


Heinrich Wagner Sinto a planificat să prelucreze plăcile de cheie pentru mașinile sale de formare fără operator noaptea. Freza utilizată până acum nu oferea însă nici suficientă durabilitate, nici o siguranță de proces adecvată. Freza cu opt tăișuri NEOFEED de la ISCAR a fost soluția. Acum, compania poate prelucra componenta nu doar fiabil, ci și mai economic.
Heinrich Wagner Sinto (HWS) poate privi înapoi la aproape 90 de ani de succes în fabricarea instalațiilor de turnare și este acum parte a grupului SINTOKOGIO, un producător de mașini de turnare care activează la nivel mondial. HWS fabrică cu 330 de angajați în două fabrici în Bad Laasphe, în Renania de Nord-Westfalia, pe aproximativ 50.000 de metri pătrați mașini și instalații de turnare, echipamente de turnare și unități de regenerare a nisipului pentru clienți internaționali din industria turnării. „Aici sunt atât întreprinderi mici, cât și mari corporații care activează la nivel mondial”, spune Christian Hammer, șeful departamentului de prelucrare mecanică la HWS. „Dar, fie că sunt mari sau mici, clienții noștri așteaptă de la noi cea mai înaltă calitate la prețuri rezonabile și soluții care să corespund cerințelor actuale în ceea ce privește eficiența energetică, durabilitatea și eficacitatea.”
Pentru a putea răspunde acestor cerințe și în viitor, HWS a început acum aproximativ doi ani un program cuprinzător de investiții și optimizare.
Pe lângă instalațiile moderne, o automatizare mai puternică și o echipă tânără și motivată, procesele adaptate și economice ar trebui să ajute HWS să se pregătească pentru viitor. „În acest context, ne-am analizat procesele cu sprijinul partenerului nostru de un lung timp, ISCAR”, explică Christian Hammer. „Am optimizat deja procesul de găurire, iar acum ne concentrăm pe prelucrarea plăcilor de cheie.”
Upgrade la opt tăișuri
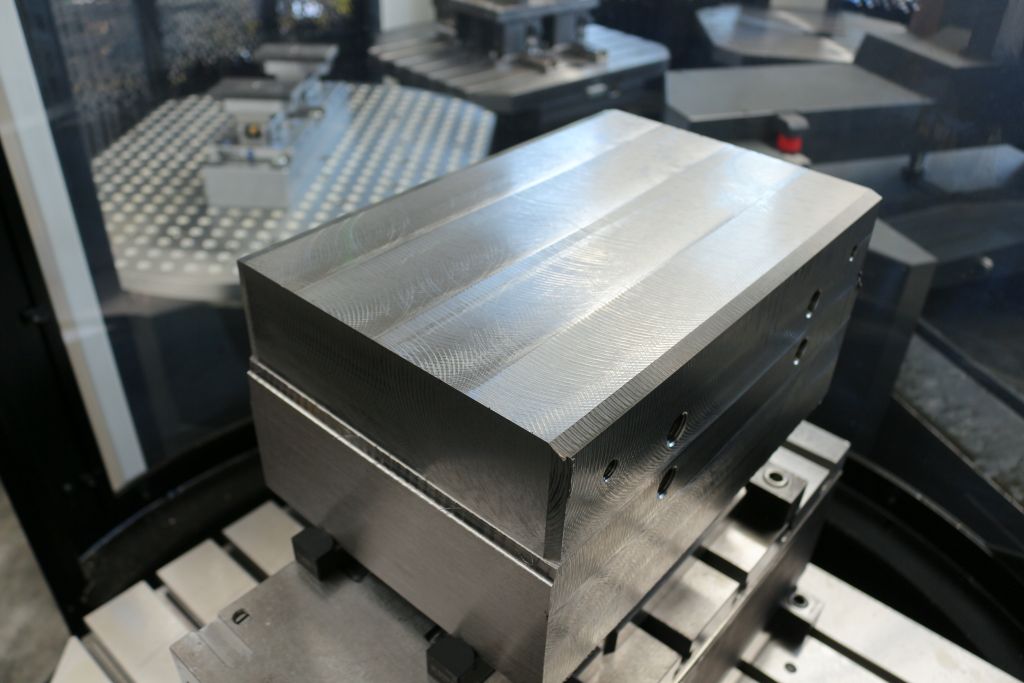
HWS fabrică componenta în două fixări dintr-un bloc solid de oțel aliat (21MnCr5) cu dimensiunile de 190x267x390 milimetri și o greutate de 160 kilograme. În prima fixare, se frezează fundul și se aduc laturile la dimensiune. În a doua fixare, HWS frezează conturul părții superioare, îndoaie unghiurile și formează umerii. „Freza durează în total aproximativ două ore”, explică Benjamin Markus, liderul echipei de frezare la HWS.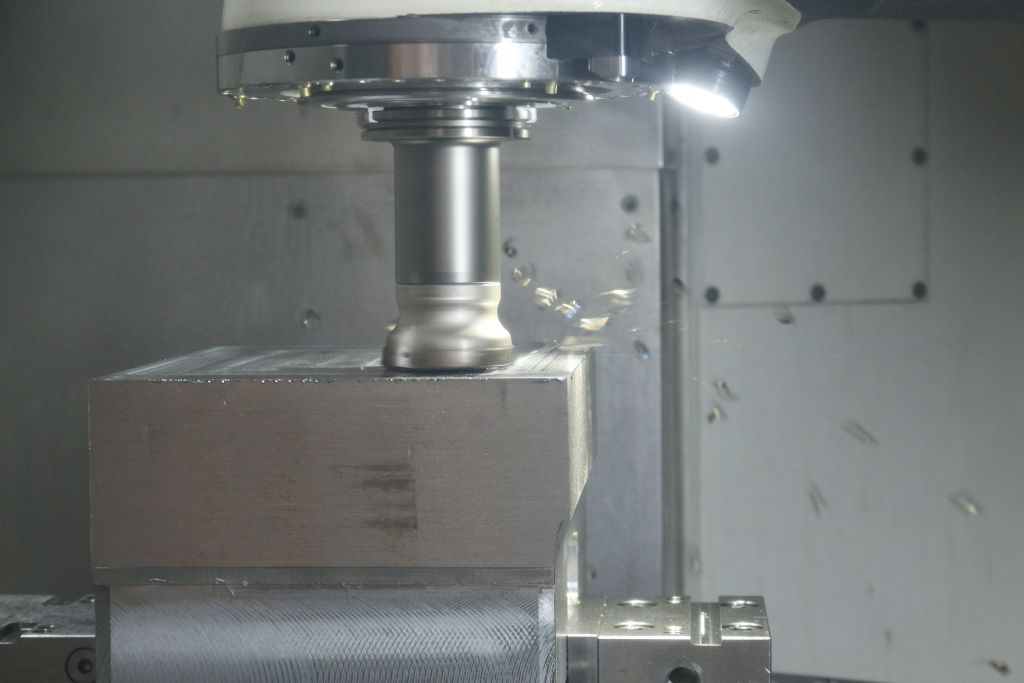
„În acest proces, îndepărtăm între 40 și 60 de kilograme de material.“ Apoi, HWS aranjează componenta cu un frezor plan HELITANG T490 de la ISACR, înainte ca placa de cheie să fie întărită extern.
Componenta este utilizată în instalațiile de turnare ale HWS și este produsă de aproximativ 30 de ori pe an - recent pe o mașină nou-nouță cu 5 axe și manipulare automată a paletelor.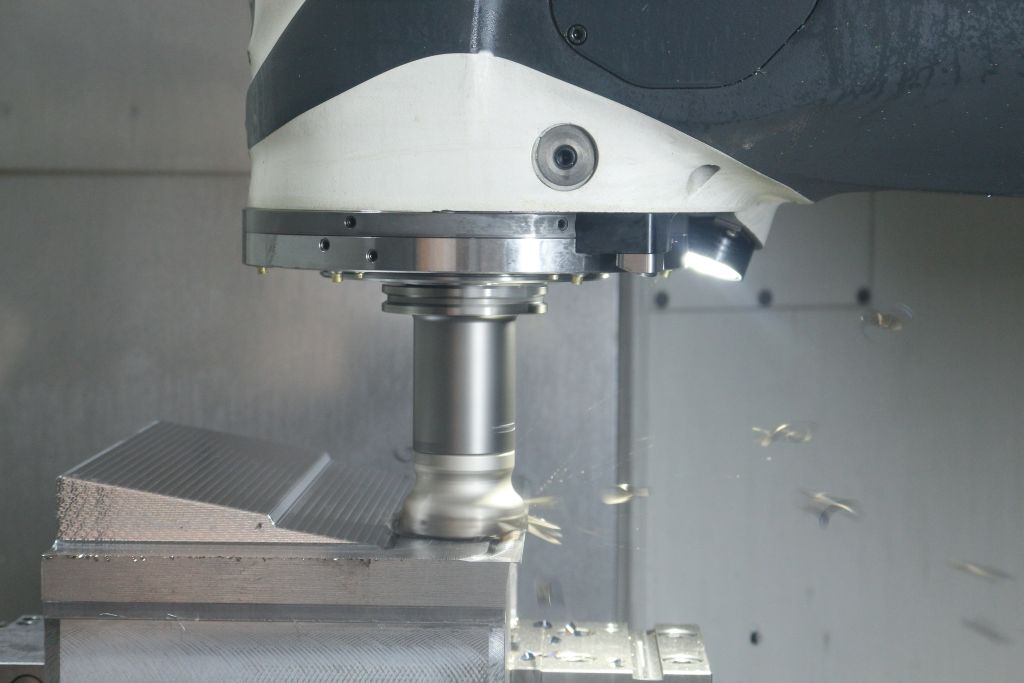
„Astfel, frezarea fără operator pe timpul nopții ar fi posibilă, doar că siguranța procesului necesară și durata de viață nu erau asigurate cu freza cu șase tăișuri utilizată până acum“, spune Benjamin Markus. „După cel mult o plăcuță de fixare, plăcuțele de tăiere erau uzate și trebuia să le întoarcem.“ De aceea, Benjamin Markus și Christian Hammer s-au adresat partenerului lor de unelte de lungă durată, ISCAR.
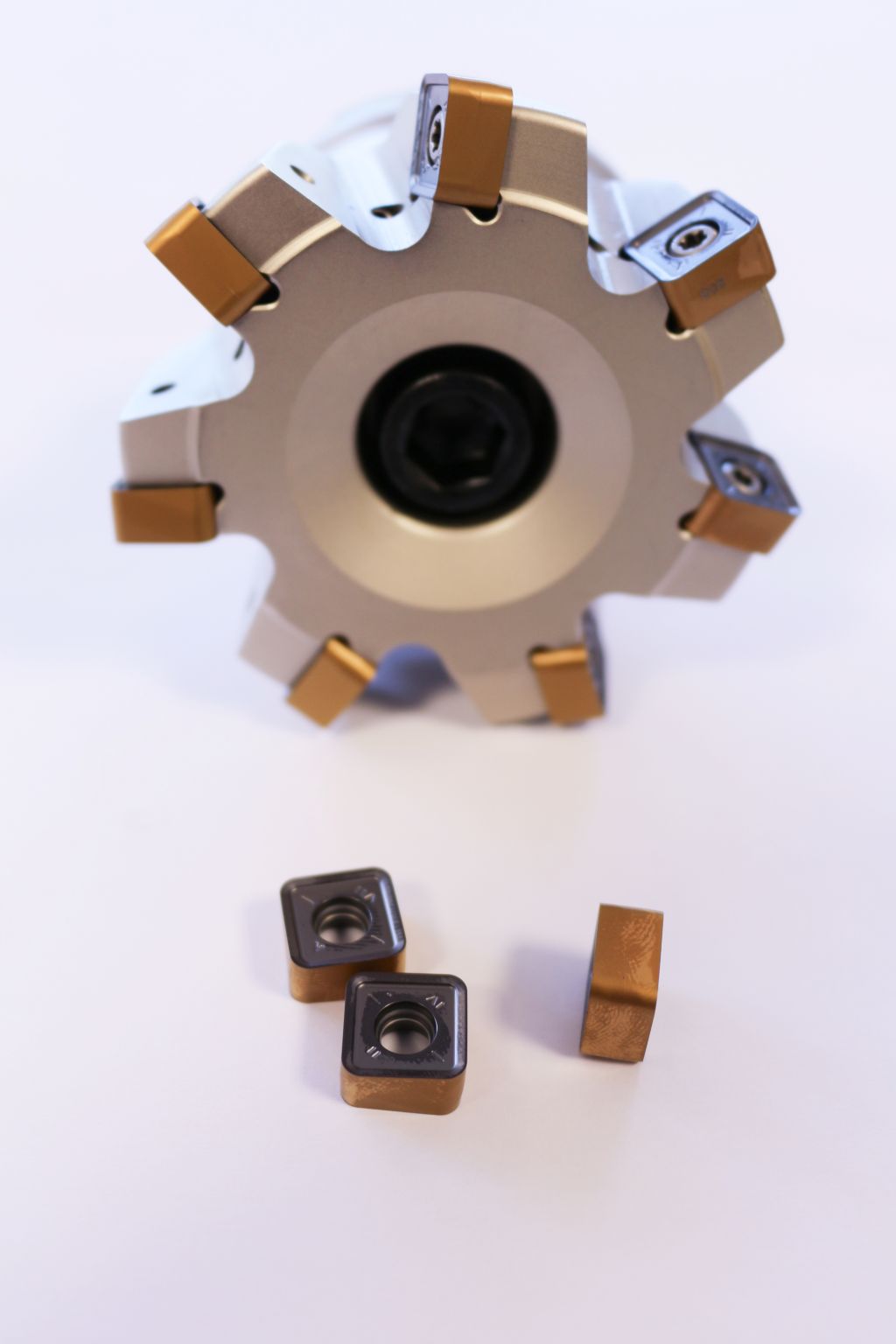
Lee Klappert, consultanță și vânzări, și Marco Rötzel, consultanță tehnică și vânzări, aveau soluția potrivită pentru sarcină: „Ne-a fost clar imediat că freza cu avans mare NEOFEED cu plăcuțele de tăiere FFQ8 cu opt tăișuri este uneltele potrivită“, spune Marco Rötzel. „Această unealtă este în prezent etalonul în ceea ce privește frezele cu avans mare pe piață“, completează Lee Klappert. „Este întotdeauna uimitor cât de mult material pot prelucra clienții noștri într-un timp foarte scurt, în condiții de proces sigur, cu o echipare. La aceasta se adaugă prețul atractiv pe tăiș și tăierea blândă care protejează mașina.”
Frezare cu avans înalt

Familia de freze NEOFEED include atât unelte pentru frezarea eficientă cu avans mare, cât și pentru frezarea dinamică a suprafețelor plane. Portofoliul de freze multifuncționale cu avans mare cuprinde plăci de tăiere indexabile (WSP) economice cu opt tăișuri și cu un unghi de înclinare de douăsprezece grade, precum și pentru frezarea dinamică a suprafețelor plane cu un unghi de înclinare de 22,5 grade. NEOFEED este disponibil în diametre de la 50 la 100 milimetri.
Designul plăcii cu formă de coadă de rândunică asigură o prindere sigură și o calitate superioară a suprafeței. În toate aplicațiile, WSP-ul gros și stabil permite un volum mare de așchiere și facilitează o prelucrare rentabilă și sigură din punct de vedere al procesului. Testele dure efectuate pe mașinile din Bad Laasphe au arătat că echipa ISCAR a avut dreptate cu propunerea sa.
La HWS, se utilizează FFQ8 D080-07-27-12 cu un diametru de 80 de milimetri și șapte locuri pentru plăci. Freza cu avans rapid este echipată cu robuste FFQ8 SZMU 120520T-WSP, realizată din sortimentul de granule fine IC808, acoperit cu TiAlN rezistent la uzură. „Plăcile nu sunt doar extrem de tăioase, ci și rezistente la uzura prin crăpături și la formarea de margini de acumulare”, spune Marco Rötzel.
Peste 200 de minute de timp de nefuncționare

NEOFEED a depășit așteptările la HWS. Comparativ cu soluția anterioară, viteza de tăiere a fost crescută de la 180 la 200 de metri pe minut, iar avansul pe dinte de la 0,8 la un milimetru. „Am reușit cu NEOFEED să atingem o viteză de avans de peste 5.500 de milimetri pe minut, să creștem grosimea așchiilor de la 0,69 la 0,87 milimetri și, cu o adâncime de tăiere de 1,2 milimetri, să triplăm volumul de așchii la aproape 400 de centimetri cubi pe minut”, se bucură Benjamin Markus. „În plus, durata de viață a sculei s-a dublat în mod sigur la peste 200 de minute, astfel încât putem lucra și noaptea fără operator – a fost clar că am trecut la freza cu avans mare.”
HWS folosește freza cu succes de atunci – nu doar pentru plăcile de cuțit, ci și pentru alte proiecte care necesită o frezare sigură și o capacitate mare de îndepărtare a materialului.
Contact:


