


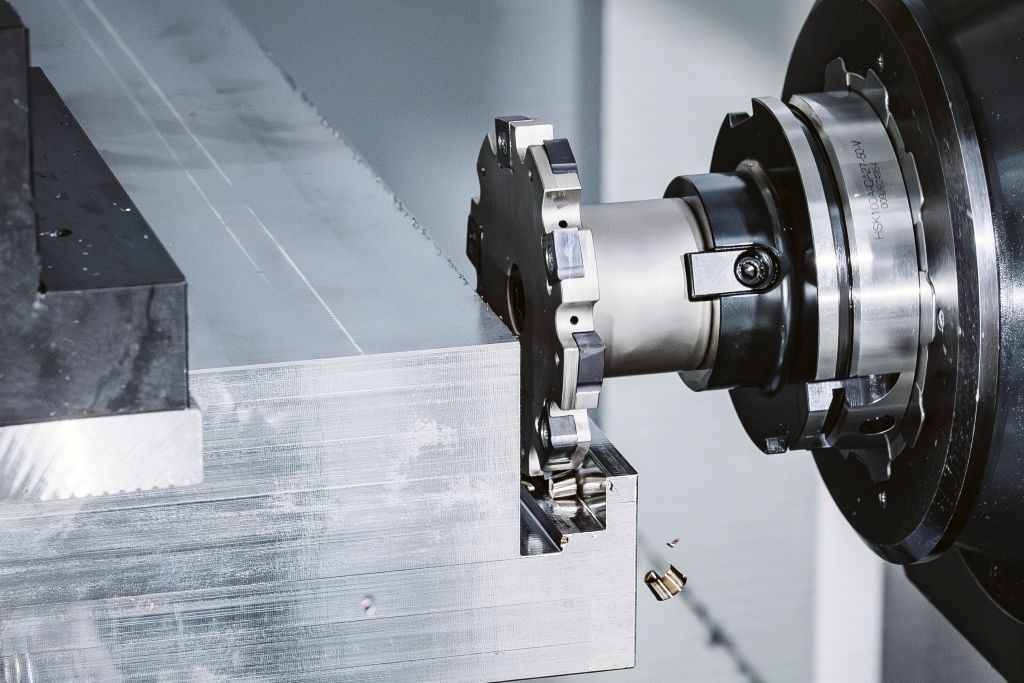
Niestabilne procesy obróbcze dręczą niejednego obróbcę, gdy trzeba wprowadzić rowki w stali, stali nierdzewnej, materiałach odlewniczych lub aluminium. W tym przypadku system MaxiMill – Slot-SNHX z jego frezami tarczowymi do miękkiego cięcia jest idealnym rozwiązaniem: dzięki szerokiej gamie nośników i wkładek skrawających pokrywa optymalnie szerokości cięcia od 6 do 16 mm i średnice od 50 do 200 mm, zapewniając jednocześnie optymalizację kosztów obróbczych.

Wszechstronność i precyzja to cechy charakterystyczne MaxiMill – Slot-SNHX. Na przykład, kontury bez zakłóceń na końcach oraz swoboda osiowa zapewniają płynne przetwarzanie nawet w trudno dostępnych miejscach. Dzięki precyzyjnie szlifowanym wkładkom skrawającym osiągany jest równy dno rowka, co zapewnia doskonałe powierzchnie już od pierwszego cięcia. Dodatkowo system wyposażony jest w wewnętrzne zasilanie chłodziwa do średnicy 200 mm, co skutecznie zapobiega zacięciom wiórów i zwiększa efektywność. „Uważamy, że miękkie cięcia i stabilne frezarki tarczowe nie muszą się wykluczać: MaxiMill – Slot-SNHX dobrze radzi sobie w stali, odlewie i aluminium, omijając wszelkie kontury zakłócające!” mówi Robert Frei, menedżer produktu w CERATIZIT.
Gwarantowane uniwersalne połączenie
MaxiMill – Slot-SNHX oferowany jest w trzech wariantach nośników, aby zapewnić jak najbardziej uniwersalne połączenie. Jako frez na nakładkę, średnice frezów tarczowych wynoszą od 80 mm do 200 mm, wszystkie z wewnętrznym zasilaniem chłodziwa. W przypadku szerokości cięcia (CW) dostępne będą 6 mm, 8 mm, 10 mm, 12 mm, 14 mm i 16 mm. Frez wkręcany z wewnętrznym zasilaniem chłodziwa oferowany jest w średnicach 50 mm, 63 mm i 80 mm oraz szerokościach cięcia 6 mm i 8 mm.
Frez z cylindrycznym trzonem i wewnętrznym zasilaniem chłodziwa dostępny jest dla klientów CERATIZIT w średnicach 50 mm, 63 mm, 80 mm i 100 mm oraz szerokościach cięcia (CW) 6 mm i 8 mm.
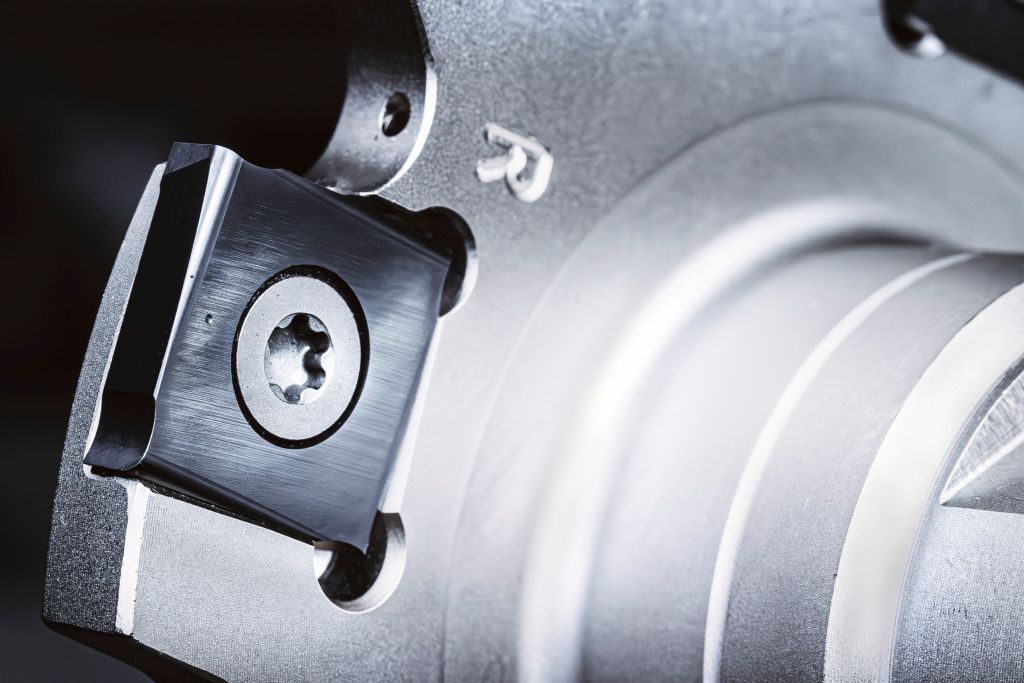
Wkładki skrawające MaxiMill – Slot-SNHX są wysoko precyzyjnie szlifowane i nadają się do zastosowań P, M i K. Na początku wprowadzenia na rynek dostępne są z promieniem narożnika wynoszącym 0,8 mm. Wkładki skrawające mają 3° osiową pozycję montażu w frezie, co zapewnia dobrą swobodę i umożliwia nawet obróbkę tylną. Aby podczas załadunku odpowiednich wkładek skrawających nie doszło do błędów obsługi, nośniki są odpowiednio oznaczone w miejscach na wkładki, a także istnieją wyraźne oznaczenia dla prawej i lewej wkładki skrawającej.
Przewaga wydajności i czasów pracy
To, że narzędzia MaxiMill – Slot-SNHX również w porównaniu do konkurencji wypadają dobrze, pokazują próby przy obróbce tylnej sferoidalnego żeliwa. Gdy konkurent przy narzędziu nośnym o średnicy 160 mm i sześciu efektywnych ostrzach (głębokość skrawania: 3 mm, szerokość zastosowania: 42 mm) mógł obrobić 200 części, frez tarczowy CERATIZIT znacząco poprawił wynik: „Nasze rozwiązanie z pięcioma efektywnymi ostrzami zwiększa ilość do 600 sztuk.
Dodatkowo użytkownik korzysta z lepszej obsługi dzięki dużej śrubie mocującej wkładki oraz mniejszym nakładom na przezbrojenie z mniejszą liczbą wkładek skrawających niż u konkurencji”, dodaje Robert Frei.
Efektywne minimalizowanie wibracji
Gdy wibracje w procesie nie dają się łatwo rozwiązać, trzeba zastosować specjalne środki. Tak więc połączenie narzędzi MaxiMill – Slot-SNHX z tłumionym wibracjami frezem do rowków przynosi ogromne korzyści. Dzięki specjalnemu mechanizmowi tłumienia w korpusie tłumionego wibracjami frezu do rowków, wibracje powstające w procesie są skutecznie minimalizowane. Robert Frei mówi: „Szczególnie przy długich wysięgach ta funkcja przynosi znacznie lepszą jakość powierzchni i wyższą wydajność, ponieważ użytkownicy mogą z czystym sumieniem zwiększyć prędkość skrawania lub posuw.”
Kontakt:


