


Az óratokok nemcsak rudakból készülnek, hanem kovácsolt alapanyagokból is. Az RP-Uhrgehäuse GmbH a gazdaságos gyártás érdekében egy a teamtec, Alzenau által tervezett BIGLIA B 620YS esztergát használ, amely robotizált alkatrészkezeléssel van felszerelve. A 15 állásos revolver több mint 30 szerszámmal van ellátva. Akár négy hajtott négyes tartó is lehetővé teszi a széleskörű marási és fúrási műveleteket, így a tokok teljesen megmunkálva kerülnek ki a gépből.

Hol helyezné el egy német cég, az RP-Uhrgehäuse GmbH székhelyét? Pontosan, Pforzheimben, a német ékszer- és óragyártás központjában. Rolf Koch 2011 óta a cég tulajdonosa és ügyvezetője, amely több mint 85 éves múltra tekint vissza. Ő maga először a különleges gépek gyártásában szerzett szakmai tapasztalatot, mielőtt belemerült volna a karórák világába, és tartós lelkesedést fejlesztett ki irántuk.
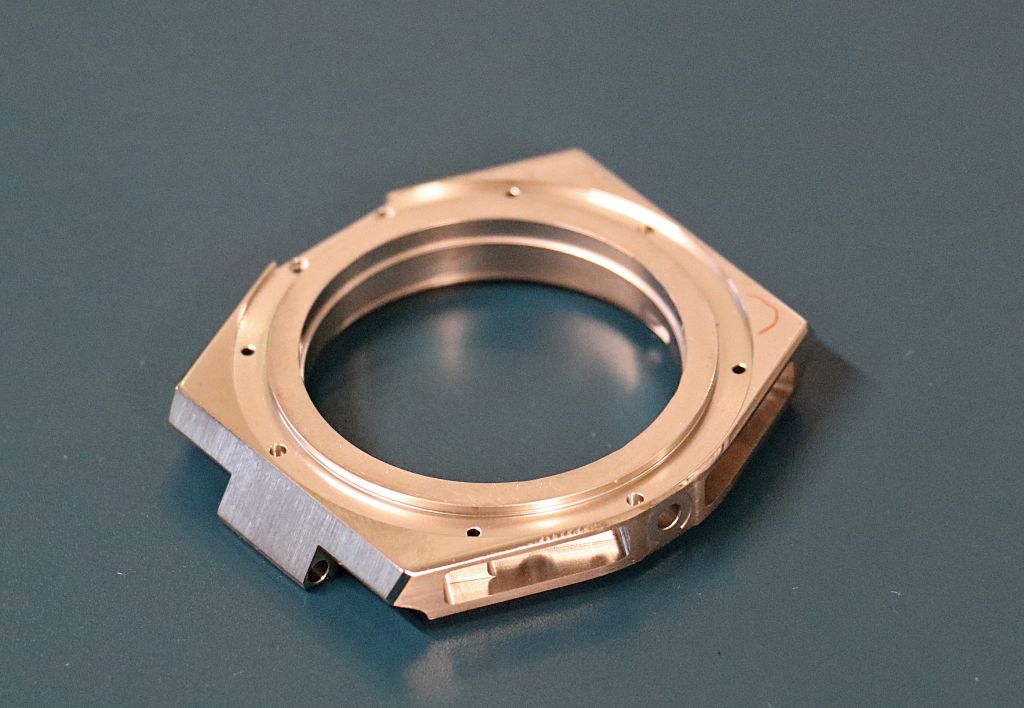
„A karórák sokkal többet jelentenek, mint pusztán az idő megmondása“, hangsúlyozza Rolf Koch. „Szerelmem a különleges órák iránt van, amelyek kis műalkotások, és amelyekből látszik a gyártás során befektetett szenvedély. Rozsdamentes acélból, titánból, ezüstből, bronzból, platinából vagy aranyból készült óratokokat gyártunk, amelyek pontosan illeszkednek, formásak és olyan magas minőségben vannak megmunkálva, hogy gond nélkül el lehet őket helyezni az ékszerdobozban. Igazi műalkotások.”
A modern gépek fellendülést hoznak.
A megfelelő elkötelezettséggel Rolf Koch a felvétel után nekilátott az óratokgyártó átalakításának. Emlékszik: „A géppark elavult volt, és már nem volt alkalmas arra, hogy a magas követelményeknek megfelelő termékeinket gazdaságosan előállítsuk Németországban.”
Annak érdekében, hogy ezeket kisebb sorozatokban jobban és gyorsabban lehessen előállítani, Rolf Koch az elején egy BIGLIA B 565YS esztergaközpontba fektetett be – Y-tengellyel, hajtott szerszámokkal, két C-tengellyel és ellenorsóval, valamint egy 3 méteres rúdadagolóval és egy alkatrész-kivezető rendszerrel egy szállítószalagon. „A gép a más gyártmányokkal való összehasonlítások során a legjobb ár-érték arányt kínálta, és rendkívül megbízhatónak ajánlották. A beszállító, a teamtec közelsége is fontos döntési tényező volt számunkra” – mondja Rolf Koch.
A BIGLIA B 565YS esztergagéppel és egy szintén újonnan beszerzett svájci 5-tengelyes csiszológéppel az RP-Uhrgehäuse GmbH a siker útjára lépett. Ma a cég neves óragyártókat szolgál ki, elsősorban Németországban és Európában, de azon túl is. Rolf Koch a 36 munkatársának jelentős részesedést tulajdonít a sikerből: „A termékfejlesztéstől kezdve a gépprogramozáson át a végső polírozási feladatokig valóban kiváló munkát végeznek.”
Egy esztergaközpont a teljes megmunkáláshoz
A teljesítményhordozók közé tartozik Hajian S., aki 2013 óta foglalkozik a BIGLIA B 565YS géppel, és ezzel komplex, alávágásokkal, marásokkal és fúrásokkal rendelkező alkatrészeket állít elő. Rolf Koch cégvezető szerint ő a gépet olyan precizitással programozza és üzemelteti, hogy a legmagasabb pontosságot éri el, és alig fordulnak elő tűréshatár-ingadozások. A rudak adagolásával és a szállító szalag automatizálásának köszönhetően a gép éjjel-nappal, még hétvégén is működik. Ma is 0,01 mm alatti tűréshatárban biztosít feldolgozási eredményeket.
Ezekre a tapasztalatokra alapozva Rolf Koch 2024-ben a következő modellbe – egy BIGLIA B 620YS – fektetett be. Azt mondja: „Különösen magas minőségű házakat készítünk préselt vagy kivágott rozsdamentes acél, titán és bronz alapanyagokból. Az ilyen betétek automatizált megmunkálásához eddig még nem volt megfelelő gépünk.”
A Schmiederohlinge gyorsabb és hatékonyabb megmunkálása

A kovácsolt alapanyagok gyártása olyan kompetencia, amelyet az RP mellett csak néhány óratok gyártó birtokol. A végső kontúrokhoz közeli alapanyagok többszöri kovácsolási és préselési folyamat során, 160 tonnás préserejével készülnek. Magas sűrűségű, üregektől mentes szerkezettel rendelkeznek, ami ideális a később tökéletesen polírozott felületekhez.
A precíziós forgácsoláshoz ezekhez a nyersanyagokhoz az RP óratokok korábban akár öt rögzítést is igényeltek három gépen a forgácsolás, marás és csiszolás során.
„Ezt a költséget csökkenteni kell“ – volt Rolf Koch meggyőződése. Egy gépen végzett átfogó teljes megmunkálásra gondolt, automatizált kezeléssel a nyers- és késztermékek számára.
Egy ilyen megoldást végül Claudio Lista, a teamtec értékesítési vezetője kínált neki: „A BIGLIA B 620YS egy olyan esztergáló központ, amely ideálisan alkalmas igényes rúd- és tokmánymegmunkálásra. Magas dinamikájú motororsói és a 15-szörös szerszámforgató lehetővé teszi a hatékony esztergálást és marást egyaránt.”
A lista különösen kiemeli a revolvert, amely félig közvetlen meghajtást tartalmaz, tehát csak egy flanszra van szüksége, és további áttétel nélkül működik. A vízhűtéses motor integrált olaj-/levegő minimális mennyiségű kenéssel rendelkezik, és 6000 min-1 sebességgel hajtja meg az eszközöket. „Több meghajtott szerszámhelyet tudunk felszerelni, így a felhasználó számára számos különböző maró- és fúróeszköz áll rendelkezésre. Ezzel mindkét oldalát meg tudja munkálni a háznak a fő- és a segédorsón.”
Minden egy kézből
A teamtec több mint 25 éve az olasz CNC esztergagyártó, a BIGLIA általános képviselője Németországban. Az alzenaui forgácsolási szakértők azonban nemcsak a gépre, hanem a teljes gyártási folyamatra összpontosítanak.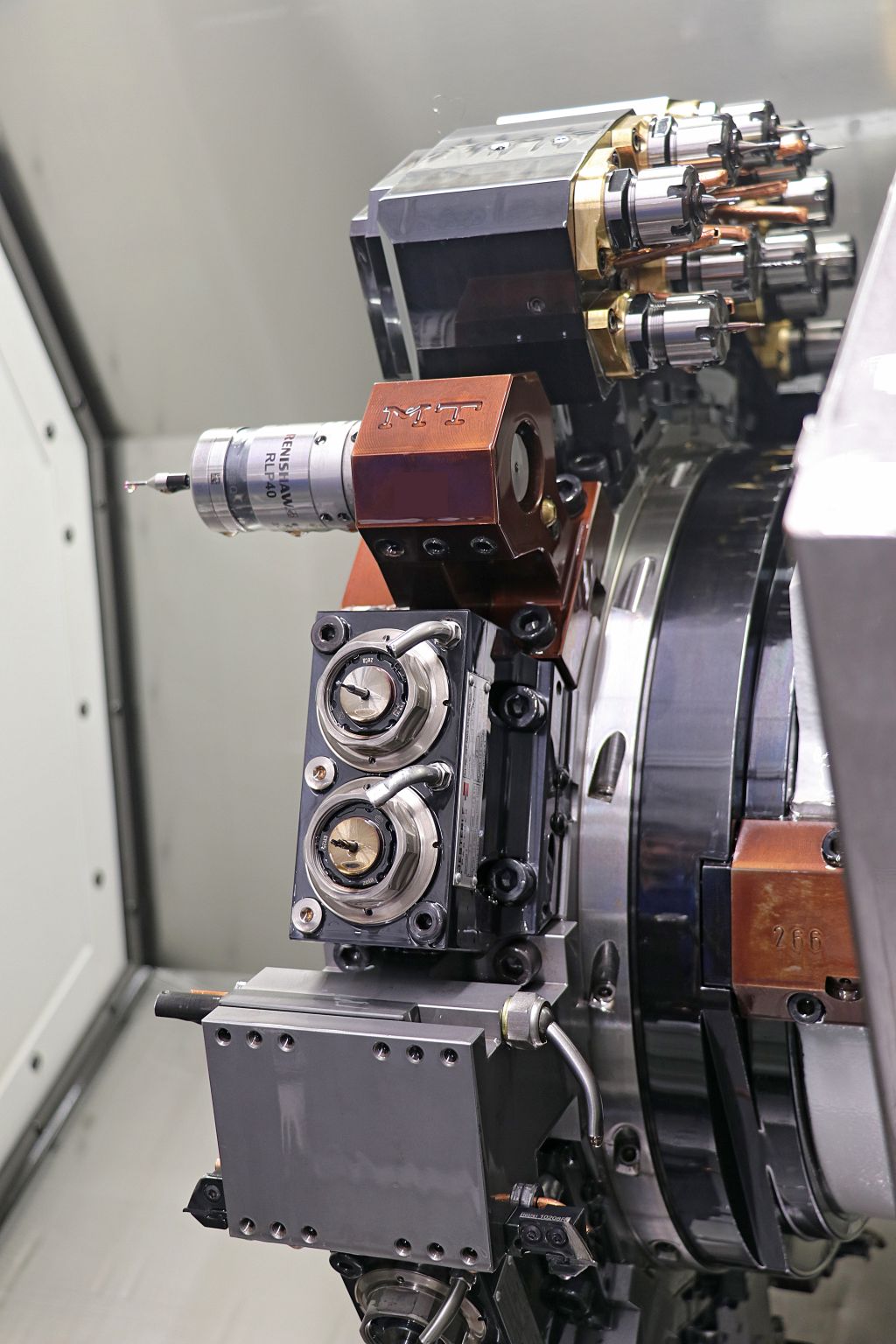
Így rendszerpartnerként – a forgóközpont kiegészítéseként – egy csatlakoztatott automatizálási cellát kínáltak, ahol egy robot kezeli a munkadarabokat, beleértve a mosási és mérési feladatokat is. Claudio Lista hangsúlyozza: „Tőlünk a vevő mindent egy kézből kap – a gépválasztás tanácsadásától kezdve a megmunkálási stratégia optimalizálásán át az automatizált gyártóberendezésig, beleértve a képzéseket és a szervizt is.”
Rolf Koch és a megmunkáló csapata számára a kínálat tökéletesen illeszkedett. A BIGLIA B620YS modellt választották szinte teljes felszereltséggel – Y-tengellyel, ellenorsóval és további részletekkel, mint például porszívó és tűzoltó berendezés, mivel olajkenéssel működik. Az olaj tisztításáról és hőmérsékletének szabályozásáról egy KNOLL feldolgozó berendezés gondoskodik. „Ez két okból volt számunkra fontos” – mondja Rolf Koch.
„Precíziós megmunkálásunkhoz a gépnek állandó hőmérsékleten kell működnie. A leállások után gyorsabban elérjük ezt egy előmelegített kenőanyagon keresztül. A szűrő még a legfinomabb forgácsokat is eltávolítja az olajból, ami javított felületeken mutatkozik meg.”
A hajtott többszörös tartók átfogó fúrási és marási műveleteket végeznek

Kiemelkedő jellemző a revolver felszereltsége hajtott szerszámokhoz tervezett többszörös tartókkal, amelyeket kifejezetten RP óratokokhoz fejlesztettek ki. „Megbeszéltük az igényeinket a teamtec-el, és egyértelmű előnyöket láttunk a többszörös tartókban” – magyarázza Rolf Koch. „Alkalmazástól függően a revolverben akár négy szerszámtartót is használunk, mindegyik négy hajtott orsóval van felszerelve.
Ez megkönnyíti a kezelő számára a beállítást és növeli a precizitást.” Hajian S. szerint, aki a BIGLIA B565 mellett most a új B620-at is kezeli, ez a koncepció bevált az óratokok és a szükséges vágási teljesítmény szempontjából. „Ha a központosítást, fúrást, menetfúrást és kiürítést négy egységre osztom egy tartón, akkor nagyon rövid utakat kapok, és nincs hőmérséklet-emelkedés.”
Automatizálás – egyszerű, robusztus, megbízható
A BIGLIA B620YS különösen hatékonyan működik a teamtec partner ND Technik, Faulbach által megvalósított automatizálás révén, amely lehetővé teszi a kezelő nélküli üzemeltetést éjszaka és hétvégén. A központi elem egy karrobot, amely egy csatlakoztatott automatizálási cellában helyezkedik el. A gépet nyersanyagokkal tölti fel, amelyeket egy szállítószalagon szállítanak a cellába.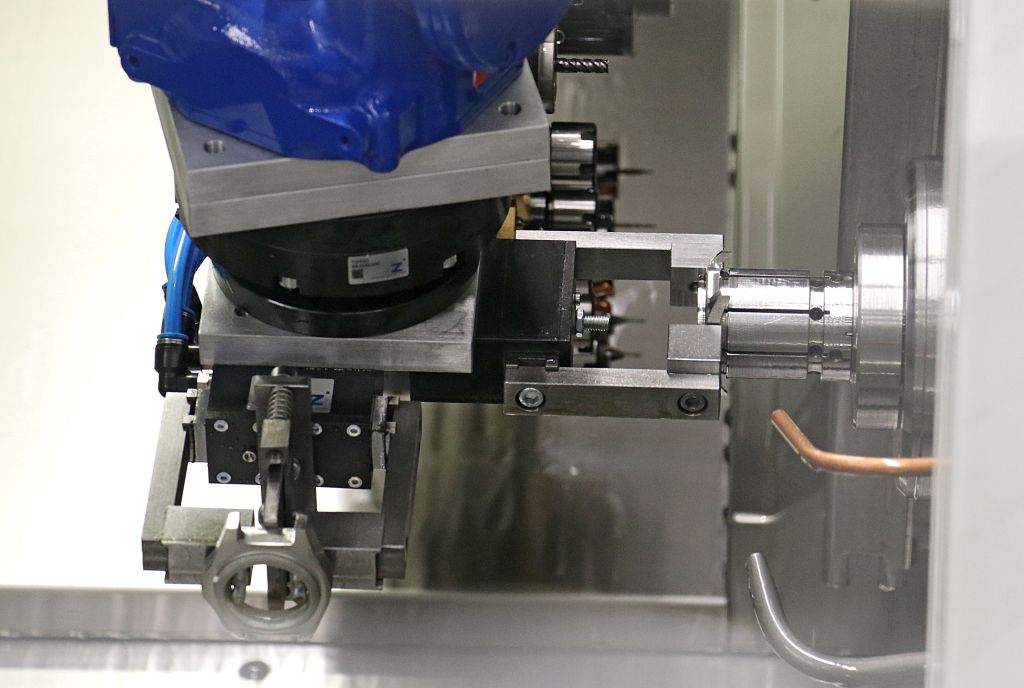
Emellett átveszi a front- és hátoldali megmunkálás váltását, és végül a készre dolgozott alkatrészt egy a cellából kivezető szalagra helyezi. Az alkatrészek mosása és mérése szintén a feladatai közé tartozik. „A rendszer robusztus mechanikai elemekből készült, és rendkívül megbízhatóan működik” – erősíti meg Hajian S. „A robot kezelését is gyorsan megtanultam. Másfél napos képzés és egy kis gyakorlás, és már nem jelent problémát.”
Rolf Koch meg van győződve arról, hogy befektetése rövid időn belül megtérül. „Ez a gyártócell új lehetőségeket teremt a komplex betétek megmunkálásában, amellyel bővíthetjük a kínálatunkat. Ezenkívül nagyon magas precizitást és felületi minőséget érünk el, ami nemcsak a polírozóinkat teszi boldoggá. Végső soron pedig az ügyfeleink örülnek, akik tőlünk egy tökéletes ékszert kapnak a csuklójukra.”
Kapcsolat:


