGLIA în Germania. Totuși, specialiștii în prelucrarea materialelor din Alzenau nu se concentrează doar pe mașină, ci pe întregul proces de fabricație.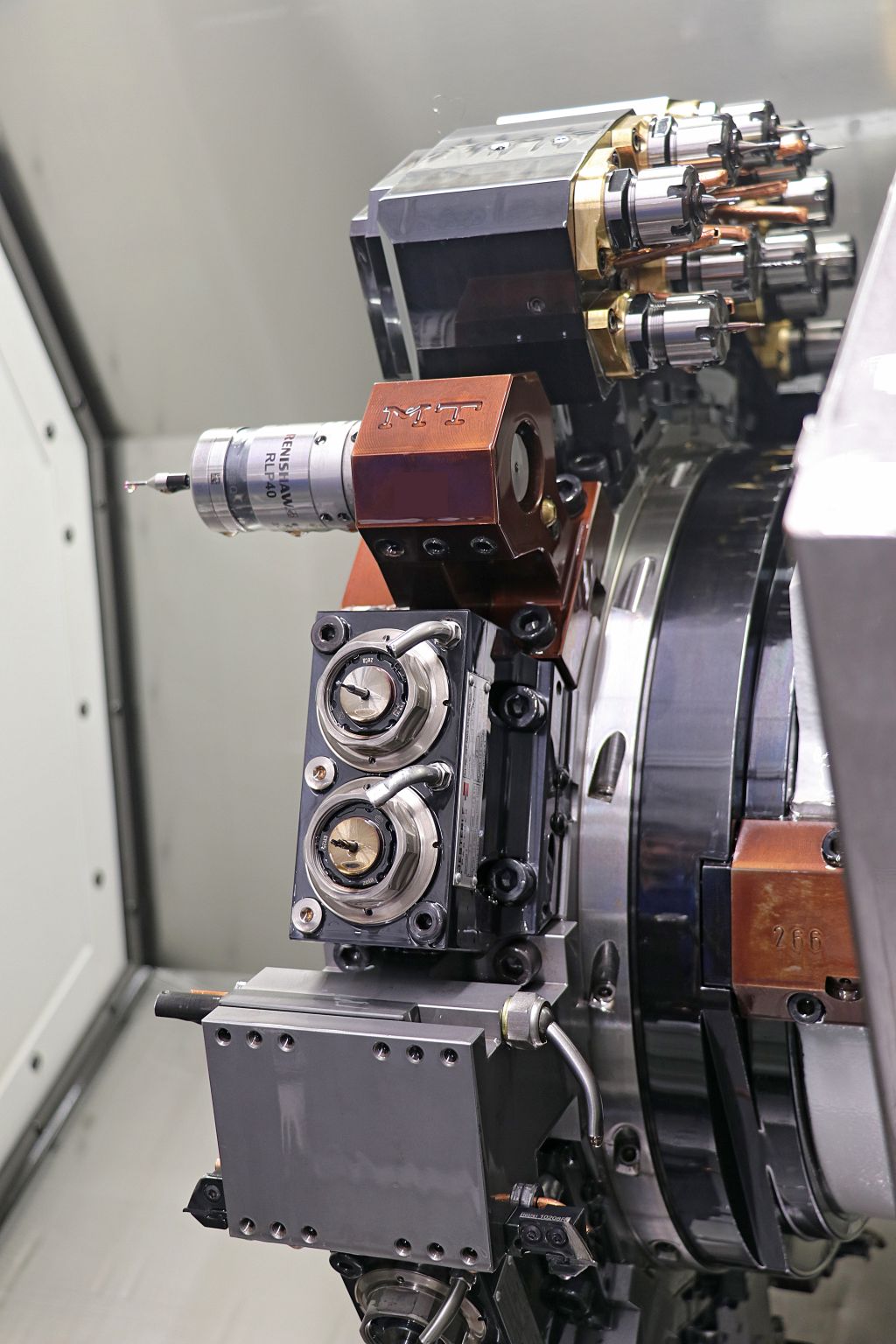
Astfel, ei oferă ca partener de sistem - în completarea centrului de prelucrare prin torsiune - o celulă de automatizare conectată, în care un robot se ocupă de manipularea pieselor, inclusiv de sarcinile de spălare și măsurare. Claudio Lista subliniază: „De la noi, clientul primește totul dintr-o singură sursă - de la consultanța în alegerea mașinilor, la optimizarea strategiei de prelucrare, până la instalația de producție automatizată, inclusiv instruiri și servicii.”
Pentru Rolf Koch și echipa sa de prelucrare prin așchiere, oferta s-a potrivit perfect. Au ales BIGLIA B 620YS aproape în echipare completă – cu axă Y, mandrină secundară și alte detalii precum un sistem de aspirație și un sistem de stingere a incendiilor, deoarece este operată cu lubrifiere cu ulei. Curățarea și temperarea uleiului sunt asigurate de o instalație de prelucrare KNOLL. „Acest lucru a fost important pentru noi din două motive”, spune Rolf Koch.
„Pentru prelucrarea noastră de precizie, mașina trebuie să aibă o temperatură constantă. După perioadele de inactivitate, ajungem la aceasta mai repede printr-un mediu de lubrifiere preîncălzit. Iar filtrul îndepărtează chiar și cele mai fine așchii din ulei, ceea ce se reflectă în îmbunătățirea suprafețelor.”
Dispozitive multiple acționate stăpânesc operațiuni extinse de găurire și frezare.

Un punct culminant este echiparea revolverului cu suporturi multiple pentru unelte acționate, care au fost dezvoltate special pentru carcasele de ceasuri RP. „Ne-am discutat cerințele cu teamtec și am recunoscut avantaje clare în suporturile multiple”, explică Rolf Koch. „În funcție de cazul de utilizare, folosim în revolver până la patru suporturi pentru unelte, fiecare echipat cu câte patru spinduri acționate.”
Acest lucru îi facilitează operatorului configurarea și crește precizia.” Potrivit lui Hajian S., care se ocupă acum de noua B 620 pe lângă BIGLIA B 565, acest concept s-a dovedit eficient pentru carcasele de ceas și puterea de tăiere necesară. „Dacă distribui centrul, forarea, filetarea și frezarea pe patru unități într-un suport, atunci am trasee foarte scurte și nu există dilatare termică.”
Automatizare – simplă, robustă, fiabilă
BIGLIA B 620YS funcționează în mod deosebit eficient datorită automatizării realizate de partenerul teamtec ND Technik, Faulbach, care permite operarea cu un minim de intervenție umană pe timpul nopții și în weekend. Elementul de bază este un robot cu braț articulat, plasat într-o celulă de automatizare conectată. Acesta încarcă mașina cu semifabricate, care sunt transportate în celulă pe un bandă transportoare.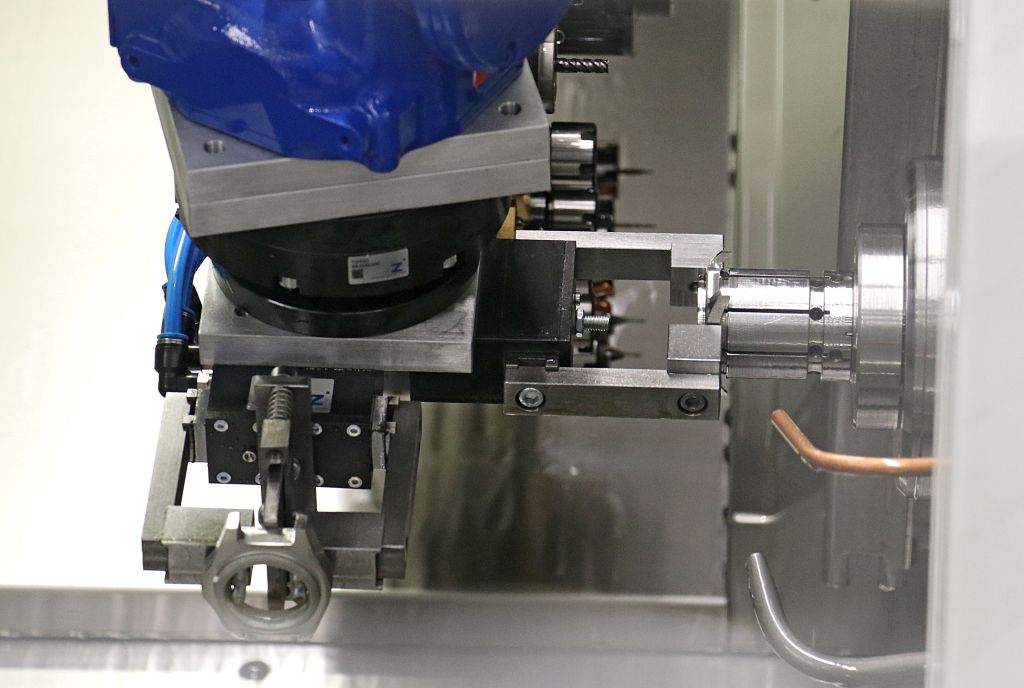
În plus, el preia trecerea de la prelucrarea feței frontale la cea a feței din spate și, în final, așază piesa prelucrată pe un bandă care iese din celulă. De asemenea, spălarea și măsurarea pieselor fac parte din sarcinile sale. „Sistemul este proiectat cu elemente mecanice robuste și funcționează extrem de fiabil”, confirmă Hajian S. „Am învățat rapid și să manevrez robotul. O zi și jumătate de instruire și puțin exercițiu, apoi nu mai este o problemă.”
Rolf Koch este convins că investiția sa se va amortiza într-un timp scurt. „Această celulă de producție creează noi oportunități pentru prelucrarea pieselor complexe de inserție, ceea ce ne permite să ne extindem gama de oferte. În plus, atingem o precizie și o calitate a suprafeței foarte ridicate, ceea ce nu doar că îi face pe polisheri extrem de fericiți. Și, în cele din urmă, îi bucură pe clienți, care primesc de la noi o bijuterie perfectă pentru încheietura mâinii.”
Contact:


