


Compania a fost fondată în 1937 de Georg Müller și Heinrich Wagner sub numele Müller & Wagner în Laasphe ca fabrică de mașini pentru turnătorii. În 1975, a fost înființată o societate de vânzări pentru instalații de formare în vid împreună cu grupul japonez Sintokogio, care a fost numită Wagner Sinto. Aceasta a fost piatra de temelie pentru relația foarte bună dintre cele două companii până în prezent. În 1983 a avut loc fuziunea cu conglomeratul japonez, cel mai mare producător de mașini pentru turnătorii din lume. Din 2003, HWS este o filială 100% a Sintokogio – o parteneriat care s-a dezvoltat într-o poveste de succes. HWS este astăzi un producător lider de instalații de formare, mașini de formare și tehnologii de instalații pentru fabricarea formelor de înaltă densitate pentru turnătorii.
Planificarea și producția mașinilor de turnare de la HWS se desfășoară complet în Germania. Deoarece spațiul la sediul companiei a devenit limitat, a fost adăugat un al doilea sediu pentru producția mecanică în apropiata Niederlaasphe, în timp ce construcția, dezvoltarea, administrația și asamblarea au rămas în Bad Laasphe. În total, compania angajează aproximativ 320 de angajați în Germania.
Linii de producție personalizate
Producătorul oferă, pe lângă mașini individuale, și linii complete de producție pentru turnătorii. În funcție de faptul că clienții fabrică, de exemplu, robinete pentru băi, discuri de frână sau blocuri de motor, cerințele pentru echipamente sunt foarte diferite. HWS produce, prin urmare, în principal mașini speciale conform cerințelor clienților. Proiectarea ia în considerare în special dimensiunea formei utilizate în producție, precum și condițiile spațiale ale clientului.
Pe lângă părțile specifice, producția necesită în special multe componente standard pentru acționări. HWS fabrică complet în propria fabrică componente pentru acționări hidraulice. Astfel, compania poate livra piese de schimb în termen de 24 de ore, în caz de nevoie.
În cazul acționărilor electrice, care câștigă din ce în ce mai multă importanță, situația a fost diferită până acum. Piesele de angrenaj necesare erau fabricate complet extern. „În funcție de cât de ocupat era furnizorul de servicii de prelucrare, termenul de livrare varia între 8 și 12 săptămâni”, raportează Johannes Bitter, liderul echipei de turnare la HWS.
Automatizarea ca bază pentru restructurare
Pentru optimizarea producției, HWS investește de câțiva ani în mod specific în automatizare. Primul pas a fost un centru de frezare și strunjire de la DMG Mori cu celulă robotizată. Ulterior, în domeniul frezării, s-au adăugat două mașini DMG cu manipulare de palete. În total, HWS poate utiliza automatizat peste 20 de palete de dimensiuni diferite în domeniul frezării. Cu aceste mașini, producătorul fabrică piese de rulment în loturi mai mari, necesare pentru diferite instalații.
Astfel, au fost create condițiile pentru a restructura procesele de lucru în cadrul departamentului de prelucrare prin așchiere. Lucrările au fost mutate în mod țintit pe DMG CLX 450TC automatizat, ceea ce a generat capacități pe alte mașini pentru noi sarcini. Astfel, s-a deschis calea pentru propria producție de piese de dinți. Începutul ar trebui să fie făcut de cele mai mici dintre piesele necesare aici: arbori cu pinion modul 4, cu un diametru exterior de 108 mm, fabricate în serii între cinci și zece bucăți pe o Mazak Integrex i-400.
Câștigătorul testului INGERSOLL
Fabricarea dinților de angrenaj a fost un domeniu complet nou pentru HWS. Decizia HWS de a alege INGERSOLL Werkzeuge GmbH nu a fost întâmplătoare: în cadrul reorganizării, toate uneltele utilizate anterior au fost supuse unei evaluări.
Cu puțin peste un an în urmă, HWS a testat diferiți producători de unelte în cadrul unor sarcini de prelucrare și a schimbat multe dintre acestea. „INGERSOLL s-a descurcat excelent în comparații”, rezumă Christian Hammer, șeful departamentului de prelucrare mecanică. De atunci, HWS folosește multe unelte de la INGERSOLL pentru frezare și a început să utilizeze mai mult plăci de tăiere pentru strunjire.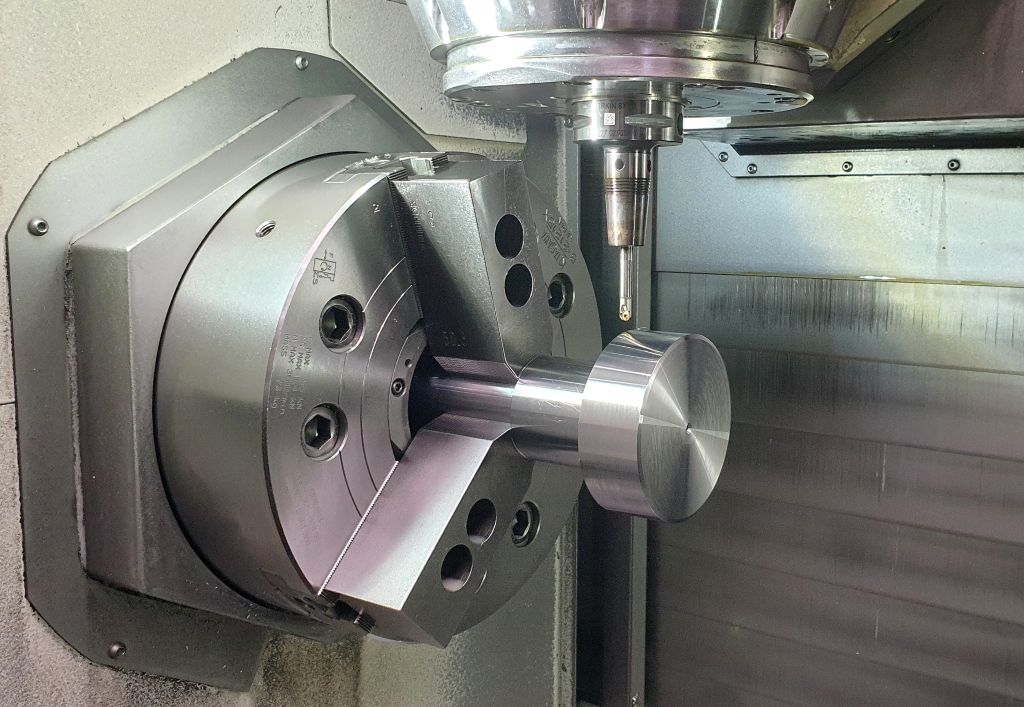
Pe lângă calitatea uneltelor, compania apreciază consultanța și serviciul furnizorului din Haiger. „Colaborarea a fost întotdeauna excelentă, iar cu Kevin Richstein avem un interlocutor foarte competent”, laudă Hammer. „Când avem o problemă, suntem ajutați rapid și fără complicații. În caz de nevoie, primim și înlocuiri foarte repede.”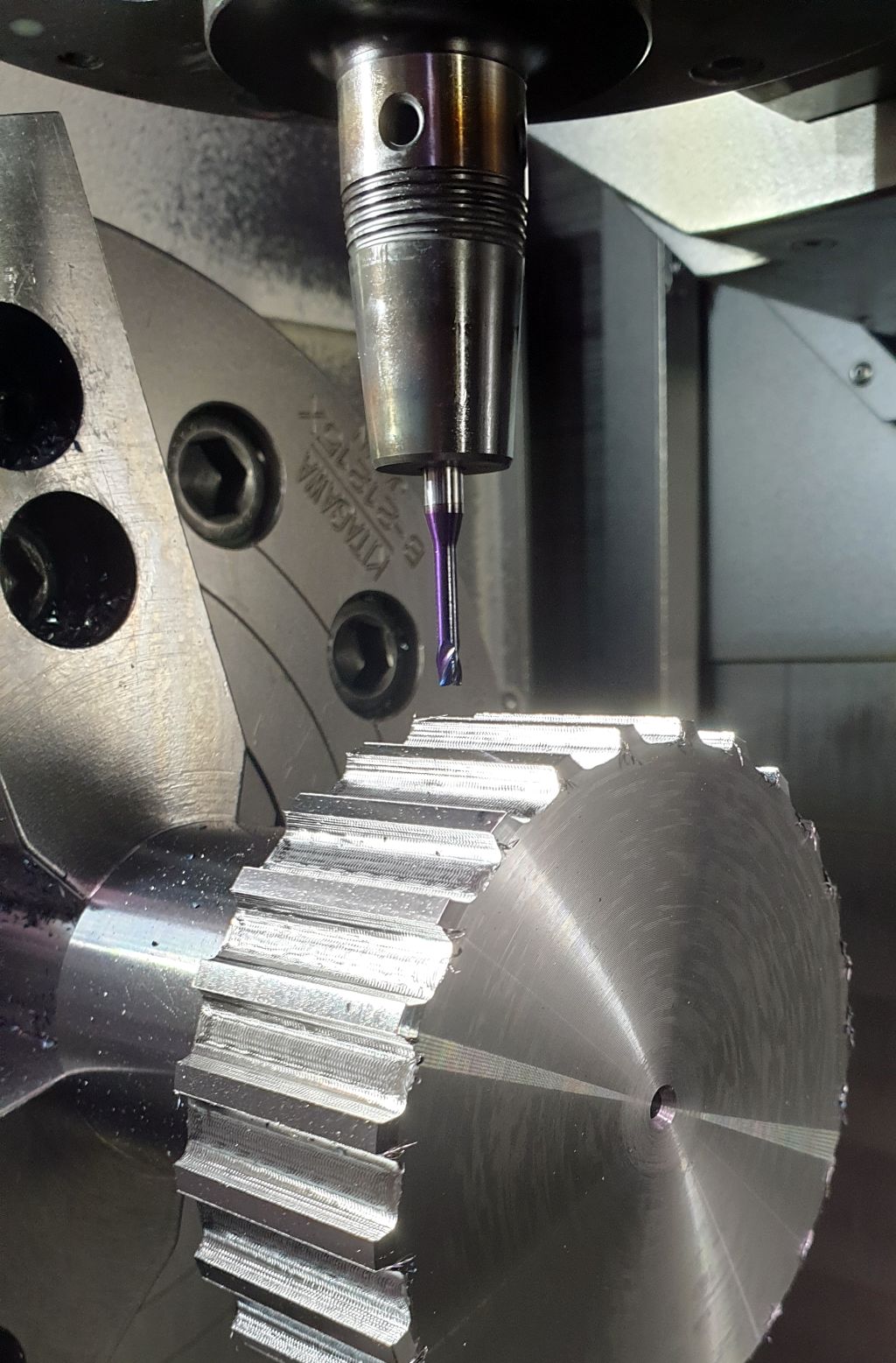
Deoarece în Niederlaasphe se știa și despre punctele forte ale INGERSOLL în domeniul angrenajelor, producătorul de unelte a fost ales atunci când a fost vorba despre fabricarea primelor axe cu pinion. „Am fost foarte siguri că avem partenerul potrivit alături de noi”, a spus Hammer. Pentru prelucrare, Kevin Richstein, consultant tehnic la INGERSOLL, a ales două unelte de debitat și o unealtă de finisare.
Cu trei unelte pentru dințare
Începerea prelucrării este realizată de un freză cu arbore echipată cu două plăci de tăiere cu formă în V din seria HiPosSFeedV de la INGERSOLL. Cu o lățime de 8 mm, aceasta frezează în prima etapă canelurile dintre dinții care vor fi formați ulterior. Unghiul mare de așchiere reduce sarcina de tăiere și asigură o evacuare excelentă a așchiilor.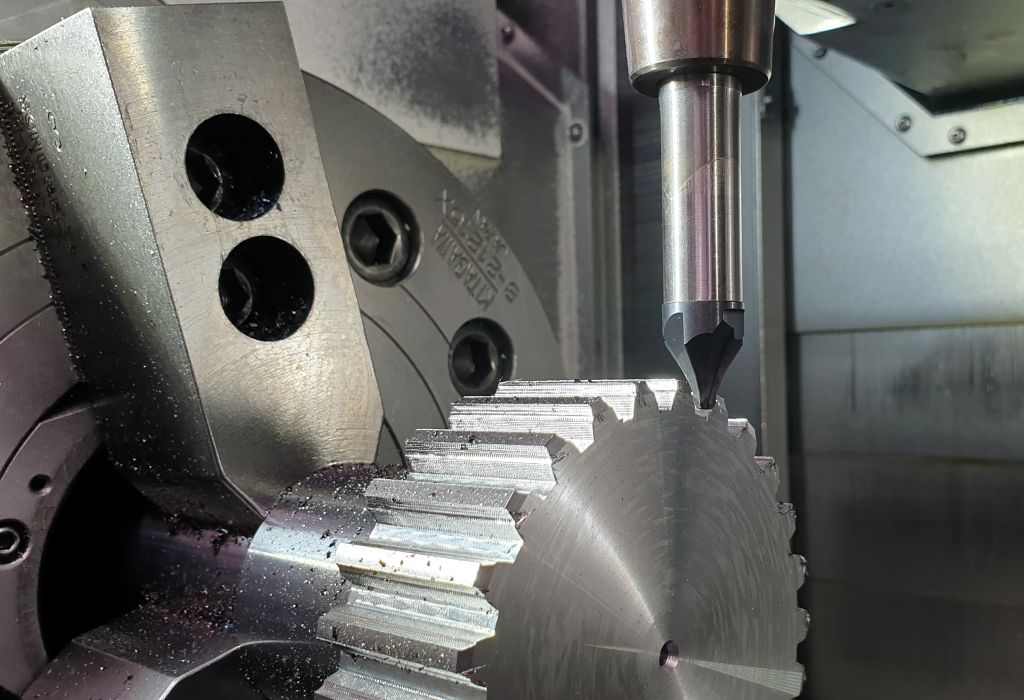
Al doilea freză utilizată de INGERSOLL este un freză VHM-Speed cu trei tăișuri Incoolant cu un diametru de 4 mm, care șlefuiește contururile dinților. Finisarea finală este realizată de un instrument special ChipSurfer. Tăișurile capului de frezare VHM sunt ajustate exact la forma dorită a dinților. Deoarece un cap de frezare uzat poate fi înlocuit fără a fi necesară măsurarea din nou a instrumentului de fiecare dată, munca este ușurată.
Rezultatul a fost foarte apreciat la HWS. „După finisarea cu freza de formă, piesele arată ca și cum ar fi fost șlefuite“, raportează Johannes Bitter. Valorile de tăiere recomandate de INGERSOLL au putut fi preluate direct. Inclusiv prelucrarea preliminară prin turnare, timpul de prelucrare pentru fiecare ax de pinion este de aproximativ 40 de minute.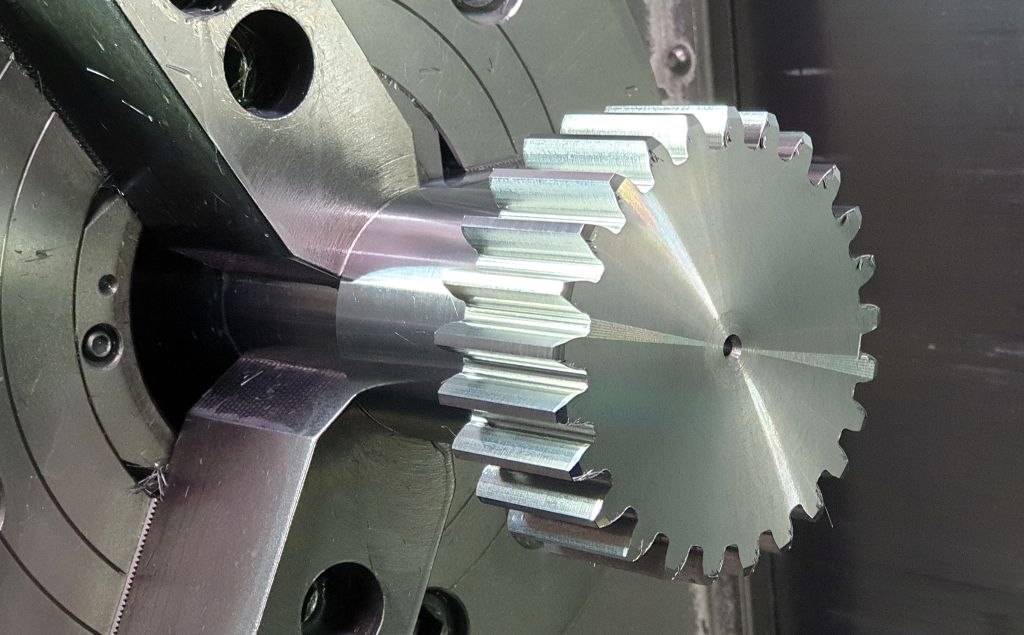
Analiza costurilor a adus de asemenea o surpriză: Roțile dințate produse intern costă compania doar aproximativ jumătate din cât costau piesele livrate anterior. Pe lângă costuri, HWS economisește și timp. „Prin producția internă, putem reduce extrem de mult timpii de livrare, ceea ce beneficiază clienții noștri”, se bucură Hammer. Doar procesul de călire se desfășoară în continuare extern. Intervalul de timp pentru aceasta este ușor de gestionat.
Următoarele componente vor urma.
Cu experiențele pozitive, HWS plănuiește să transfere alte componente în propria producție. După pinioanele mai mici modul 4, urmează și modulele 8 și 10. Aceste roți dințate sunt utilizate mai frecvent de către producător. Strategia de prelucrare rămâne aceeași, însă profilele modulelor diferite se deosebesc prin înălțime, lățime și unghi, astfel încât sunt necesare seturi de unelte proprii pentru fiecare.
Roțile dințate mai mari pot fi fabricate pe o altă mașină Mazak. De asemenea, o producție automatizată pe CLX este de asemenea posibilă datorită timpilor mai lungi de funcționare. În plus, HWS plănuiește să producă în viitor și roți dințate de lanț și bare de dinți, contrapartidele roților dințate.
Eliminarea pieței ruse și tarifele vamale din SUA afectează semnificativ compania. Cu toate acestea, situația comenzilor este în prezent satisfăcătoare. În plus, compania și-a dezvoltat o altă ramură de activitate: cu parcul său de mașini, este bine pregătită și pentru producția la comandă și poate prelucra pentru clienți componente de la cuburi mici până la construcții sudate sau turnate de 20 de tone. HWS poate oferi acum și tăiere la comandă.
Contact:


