


The company was founded in 1937 by Georg Müller and Heinrich Wagner under the name Müller & Wagner in Laasphe as a factory for casting machines. In 1975, a sales company for vacuum forming systems, Wagner Sinto, was established in collaboration with the Japanese Sintokogio Group. This laid the foundation for the very good relationship between both companies that continues to this day. In 1983, the merger with the Japanese corporation, the world's largest manufacturer of casting machines, took place. Since 2003, HWS has been a 100% subsidiary of Sintokogio – a partnership that has developed into a success story. HWS is now a market-leading manufacturer of molding systems, molding machines, and plant technologies for producing highly compact molds for foundries.
Planning and production of casting machines by HWS take place entirely in Germany. As space at the company headquarters became tight, a second location for mechanical production was added in nearby Niederlaasphe, while design, development, administration, and assembly remained in Bad Laasphe. The company employs around 320 people in Germany.
Custom manufacturing lines
In addition to individual machines, the manufacturer also offers complete production lines for foundries. Depending on whether customers produce bathroom fittings, brake discs, or engine blocks, the requirements for the systems vary significantly. Therefore, HWS predominantly manufactures special machines according to customer specifications. The design primarily takes into account the mold box size used in production as well as the spatial conditions at the customer's site.
In addition to specific parts, production, especially for drives, requires many standard components. HWS manufactures components for hydraulic drives entirely in-house. This allows the company to deliver spare parts within 24 hours if needed.
For electric drives, which are gaining importance, the situation has been different so far. The required gearing parts were completely manufactured externally. 'Depending on how busy the contract manufacturer is, delivery times ranged from 8 to 12 weeks,' reports Johannes Bitter, team leader for turning at HWS.
Automation as a basis for restructuring
To optimize production, HWS has been investing in automation for several years. The beginning was made with a turning-milling center from DMG Mori with a robot cell. Later, two DMG machines with pallet handling were added in the milling area. Overall, HWS can automate the use of over 20 pallets of various sizes in the milling area. With these machines, the manufacturer produces bearing parts in larger quantities needed for various systems.
This created the prerequisite for restructuring work processes within the turning department. Work was deliberately shifted to the automated DMG CLX 450TC, freeing up capacities on other machines for new tasks. This paved the way for in-house production of gearing parts. The smallest of the required parts were to be produced first: pinion shafts module 4 with an outer diameter of 108 mm, manufactured in batch sizes between five and ten pieces on a Mazak Integrex i-400.
Test winner INGERSOLL
The production of gears was completely new territory for HWS. The decision to choose INGERSOLL Werkzeuge GmbH was no coincidence: During the reorganization, all previously used tools were put to the test.
Just over a year ago, HWS tested different tool manufacturers against each other for various machining tasks and subsequently replaced many tools. 'INGERSOLL performed excellently in the comparisons,' summarizes Christian Hammer, head of mechanical processing. Since then, HWS has been using many tools from INGERSOLL for milling and also reinforced cutting plates for turning.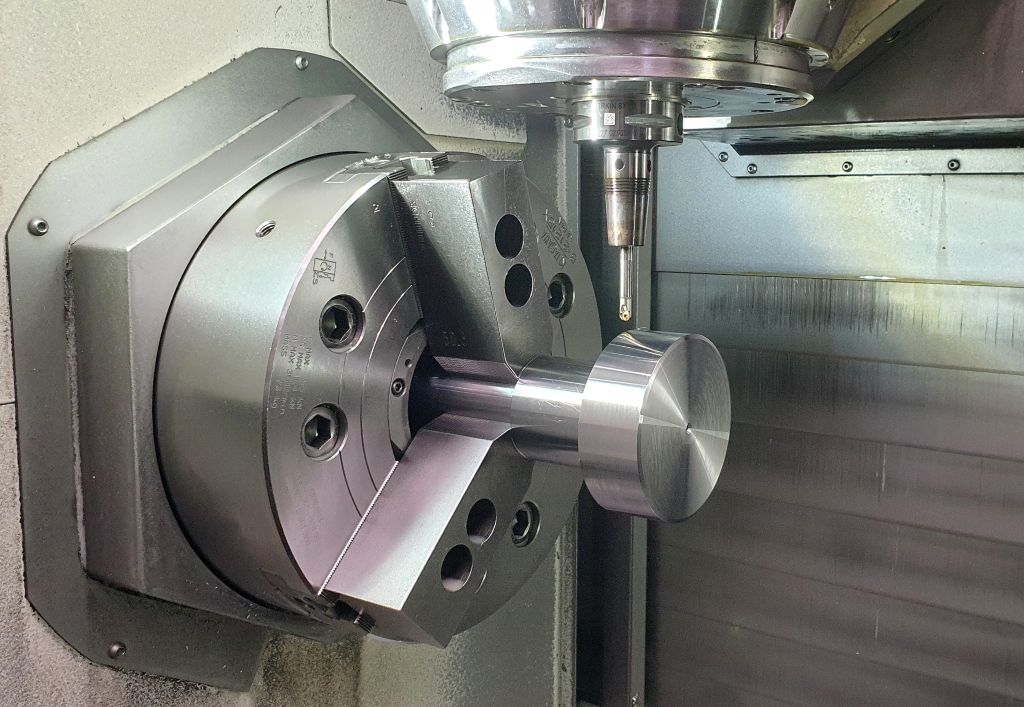
In addition to tool quality, the company appreciates the advice and service of the manufacturer from Haiger. 'The collaboration has always been excellent, and with Kevin Richstein, we have a very competent contact person,' praises Hammer. 'When we have a concern, we receive quick and uncomplicated assistance within a very short time. If necessary, we also get replacements very quickly.'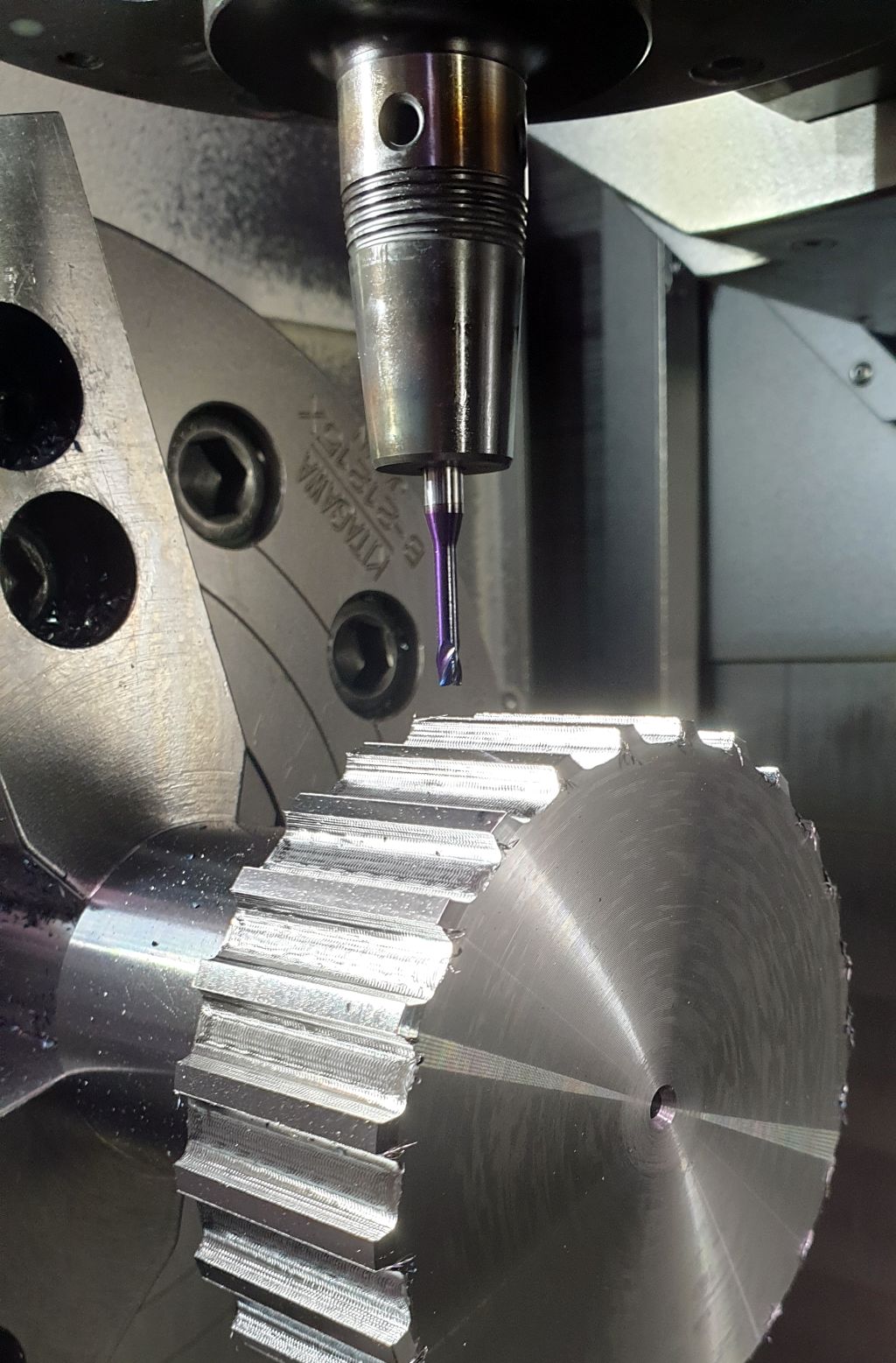
Since they were also aware of INGERSOLL's strengths in the gearing area in Niederlaasphe, the tool manufacturer was a given choice when it came to producing the first pinion shafts. 'We were very confident that we had the right partner on board,' says Hammer. For the machining, Kevin Richstein, technical advisor at INGERSOLL, selected two roughing tools and one finishing tool.
With three tools for gearing
The machining begins with a shank cutter equipped with two V-shaped indexable inserts from the HiPosSFeedV series from INGERSOLL. With a width of 8 mm, it mills the grooves between the later teeth in the first working step. The large chip angle reduces cutting stress and ensures excellent chip removal.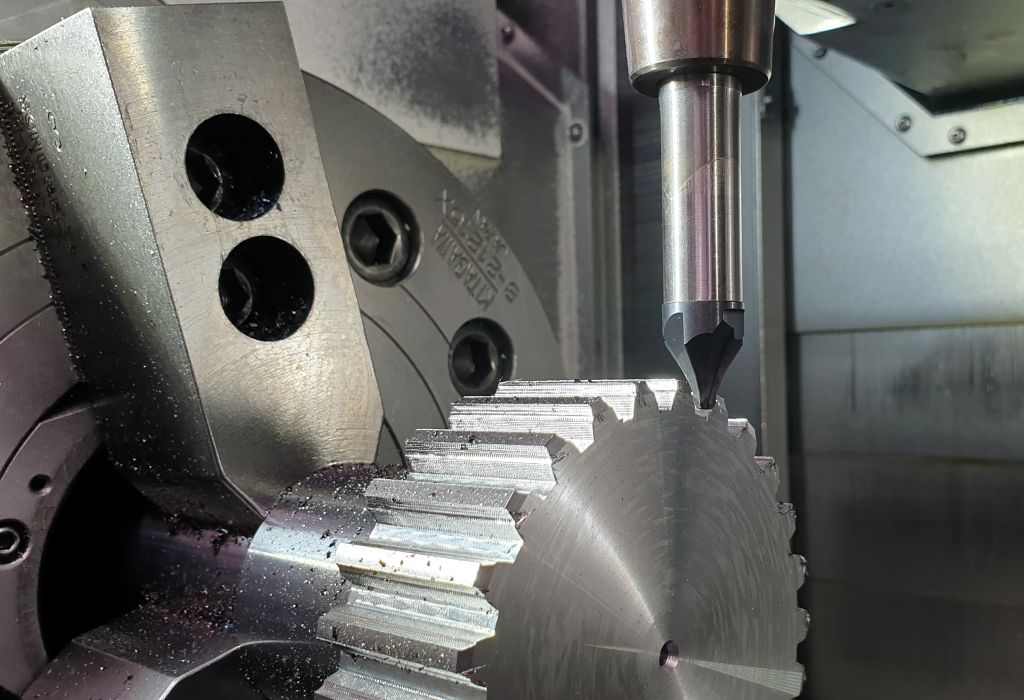
The second milling cutter used from INGERSOLL is a three-flute VHM speed milling cutter Incoolant with a diameter of 4 mm, which roughs the contours of the gearing. The final finishing is done by a ChipSurfer special tool. The cutting edges of the VHM screw-in head are precisely adapted to the desired tooth shape. Since a worn milling head can be replaced without having to re-measure the tool each time, the work is made easier.
HWS is very pleased with the result. 'After finishing with the form cutter, the parts look like they have been ground,' reports Johannes Bitter. He was able to directly adopt the cutting values recommended by INGERSOLL. Including the turning pre-processing, the machining time per pinion shaft is around 40 minutes.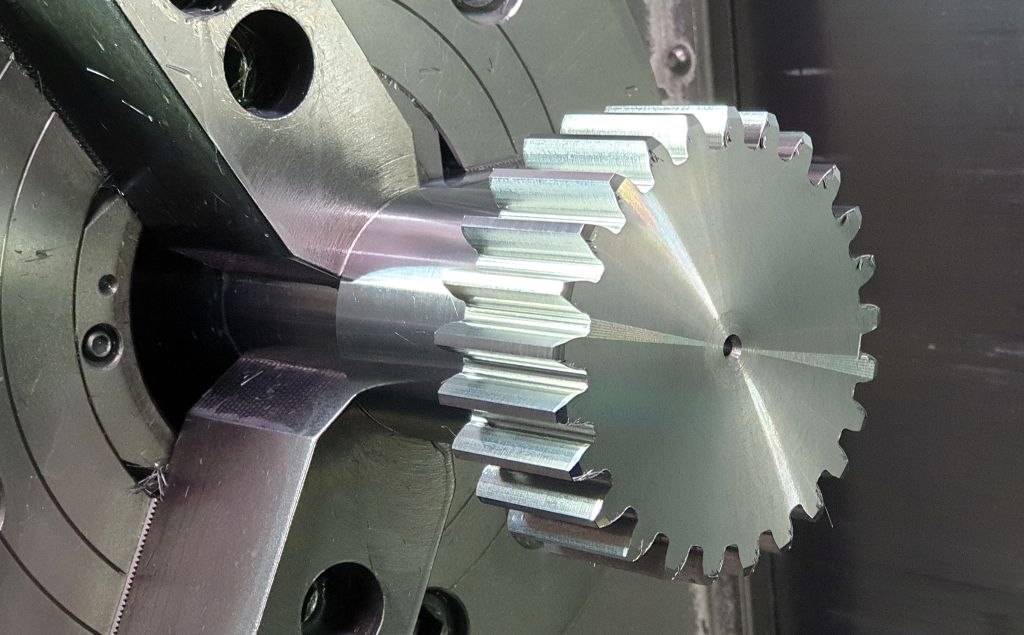
The cost analysis also delivered a surprise: The self-produced gears cost the company only about half as much as the previously supplied parts. In addition to costs, HWS also saves time. 'With in-house production, we can drastically reduce delivery times, which benefits our customers,' says Hammer happily. Only the hardening is still done externally. The timeframe for this is manageable.
Further components are to follow
With the positive experiences, HWS plans to transfer more components to its own production. After the smaller pinion shafts module 4, modules 8 and 10 are also to follow. The manufacturer uses these gears more frequently. The machining strategy remains the same; however, the profiles of the different modules differ in height, width, and angle, so that specific tool sets are required for each.
Larger gears can be produced on another Mazak machine. Automated production on the CLX is also conceivable due to the longer run times. In addition, HWS plans to manufacture chain wheels and rack gears, the counterparts of the gears, in-house in the future.
The loss of the Russian market and the US tariffs are noticeably impacting the company. Nevertheless, the order situation is currently satisfactory. Furthermore, the company has established another pillar: with its machine park, it is also well positioned for contract manufacturing and can turn or mill components for customers ranging from small cubes to 20-ton heavy welded or cast constructions. HWS can now also offer contract gearing.
Contact:


