


Heinrich Wagner Sinto zaplanował, aby klinowe płyty do swoich maszyn formujących były frezowane bezobsługowo w nocy. Dotychczas stosowany frez nie zapewniał jednak wystarczającej trwałości ani odpowiedniego bezpieczeństwa procesu. Ośmionóżkowy frez NEOFEED o wysokim posuwie od ISCAR był rozwiązaniem. Dzięki temu firma może teraz obrabiać komponent nie tylko niezawodnie, ale także bardziej ekonomicznie.
Heinrich Wagner Sinto (HWS) może pochwalić się niemal 90-letnim doświadczeniem w produkcji urządzeń odlewniczych i obecnie jest częścią koncernu SINTOKOGIO, globalnego producenta maszyn odlewniczych. HWS zatrudnia 330 pracowników w dwóch zakładach w Bad Laasphe w Nadrenii Północnej-Westfalii, gdzie na powierzchni około 50 000 metrów kwadratowych produkuje maszyny i urządzenia formierskie, urządzenia do odlewania oraz jednostki do regeneracji piasku dla międzynarodowych klientów z branży odlewniczej. „Mamy wśród naszych klientów zarówno małe firmy, jak i globalne korporacje”, mówi Christian Hammer, kierownik działu obróbki mechanicznej w HWS. „Jednak niezależnie od wielkości – nasi klienci oczekują od nas najwyższej jakości w rozsądnych cenach oraz rozwiązań, które spełniają aktualne wymagania dotyczące efektywności energetycznej, zrównoważonego rozwoju i efektywności.”
Aby w przyszłości sprostać tym wymaganiom, HWS rozpoczęło około dwa lata temu kompleksowy program inwestycyjny i optymalizacyjny.
Oprócz nowoczesnych urządzeń, większej automatyzacji i młodego, zmotywowanego zespołu, dostosowane i ekonomiczne procesy powinny również wspierać HWS w zapewnieniu sobie przyszłości. „W tym kontekście przy wsparciu naszego wieloletniego partnera narzędziowego ISCAR przyjrzeliśmy się naszym procesom,” wyjaśnia Christian Hammer. „Już zoptymalizowaliśmy wiercenie, a teraz w centrum uwagi znalazło się frezowanie płytek klinowych.”
Ulepszenie do ośmiu ostrzy
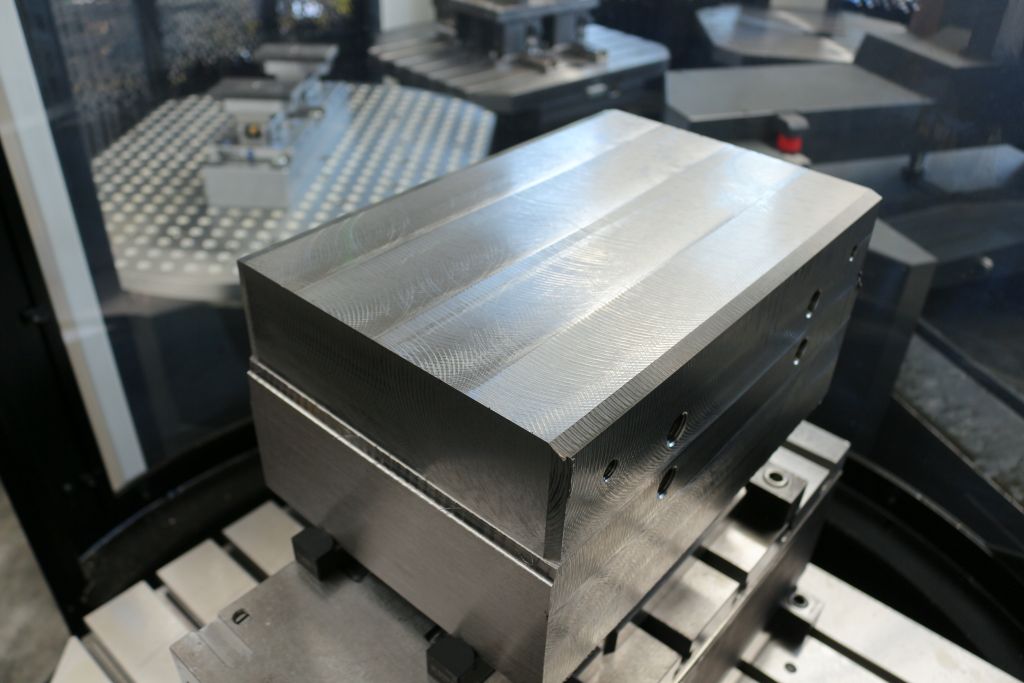
HWS wytwarza komponent w dwóch mocowaniach z masywnego bloku stali stopowej (21MnCr5) o wymiarach 190x267x390 milimetrów i wadze 160 kilogramów. W pierwszym mocowaniu szlifowany jest spód, a boki są doprowadzane do wymiaru. W drugim mocowaniu HWS szlifuje kontur górnej części, ustawia nachylenia i formuje barki. „Szlifowanie trwa łącznie około dwóch godzin,” wyjaśnia Benjamin Markus, kierownik zespołu frezowania w HWS.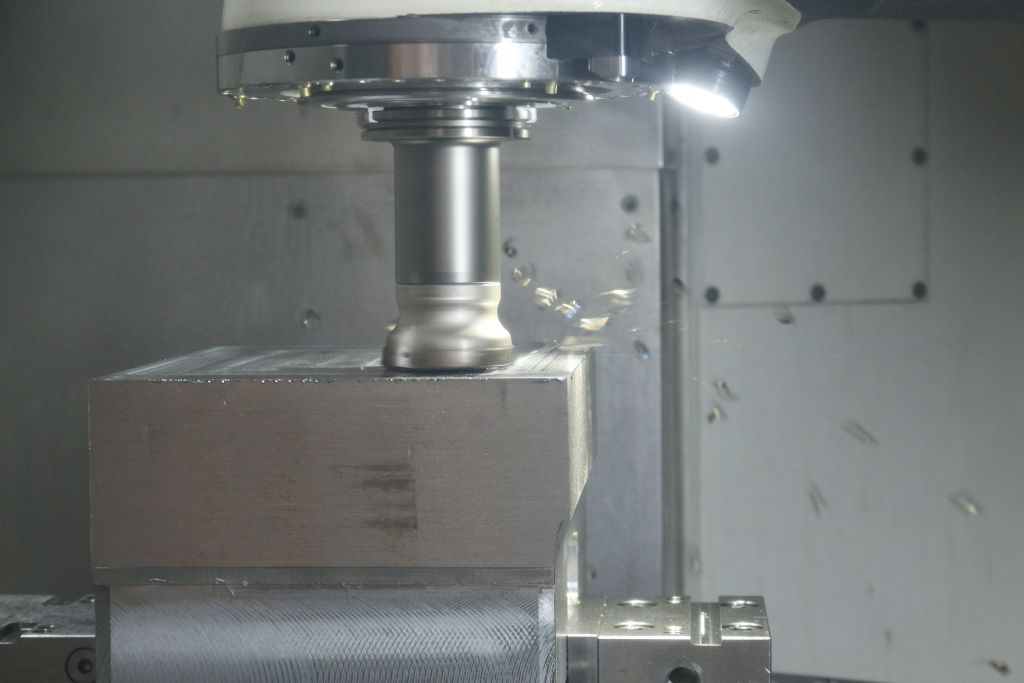
„Przy tym usuwamy od 40 do 60 kilogramów materiału.“ Następnie HWS układa komponent z użyciem frezu płaskiego HELITANG T490 od ISACR, zanim wkładka klinowa zostanie jeszcze utwardzona na zewnątrz.
Komponenta ta znajduje zastosowanie w odlewniach HWS i jest produkowana około 30 razy w roku – od niedawna na zupełnie nowej maszynie 5-osiowej z zautomatyzowanym systemem obsługi palet.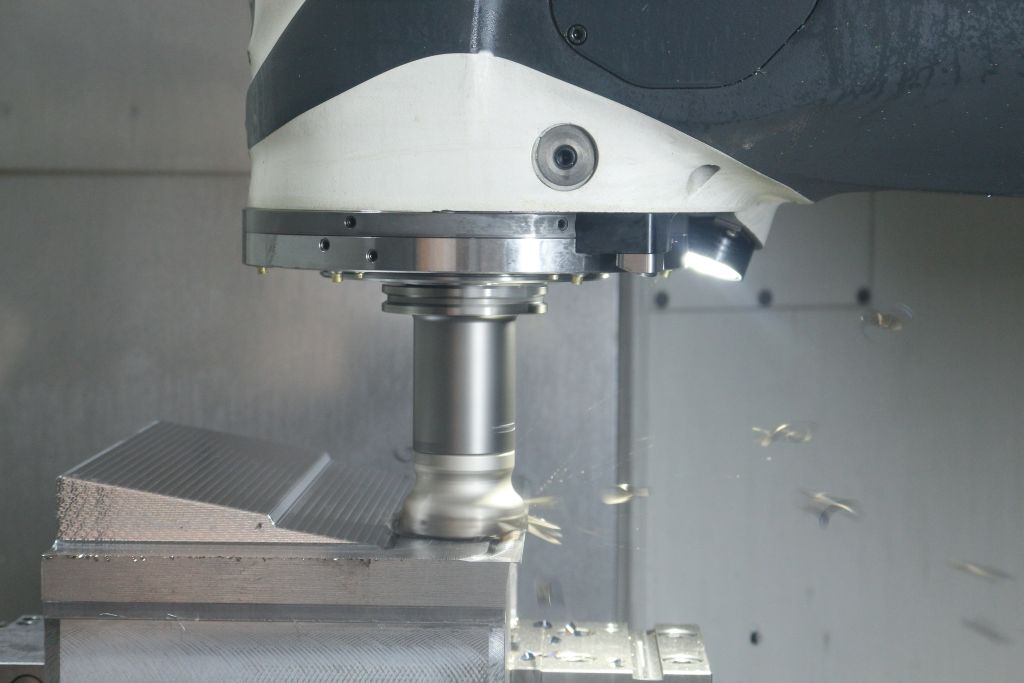
„Dzięki temu możliwe byłoby bezobsługowe frezowanie w nocy, jednak nie zapewniono dotąd niezbędnej niezawodności procesu i trwałości narzędzia przy dotychczas stosowanym frezie sześciokrotnym“, mówi Benjamin Markus. „Po maksymalnie jednej wkładce ostrza wkładki skrawające były zużyte i musieliśmy je obracać.“ Dlatego Benjamin Markus i Christian Hammer zwrócili się do swojego wieloletniego partnera narzędziowego ISCAR.
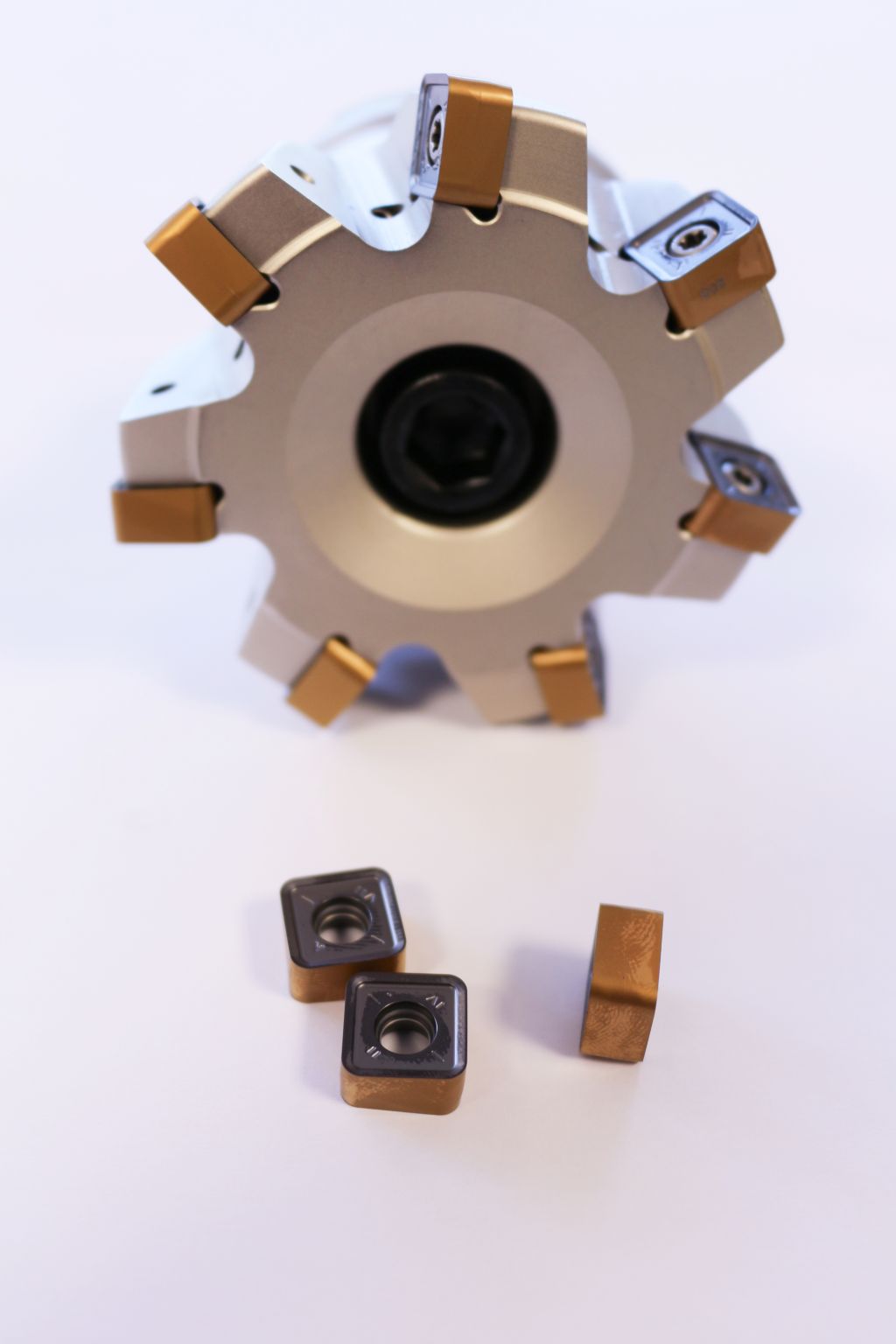
Lee Klappert, doradztwo i sprzedaż, oraz Marco Rötzel, doradztwo techniczne i sprzedaż, mieli odpowiednie rozwiązanie dla zadania: „Od razu wiedzieliśmy, że frez NEOFEED z ośmioma ostrzami FFQ8 to odpowiednie narzędzie”, mówi Marco Rötzel. „To narzędzie jest obecnie punktem odniesienia w zakresie frezów o wysokim posuwie na rynku”, dodaje Lee Klappert. „Za każdym razem zadziwia nas, ile materiału nasi klienci mogą obrobić w krótkim czasie, w sposób procesowo pewny, przy użyciu tej samej konfiguracji. Do tego dochodzi atrakcyjna cena za ostrze i delikatne cięcie, które jest łagodne dla maszyny.”
Wysokowydajne frezowanie z dużym posuwem

Rodzina frezów NEOFEED obejmuje zarówno narzędzia do efektywnego frezowania z dużym posuwem, jak i do dynamicznego frezowania płaskiego. Portfolio wielofunkcyjnych frezów z dużym posuwem zawiera ekonomiczne wkładki skrawające (WSP) z ośmioma krawędziami skrawającymi i kątem natarcia dwunastu stopni oraz do dynamicznego frezowania płaskiego z kątem natarcia 22,5 stopnia. NEOFEED jest dostępny w średnicach od 50 do 100 milimetrów.
Kształt gniazda w postaci ogona jaskółki zapewnia pewne mocowanie i wysoką jakość powierzchni. W każdej aplikacji gruba i stabilna WSP pozwala na duże objętości skrawania i umożliwia opłacalną oraz bezpieczną w procesie obróbkę. Surowe testy na maszynach w Bad Laasphe pokazały, że zespół ISCAR miał słuszność w swoim pomyśle.
W HWS stosowany jest frez FFQ8 D080-07-27-12 o średnicy 80 milimetrów i siedmiu gniazdach na płytki. Frez o wysokim posuwie jest wyposażony w solidne płytki FFQ8 SZMU 120520T-WSP, wykonane z odpornych na zużycie, pokrytych TiAlN, drobnoziarnistych materiałów IC808. „Płytki nie tylko charakteryzują się wyjątkową zdolnością do cięcia, ale także odpornością na zużycie krawędzi i tworzenie się wiórów”, mówi Marco Rötzel.
Ponad 200 minut czasu bezczynności

NEOFEED spełnił oczekiwania w HWS w więcej niż wystarczający sposób. W porównaniu do wcześniejszego rozwiązania, prędkość cięcia wzrosła z 180 do 200 metrów na minutę, a posuw na ząb z 0,8 do jednego milimetra. „Dzięki NEOFEED mogliśmy również osiągnąć prędkość posuwu przekraczającą 5.500 milimetrów na minutę, zwiększyć grubość wióra z 0,69 do 0,87 milimetra i przy posuwie 1,2 milimetra potroić objętość materiału skrawanego do prawie 400 centymetrów sześciennych na minutę” - cieszy się Benjamin Markus. „Ponadto czas eksploatacji podwoił się w sposób procesowo pewny do ponad 200 minut, dzięki czemu możemy pracować również bezobsługowo w nocy – nie było wątpliwości, że przeszliśmy na frez o wysokim posuwie.”
HWS od tego czasu z powodzeniem stosuje frez – nie tylko przy płytkach klinowych, ale także w innych projektach, które wymagają procesowo pewnego skrawania i wysokiej wydajności usuwania materiału.
Kontakt:


