


Heinrich Wagner Sinto tervezte a éklemezeket az automata formázó gépeihez, hogy éjjel, emberi felügyelet nélkül megmunkálja őket. Az eddig használt maró azonban sem elegendő élettartamot, sem megfelelő folyamatbiztonságot nem biztosított. Az ISCAR nyolcélú NEOFEED nagy előtolású marója volt a megoldás. Ezzel a vállalat most már nemcsak megbízhatóan, hanem gazdaságosabban is tudja megmunkálni az alkatrészt.
Heinrich Wagner Sinto (HWS) közel 90 éves sikeres múltra tekinthet vissza az öntőgépek gyártásában, és mára a SINTOKOGIO-csoport része lett, amely világszerte tevékenykedő öntőgépkészítő. HWS 330 alkalmazottal két gyárban, a németországi Észak-Rajna-Vesztfáliában, Bad Laasphe-ben körülbelül 50.000 négyzetméteren gyárt formázó gépeket és berendezéseket, öntőberendezéseket és homokregeneráló egységeket nemzetközi ügyfelek számára az öntőiparban. „Itt vannak kisvállalatok éppúgy, mint világszerte működő nagyvállalatok” – mondja Christian Hammer, a HWS mechanikai feldolgozási osztályának vezetője. „De legyenek nagyok vagy kicsik – ügyfeleink a legmagasabb minőséget várják el tőlünk ésszerű árakon, valamint olyan megoldásokat, amelyek megfelelnek a jelenlegi energiahatékonysági, fenntarthatósági és hatékonysági követelményeknek.”
Annak érdekében, hogy a jövőben is megfeleljenek ezeknek az elvárásoknak, a HWS körülbelül két éve átfogó beruházási és optimalizálási programot indított.
A modern berendezések, a fokozott automatizálás és egy fiatal, motivált csapat mellett a testreszabott és gazdaságos folyamatoknak is segíteniük kell a HWS-t abban, hogy jövőbiztosan pozicionálja magát. „Ebben a kontextusban a hosszú távú szerszámpartnerünk, az ISCAR támogatásával áttekintettük a folyamataikat” - mondja Christian Hammer. „Eddig már optimalizáltuk a fúrást, most pedig a éklemezek megmunkálása került a középpontba.”
Frissítés nyolc vágóélre
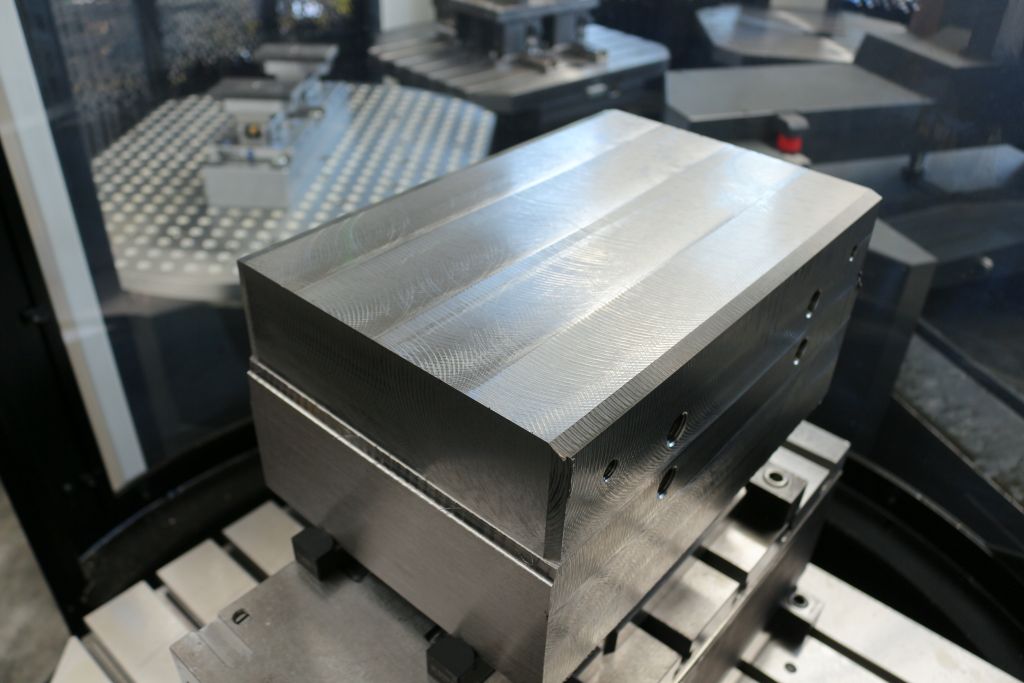
A HWS két rögzítésben készíti el az alkatrészt egy masszív, 190x267x390 milliméteres és 160 kilogrammos ötvözött acél (21MnCr5) tömbből. Az első rögzítésnél a talpat megmunkálják, és az oldalakat méretre állítják. A második rögzítésnél a HWS megmunkálja a felső kontúrt, beállítja a lejtőket és kialakítja a vállakat. „A megmunkálás összesen körülbelül két órát vesz igénybe” - magyarázza Benjamin Markus, a HWS marási csapatának vezetője.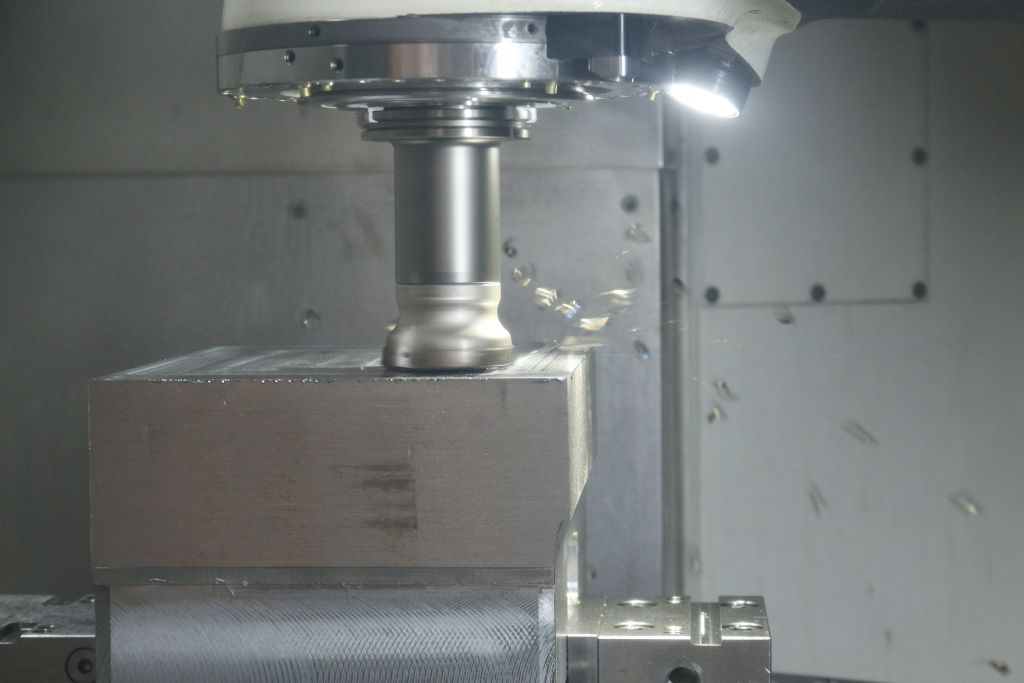
„Eközben 40 és 60 kilogramm anyagot távolítunk el.“ Ezt követően a HWS a komponenst egy ISACR HELITANG T490 síkmaróval helyezi el, mielőtt a ékpanelt még külsőleg edzik.
A komponens a HWS öntőüzemeiben használatos, és évente körülbelül 30 alkalommal készül – nemrégiben egy vadonatúj 5-tengelyes gépen, automatikus raklapkezeléssel.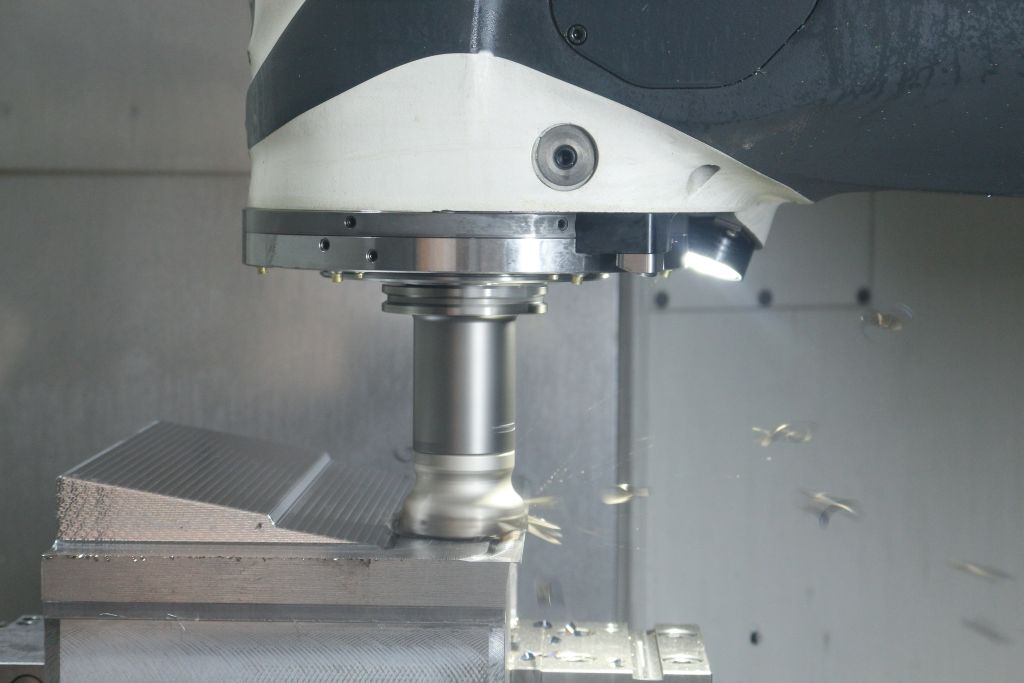
„Ezzel lehetővé válna a férfi nélküli marás az éjszaka folyamán, csak a szükséges folyamatbiztonság és élettartam nem volt biztosítva a korábban használt, hatszárnyú maró esetében“ – mondja Benjamin Markus. „Legkésőbb egy ékpanel után a forgatható szerszámok elkoptak, és forgatnunk kellett őket.“ Ezért Benjamin Markus és Christian Hammer hosszú távú szerszámpartnerükhöz, az ISCAR-hoz fordultak.
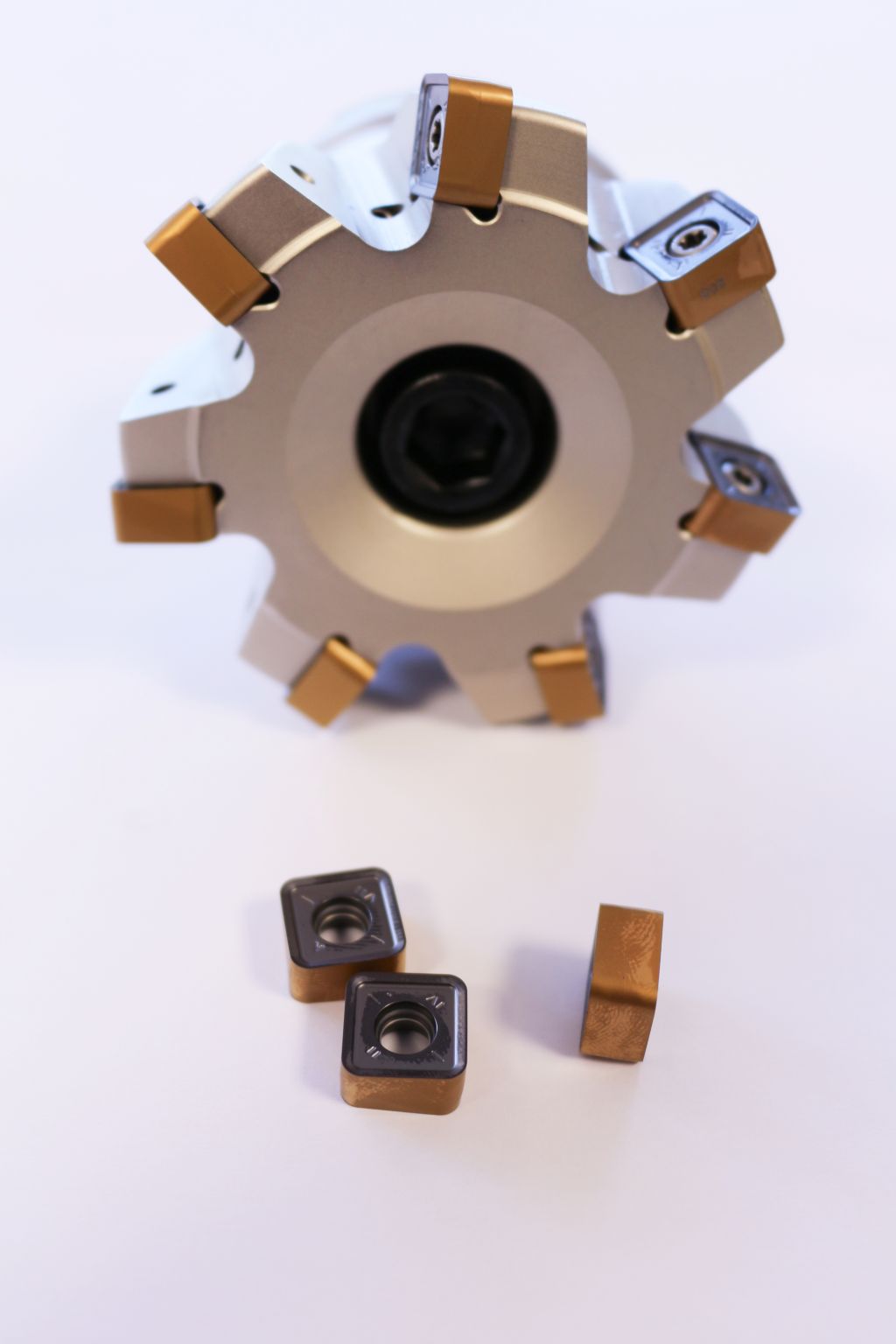
Lee Klappert, tanácsadás és értékesítés, valamint Marco Rötzel, műszaki tanácsadás és értékesítés, a megfelelő megoldást kínálták a feladatra: „Azonnal világos volt számunkra, hogy a NEOFEED nagy előtolású maró a nyolcélű FFQ8 cserélhető lapkákkal a megfelelő szerszám“, mondja Marco Rötzel. „Ez a szerszám jelenleg a piacon a nagy előtolású marók benchmarkja“, teszi hozzá Lee Klappert. „Minden alkalommal lenyűgöző, hogy mennyi anyagot tudnak ügyfeleink a legbiztonságosabb folyamat mellett a legkisebb idő alatt megmunkálni egy szerszámmal. Ehhez jön még a vonzó ár per él és a gépbarát, lágy vágás.“
Magas előtolású marás

A NEOFEED marószéria magában foglalja a hatékony magas előtolású és dinamikus síkmarásra alkalmas szerszámokat. A multifunkcionális magas előtolású marók portfóliója gazdaságos, nyolc éllel rendelkező, tizenkét fokos állásszögű fordítható szerszámtartókat tartalmaz, valamint a dinamikus síkmaráshoz 22,5 fokos állásszöggel. A NEOFEED 50-től 100 milliméteres átmérőig érhető el.
A fecskefarkú lemezülés biztosítja a biztonságos rögzítést és a magas felületi minőséget. Minden alkalmazásban a vastag és stabil WSP nagy időtartamú forgácsolási térfogatot tesz lehetővé, és költséghatékony, valamint folyamatbiztos megmunkálást biztosít. A Bad Laasphe-i gépeken végzett kemény tesztek megmutatták, hogy az ISCAR csapata aranyat érő javaslatot tett.
A HWS-nél a FFQ8 D080-07-27-12-t használják, amelynek átmérője 80 milliméter és hét lemezüléssel rendelkezik. A nagy előtolású marót robusztus FFQ8 SZMU 120520T-WSP lapkákkal szerelik fel, amelyeket a kopásálló TiAlN bevonatú finom szemcsés IC808 típusban készítenek. „A lapkák nemcsak különösen lágy vágásúak, hanem ellenállóak a horonykopással és az építőélek kialakulásával szemben is” – mondja Marco Rötzel.
Több mint 200 perc állásidő

A NEOFEED túlteljesítette a HWS elvárásait. A korábbi megoldáshoz képest a vágási sebesség 180-ról 200 méterre per percre, a fogás előtolása pedig 0,8-ról egy milliméterre növelhető. „A NEOFEED-del ráadásul több mint 5.500 milliméter per perc előtolási sebességet tudtunk elérni, a forgács vastagságát 0,69-ről 0,87 milliméterre növeltük, és 1,2 milliméteres behatolás mellett a forgácsolási térfogatot háromszorosára, közel 400 köbcentiméter per percre tudtuk emelni” – örül Benjamin Markus. „Ezen kívül a szerszám élettartama biztonságosan 200 percre megduplázódott, így már éjszaka is tudunk ember nélkül dolgozni – ezért nem volt kérdés, hogy áttérjünk a nagy előtolású maróra.”
A HWS azóta sikeresen alkalmazza a marót – nemcsak a éklemezeknél, hanem más projekteknél is, amelyek folyamatos marást és magas eltávolítási teljesítményt igényelnek.
Kapcsolat:


