


Heinrich Wagner Sinto je načrtoval, da bo nočne obdelave klinskih plošč za svoje oblikovalne stroje izvajal brez prisotnosti delavcev. Doslej uporabljen rezkalnik pa ni nudil dovolj dolgo življenjsko dobo niti zadostne procesne varnosti. Osemrezni NEOFEED visokoprehodni rezkalnik podjetja ISCAR je bil rešitev. S tem lahko podjetje zdaj obdeluje komponento ne le zanesljivo, temveč tudi bolj ekonomično.
Heinrich Wagner Sinto (HWS) se lahko pohvali s skoraj 90-letno uspešno tradicijo v proizvodnji livarskih naprav in je zdaj del koncerna SINTOKOGIO, svetovno delujočega proizvajalca livarskih strojev. HWS s 330 zaposlenimi v dveh tovarnah v severnohrvaški Bad Laasphe na približno 50.000 kvadratnih metrih proizvaja oblikovalne stroje in naprave, naprave za litje ter enote za regeneracijo peska za mednarodne stranke iz livarske industrije. „Tukaj so tako majhna podjetja kot tudi svetovno delujoči veliki koncerni,“ pravi Christian Hammer, vodja oddelka za mehansko obdelavo pri HWS. „Toda ne glede na velikost – naši kupci od nas pričakujejo najvišjo kakovost po razumnih cenah in rešitve, ki ustrezajo trenutnim zahtevam glede energetske učinkovitosti, trajnosti in učinkovitosti.“
Da bi tem zahtevam tudi v prihodnje ustregli, je HWS pred približno dvema letoma začel obsežen investicijski in optimizacijski program.
Poleg sodobnih naprav, večje avtomatizacije in mladega, motiviranega tima bi morali tudi prilagojeni in gospodarni procesi HWS podpirati pri zagotavljanju prihodnosti. „V tem okviru smo si s podporo našega dolgoletnega partnerja za orodja ISCAR ogledali naše procese,“ pojasnjuje Christian Hammer. „Pri tem smo že optimizirali vrtanje, zdaj pa se je v ospredje postavila obdelava klina.“
Nadgradnja na osem rezil.
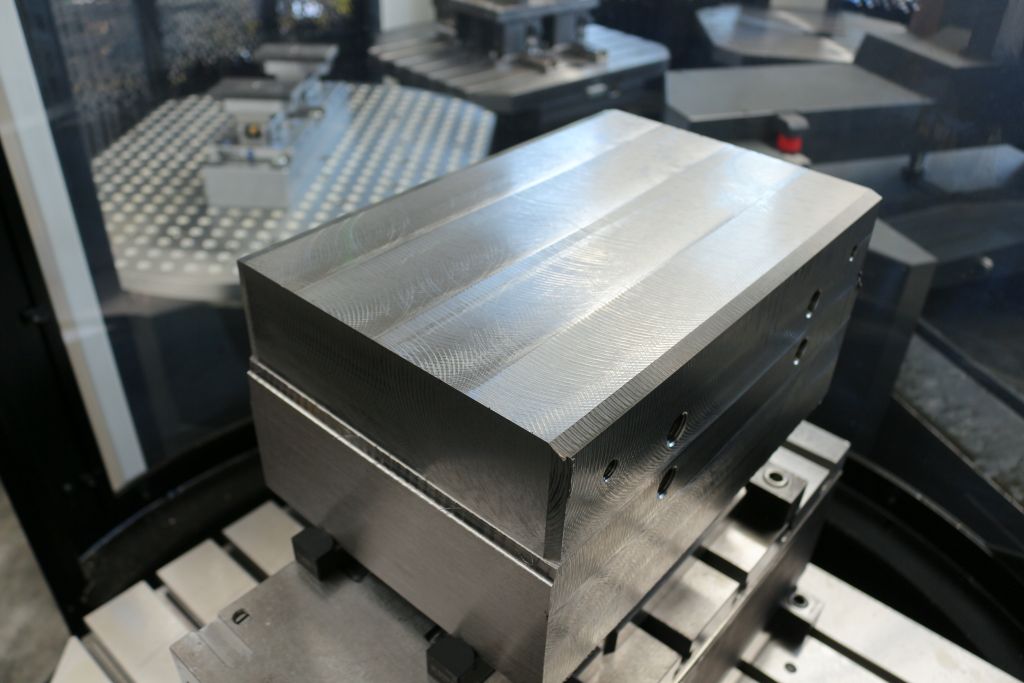
HWS izdeluje komponento v dveh nastavitvah iz masivnega bloka legiranega jekla (21MnCr5), velikosti 190x267x390 milimetrov in teže 160 kilogramov. V prvi nastavitvi se dno obdeluje in strani se obdelajo na mero. V drugi nastavitvi HWS obdeluje konturo zgornje strani, obdeluje naklone in oblikuje ramena. „Obdelava traja skupaj približno dve uri,“ pojasnjuje Benjamin Markus, vodja ekipe za frezanje pri HWS.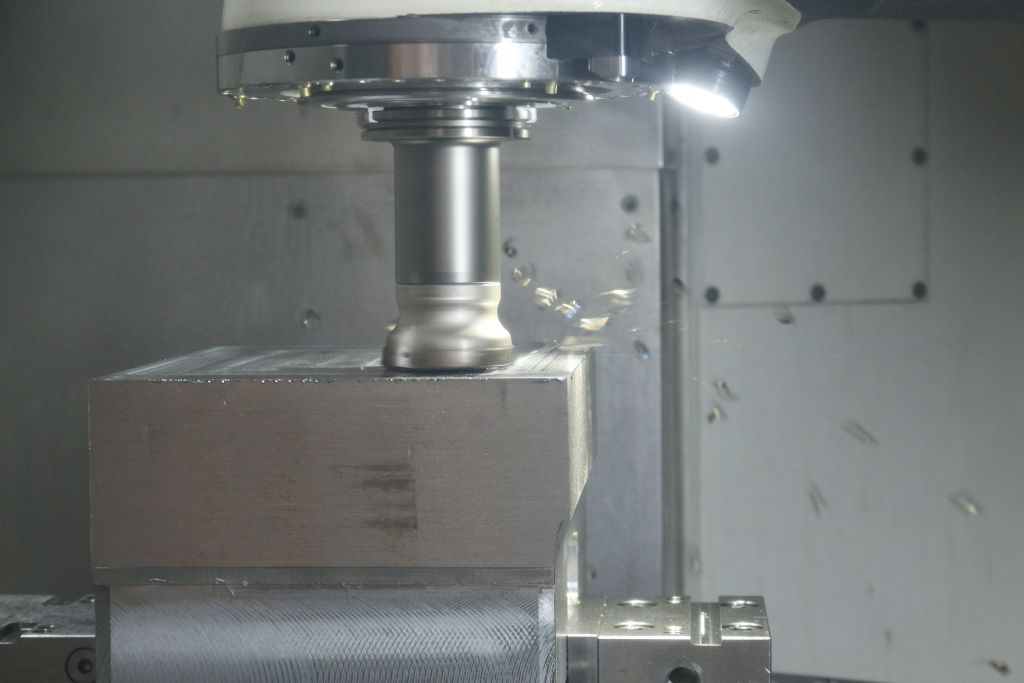
„Pri tem odstranimo med 40 in 60 kilogramov materiala.“ Nato HWS komponento obdeluje s HELITANG T490-planirnim rezkarjem podjetja ISACR, preden se klina še zunanje zakruti.
Komponenta se uporablja v litijskih obratih HWS in se proizvaja približno 30-krat na leto - nedavno na popolnoma novi 5-osni stroju z avtomatiziranim upravljanjem palet.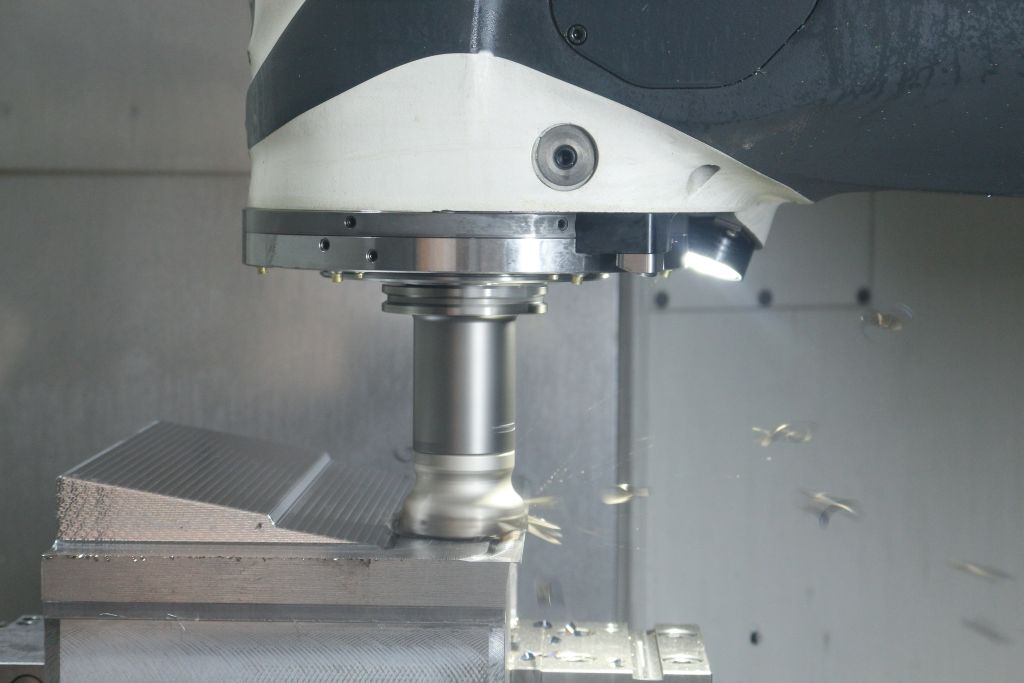
„S tem bi bilo mogoče brezosebno struženje v noč, le procesna varnost in življenjska doba, potrebna za to, nista bili zagotovljeni pri doslej uporabljenem šestreznem rezkarju,“ pravi Benjamin Markus. „Po največ eni vtični plošči so bile zamenljive rezalne ploščice obrabljene in morali smo jih obrniti.“ Zato sta se Benjamin Markus in Christian Hammer obrnila na svojega dolgoletnega partnerja za orodja ISCAR.
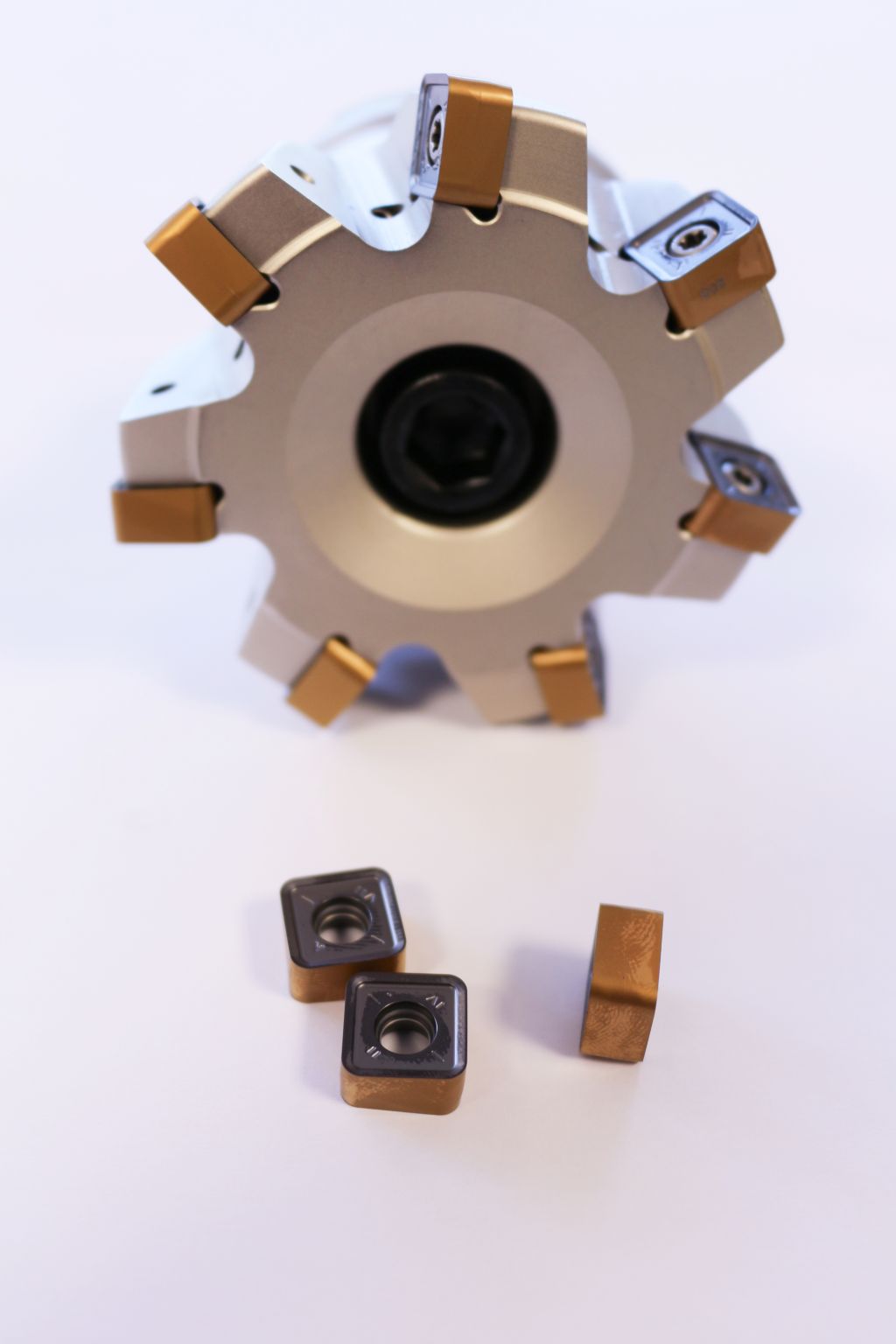
Lee Klappert, svetovanje in prodaja, ter Marco Rötzel, tehnično svetovanje in prodaja, sta imela primerno rešitev za nalogo: „Takoj nam je bilo jasno, da je NEOFEED visoko predrezni rezkar z osmimi rezalnimi ploščicami FFQ8 pravo orodje,“ pravi Marco Rötzel. „Orodje je trenutno merilo za visoko predrezne rezkarje na trgu,“ dodaja Lee Klappert. „Vsakič znova je neverjetno, koliko materiala naši kupci lahko obdelujejo v najkrajšem času, procesno varno z eno opremo. K temu prispeva tudi privlačna cena na rezilo in mehko rezanje, ki varčuje z napravami.“
Visokopodajalno frezanje

Družina rezalnikov NEOFEED vključuje tako orodja za učinkovito visoko pomikanje kot tudi za dinamično ravno rezanje. Portfelj večnamenskih rezalnikov za visoko pomikanje obsega ekonomične zamenljive rezalne ploščice (WSP) z osmimi robovi in z naklonom dvanajstih stopinj ter za dinamično ravno rezanje z naklonom 22,5 stopinj. NEOFEED je na voljo v premerih od 50 do 100 milimetrov.
Sedež plošče v obliki ptičjega repa zagotavlja varno zategovanje in visoko kakovost površin. V vseh aplikacijah debela in stabilna WSP omogoča veliko obdelovalno prostornino ter omogoča stroškovno učinkovito in procesno varno obdelavo. Trdi testi na strojih v Bad Laasphe so pokazali, da je ekipa ISCAR s svojim predlogom zadela v polno.
Pri HWS se uporablja FFQ8 D080-07-27-12 s premerom 80 milimetrov in sedmimi sedeži za plošče. Visokoproduktivni rezkalnik je opremljen z robustnimi FFQ8 SZMU 120520T-WSP, izdelanimi iz obrabno odporne TiAlN prevlečene fine zrnate sorte IC808. „Plošče niso le posebej mehke pri rezanju, temveč so tudi odporne proti obrabi zaradi žlebov in nastanku nabranih robov,“ pravi Marco Rötzel.
Več kot 200 minut delovanja.

NEOFEED je presegel pričakovanja pri HWS. V primerjavi s prejšnjo rešitvijo je bilo mogoče povečati hitrost rezanja s 180 na 200 metrov na minuto in pomik na zob s 0,8 na en milimeter. „Z NEOFEED-om smo lahko dosegli hitrost pomika več kot 5.500 milimetrov na minuto, debelino odrezka smo povečali s 0,69 na 0,87 milimetra, pri nastavitvi 1,2 milimetra pa smo povečali prostornino časa obdelave trikrat na skoraj 400 kubičnih centimetrov na minuto,“ se veseli Benjamin Markus. „Poleg tega se je življenjska doba orodja procesno varno podvojila na več kot 200 minut, tako da lahko delamo tudi brez nadzora ponoči – zato ni bilo vprašanja, da preidemo na visokopomični rezkalnik.“
HWS od takrat uspešno uporablja rezkalnik – ne le pri klinastih ploščah, temveč tudi pri drugih projektih, ki zahtevajo procesno varno obdelavo in visoko zmogljivost odstranjevanja materiala.
Kontakt:


