


Heinrich Wagner Sinto planned to rough the wedge plates for its molding machines unmanned at night. However, the milling cutter previously used did not offer enough tool life or sufficient process reliability. The eight-edged NEOFEED high-feed milling cutter from ISCAR was the solution. With this, the company can now process the component not only reliably but also more economically.
Heinrich Wagner Sinto (HWS) can look back on nearly 90 successful years in the manufacture of foundry equipment and is now part of the SINTOKOGIO Group, a globally operating manufacturer of foundry machines. HWS produces with 330 employees in two plants in Bad Laasphe, North Rhine-Westphalia, on around 50,000 square meters molding machines and systems, casting equipment, and sand regeneration units for international customers from the foundry industry. 'Small companies are just as much involved as globally operating large corporations,' says Christian Hammer, head of mechanical processing at HWS. 'But whether large or small – our customers expect the highest quality from us at reasonable prices and solutions that meet current requirements in terms of energy efficiency, sustainability, and effectiveness.'
To meet these demands in the future, HWS launched a comprehensive investment and optimization program about two years ago.
In addition to modern systems, stronger automation, and a young, motivated team, adapted and economical processes should also support HWS in positioning itself securely for the future. 'In this context, we also took a look at our processes with the support of our long-standing tool partner ISCAR,' explains Christian Hammer. 'We have already optimized drilling, and now roughing wedge plates has come into focus.'
Upgrade to eight edges
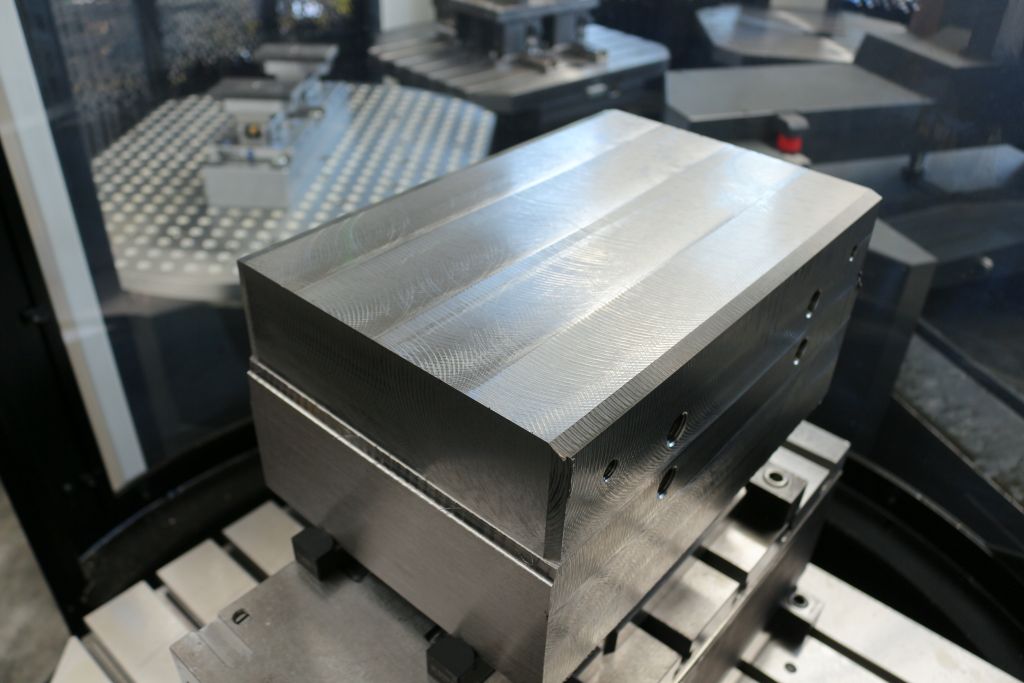
HWS manufactures the component in two clamping setups from a solid block of alloyed steel (21MnCr5) measuring 190x267x390 millimeters and weighing 160 kilograms. In the first clamping, the bottom is roughened, and the sides are brought to size. In the second clamping, HWS roughs the contour of the top, angles the slopes, and brings in the shoulders. 'The roughing takes about two hours in total,' explains Benjamin Markus, team leader milling at HWS.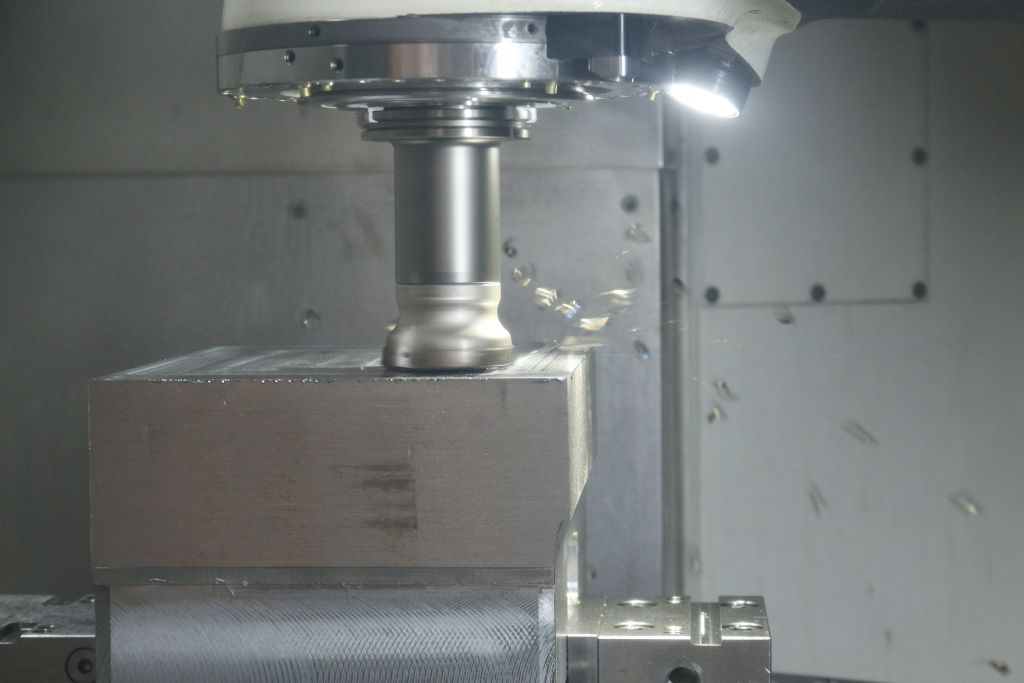
'We remove between 40 and 60 kilograms of material.' Afterwards, HWS finishes the component with a HELITANG T490 face milling cutter from ISCAR before the wedge plate is hardened externally.
The component is used in HWS's casting systems and is produced about 30 times a year – recently on a brand new 5-axis machine with automated pallet handling.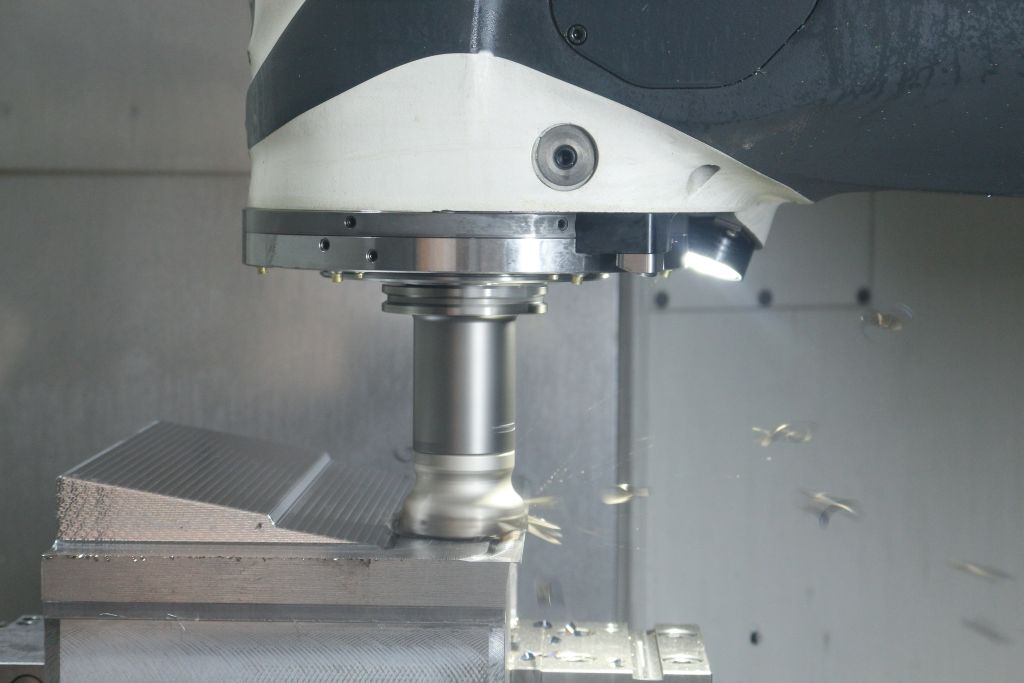
'This would make unmanned roughing into the night possible; only the necessary process reliability and tool life were not provided by the previously used six-edged milling cutter,' says Benjamin Markus. 'After at most one wedge plate, the indexable cutting inserts were worn out, and we had to turn them.' Therefore, Benjamin Markus and Christian Hammer turned to their long-standing tool partner ISCAR.
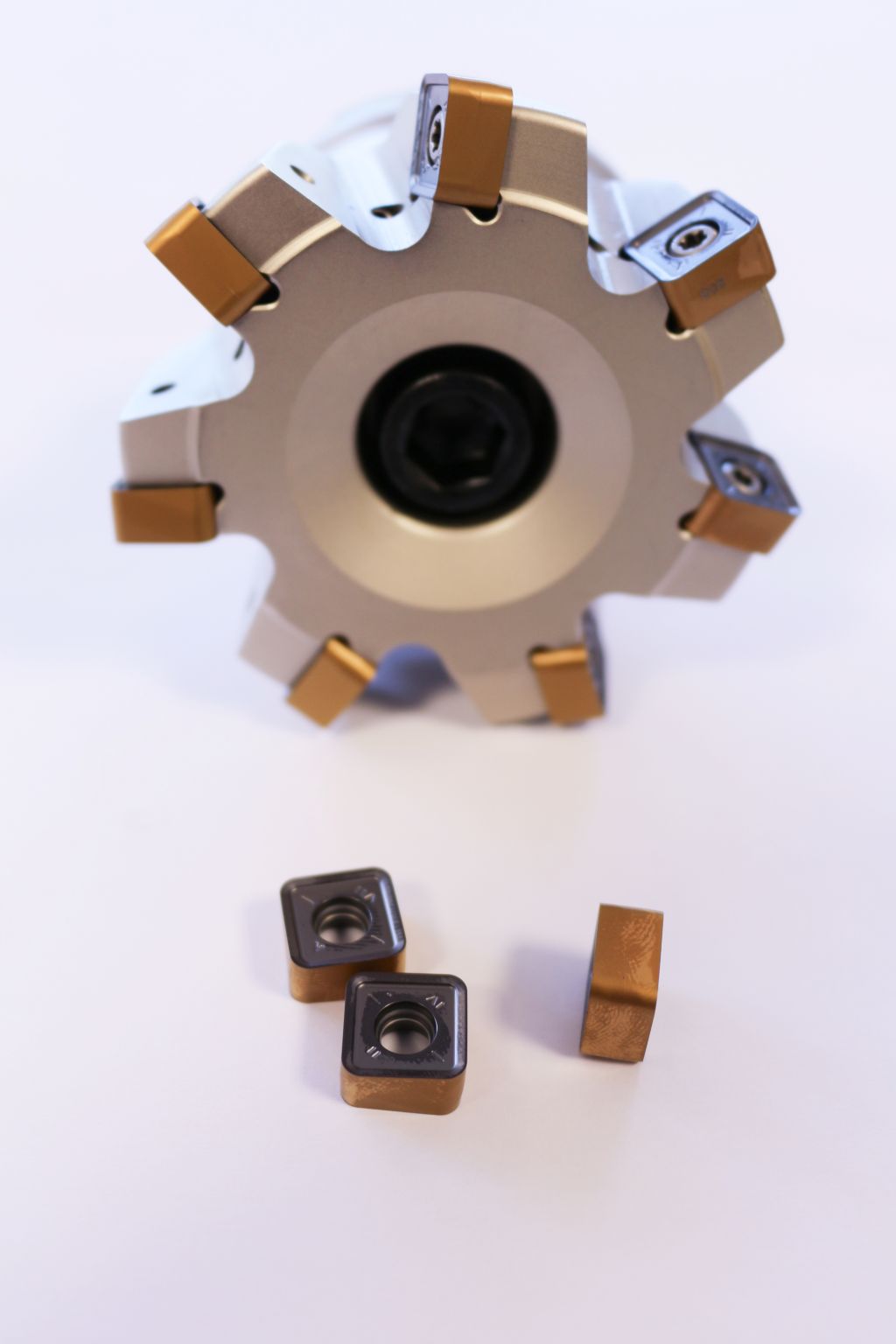
Lee Klappert, consulting and sales, and Marco Rötzel, technical consulting and sales, had the right solution for the task ready: 'It was immediately clear to us that the NEOFEED high-feed milling cutter with the eight-edged FFQ8 indexable cutting inserts was the right tool,' says Marco Rötzel. 'The tool is currently the benchmark in high-feed milling cutters on the market,' adds Lee Klappert. 'It is always amazing how much material our customers can process reliably in a short time with a single insert. Additionally, there is the attractive price per edge and the machine-friendly soft cut.'
High-feed milling

The NEOFEED milling cutter family includes tools for efficient high-feed as well as dynamic face milling. The portfolio of multifunctional high-feed milling cutters includes economical indexable cutting inserts (WSP) with eight edges and a lead angle of twelve degrees, as well as for dynamic face milling with a 22.5-degree angle. The NEOFEED is available in diameters from 50 to 100 millimeters.
The dovetail-like insert seat ensures secure clamping and high surface quality. In all applications, the thick and stable indexable cutting inserts allow for a large material removal rate and enable cost-efficient and process-reliable machining. Rigorous tests on the machines in Bad Laasphe showed that the ISCAR team was spot on with their proposal.
At HWS, the FFQ8 D080-07-27-12 with a diameter of 80 millimeters and seven insert seats is used. The high-feed milling cutter is equipped with robust FFQ8 SZMU 120520T-WSP, made from the most wear-resistant TiAlN-coated fine grain type IC808. 'The inserts are not only particularly soft-cutting but also resistant to notch wear and the formation of built-up edges,' says Marco Rötzel.
More than 200 minutes of tool life

The NEOFEED has more than met expectations at HWS. Compared to the previous solution, the cutting speed could be increased from 180 to 200 meters per minute and the feed per tooth from 0.8 to one millimeter. 'With the NEOFEED, we were also able to achieve a feed rate of more than 5,500 millimeters per minute, increase the chip thickness from 0.69 to 0.87 millimeters, and triple the time volume to almost 400 cubic centimeters per minute with a depth of cut of 1.2 millimeters,' says Benjamin Markus. 'Additionally, the tool life has reliably doubled to more than 200 minutes, allowing us to operate unmanned overnight – it was a no-brainer for us to switch to the high-feed milling cutter.'
Since then, HWS has been successfully using the milling cutter – not only for the wedge plates but also for other projects that require reliable roughing and high material removal rates.
Contact:


