


A vállalatot 1937-ben Georg Müller és Heinrich Wagner alapította Müller & Wagner néven Laasphe-ben, öntőgépek gyártására. 1975-ben a japán Sintokogio-csoporttal együttműködve megalakult a Wagner Sinto, egy értékesítési társaság vákuumformázó berendezésekre. Ez volt az alapja a két vállalat közötti máig tartó nagyon jó kapcsolatnak. 1983-ban egyesültek a japán konszernnel, amely a világ legnagyobb öntőgépgyártója. 2003 óta a HWS a Sintokogio 100%-os leányvállalata – egy partnerség, amely sikeres történetté fejlődött. A HWS ma piacvezető gyártó a formázó berendezések, formázógépek és a magas sűrűségű öntőformák gyártásához szükséges technológiák terén az öntödék számára.
A HWS öntőgépeinek tervezése és gyártása teljes mértékben Németországban zajlik. Mivel a cég székhelyén szűkös lett a hely, egy második telephelyet nyitottak a közeli Niederlaasphe-ben a mechanikai gyártás számára, míg a tervezés, fejlesztés, adminisztráció és összeszerelés Bad Laasphe-ben maradt. Összességében a vállalat körülbelül 320 munkavállalót foglalkoztat Németországban.
Egyedi gyártósorok
A gyártó egyes gépek mellett komplett gyártósorokat is kínál öntödék számára. Attól függően, hogy a vásárlók például fürdőszobai csaptelepeket, féktárcsákat vagy motorblokkot gyártanak, az igények a berendezésekkel szemben teljesen eltérőek. Ezért a HWS túlnyomórészt az ügyfél igényei szerint készít különleges gépeket. A tervezés főként a gyártás során használt formakészlet méretét, valamint az ügyfélnél lévő térbeli adottságokat veszi figyelembe.
A specifikus alkatrészek mellett a gyártás különösen a hajtásokhoz sok szabványkomponensre van szüksége. A HWS a hidraulikus hajtások alkatrészeit teljes mértékben saját házon belül gyártja. Ennek köszönhetően a vállalat szükség esetén 24 órán belül tudja szállítani a pótalkatrészeket.
Az elektromos meghajtók esetében, amelyek egyre nagyobb jelentőséggel bírnak, eddig más volt a helyzet. A szükséges fogaskerékalkatrészeket teljes mértékben külsőleg gyártották. „Attól függően, hogy a bérgyártó mennyire van leterhelve, 8 és 12 hét közötti szállítási időkkel kellett számolnunk” – mondja Johannes Bitter, a HWS forgácsolási csoportvezetője.
Az automatizálás mint alap a szerkezetátalakításhoz
A gyártás optimalizálása érdekében a HWS az utóbbi években célzottan automatizálásba fektetett. Az első lépést egy DMG Mori forgó-fúró központ tette meg robotcellával. Később a fúró területen két DMG gép került bevezetésre raklapkezeléssel. Összességében a HWS több mint 20 különböző méretű raklapot tud automatizáltan használni a fúró területen. A gyártó ezekkel a gépekkel olyan alkatrészeket készít, amelyek különböző berendezésekhez szükségesek, nagyobb sorozatokban.
Ezzel megteremtődtek a feltételek a forgácsoló részleg munkafolyamatainak újrastrukturálására. Célzottan az automatizált DMG CLX 450TC gépre helyezték át a munkákat, ami lehetőséget teremtett más gépeken új feladatok elvégzésére. Így nyílt meg az út a fogaskerékalkatrészek saját gyártása előtt. Az elejét a legkisebb, itt szükséges alkatrészek adják: 4-es modulú fogaskerék tengelyek, 108 mm külső átmérővel, öt és tíz darab közötti sorozatméretben, Mazak Integrex i-400 gépen gyártva.
Tesztgyőztes INGERSOLL
A fogaskerekek gyártása teljesen új terület volt a HWS számára. Az, hogy a HWS az INGERSOLL Werkzeuge GmbH-t választotta, nem volt véletlen: az újraszervezés során az összes eddig használt szerszámot felülvizsgálták.
Tavaly ilyenkor a HWS különböző szerszámgyártókat tesztelt különböző megmunkálási feladatok során, és ennek következtében sok mindent kicseréltek. „Az INGERSOLL nagyon jól teljesített a összehasonlítások során” – foglalja össze Christian Hammer, a mechanikai megmunkálás osztályvezetője. Azóta a HWS számos INGERSOLL szerszámot használ marásra, és egyre inkább vágólemezeket is alkalmaz forgácsoláshoz.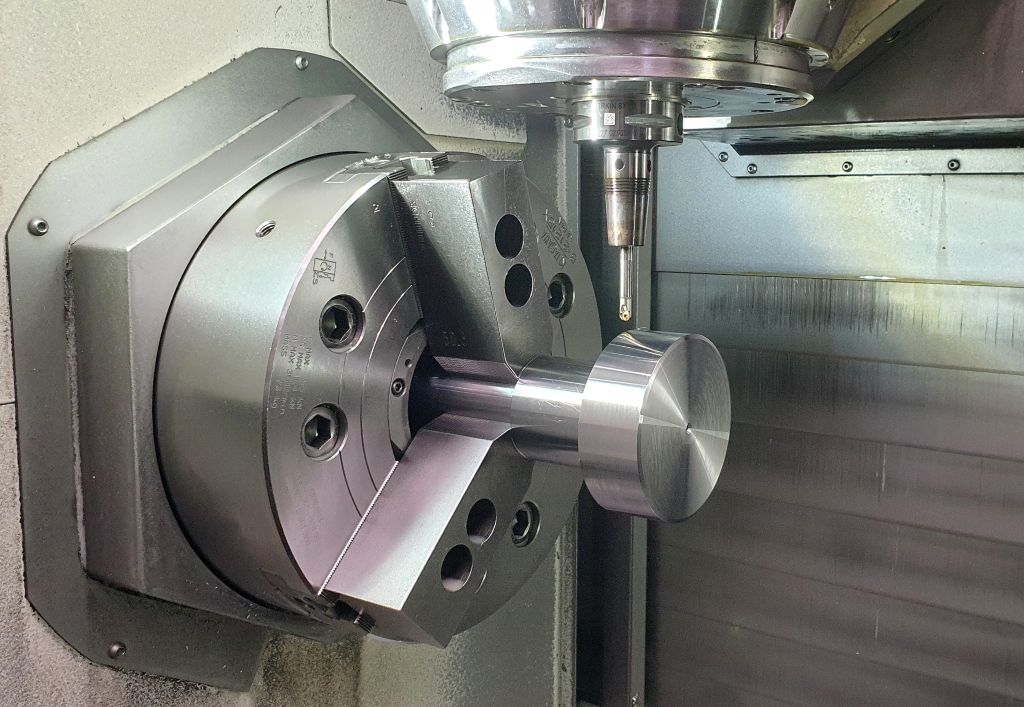
A szerszámminőség mellett a cég értékeli a haigi gyártó tanácsadását és szolgáltatását. „Az együttműködés mindig kiváló volt, és Kevin Richstein egy nagyon kompetens kapcsolattartó számunkra” – dicséri Hammer. „Ha bármilyen problémánk van, a lehető leghamarabb, gyorsan és egyszerűen segítenek. Szükség esetén nagyon gyorsan kapunk csereszerszámot is.”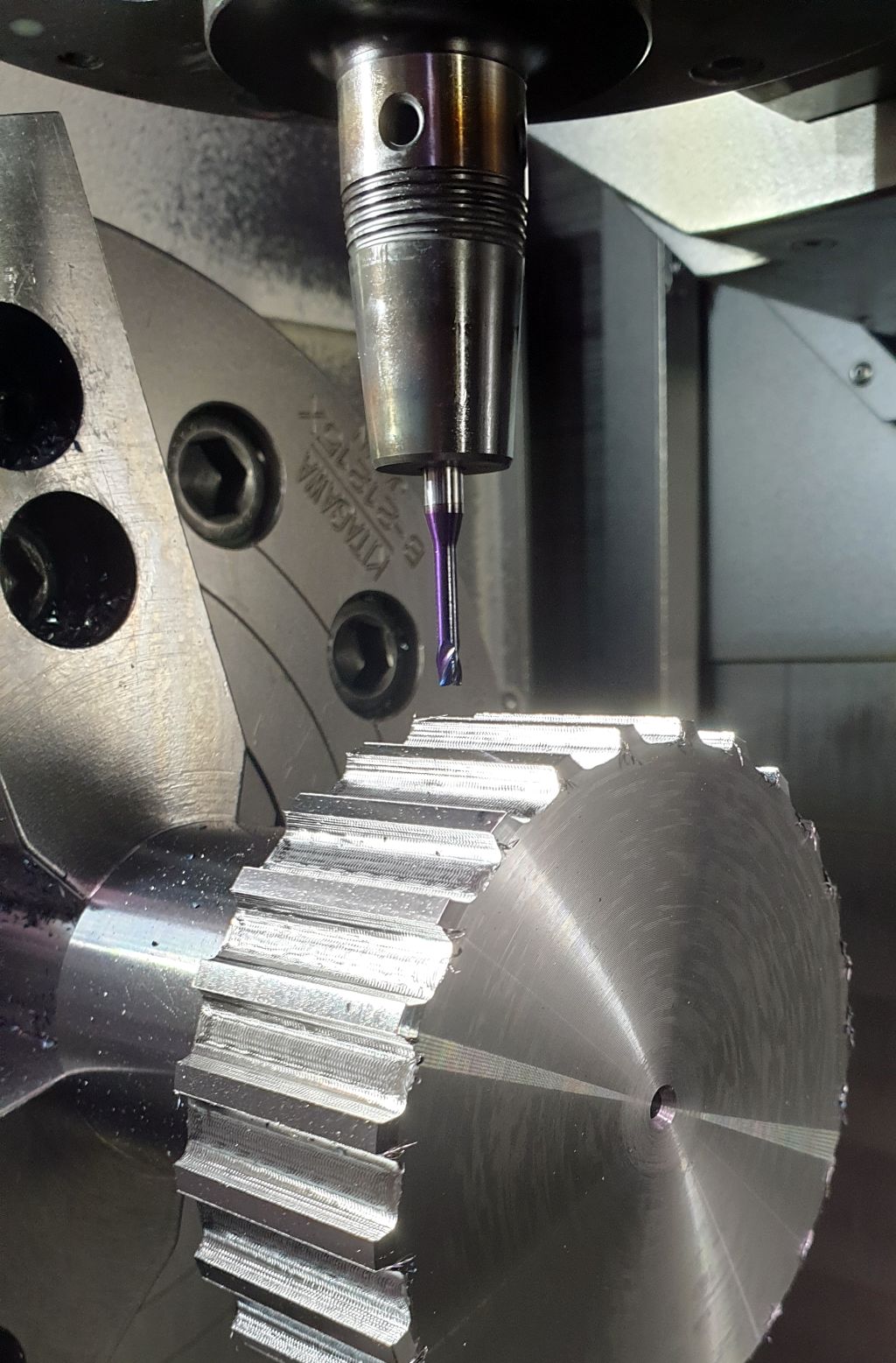
Mivel Niederlaasphe-ben is tudták az INGERSOLL erősségeit a fogazás területén, a szerszámgyártó biztos választás volt, amikor az első fogaskerekek gyártásáról volt szó. „Nagyon biztosak voltunk abban, hogy a megfelelő partnert választottuk” – mondta Hammer. A megmunkáláshoz Kevin Richstein, az INGERSOLL műszaki tanácsadója, két durva megmunkáló szerszámot és egy simító szerszámot választott ki.
Három szerszámmal a fogazásért
A megmunkálás kezdetét egy, a HiPosSFeedV sorozatból származó, két V-alakú forgácsoló lapkával ellátott maró jelenti az INGERSOLL-tól. 8 mm szélességével az első munkafázisban a későbbi fogak közötti hornyokat marja ki. A nagy forgácsolási szög csökkenti a vágási terhelést és kiváló forgácseltávolítást biztosít.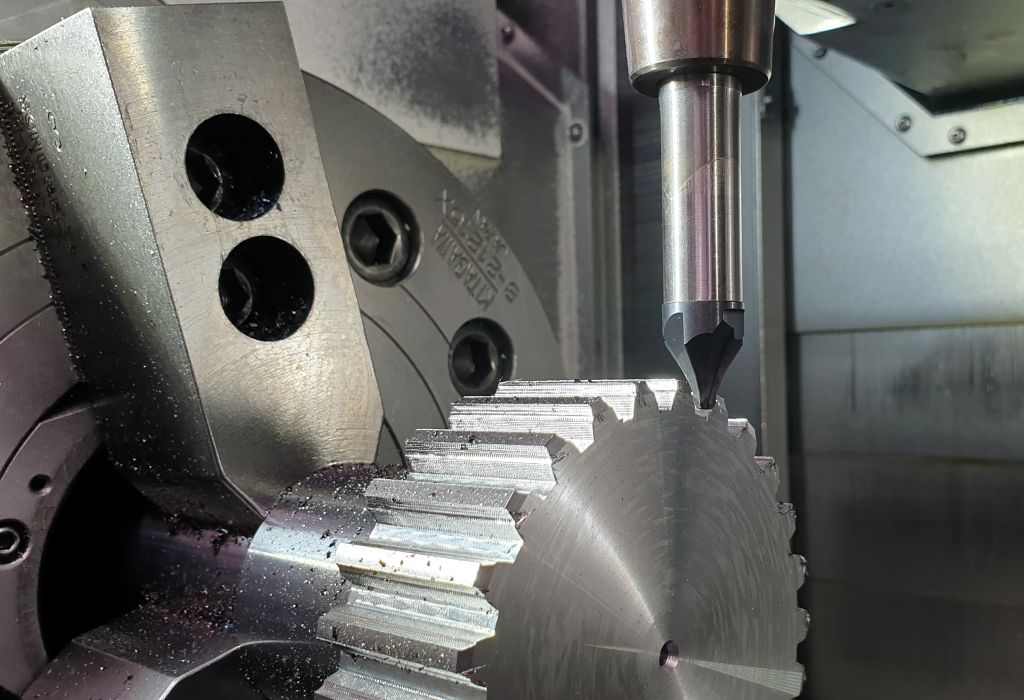
A második használt maró az INGERSOLL-tól egy háromélű VHM-Speedmaró Incoolant, 4 mm átmérővel, amely a fogazat kontúrjait marja. A végső simítást egy ChipSurfer különleges szerszám végzi. A VHM-betétes fej élét pontosan a kívánt fogformához igazították. Mivel a kopott marófej cserélhető anélkül, hogy a szerszámot minden alkalommal újra meg kellene mérni, a munka megkönnyítése történik.
Az eredménnyel a HWS nagyon elégedett. „A formavágóval végzett simítás után a darabok úgy néznek ki, mint a csiszoltak” – számolt be Johannes Bitter. Az INGERSOLL által ajánlott vágási értékeket közvetlenül át tudta venni. A forgácsolás előkészítésével együtt a megmunkálási idő egy fogaskerék tengelyre körülbelül 40 perc.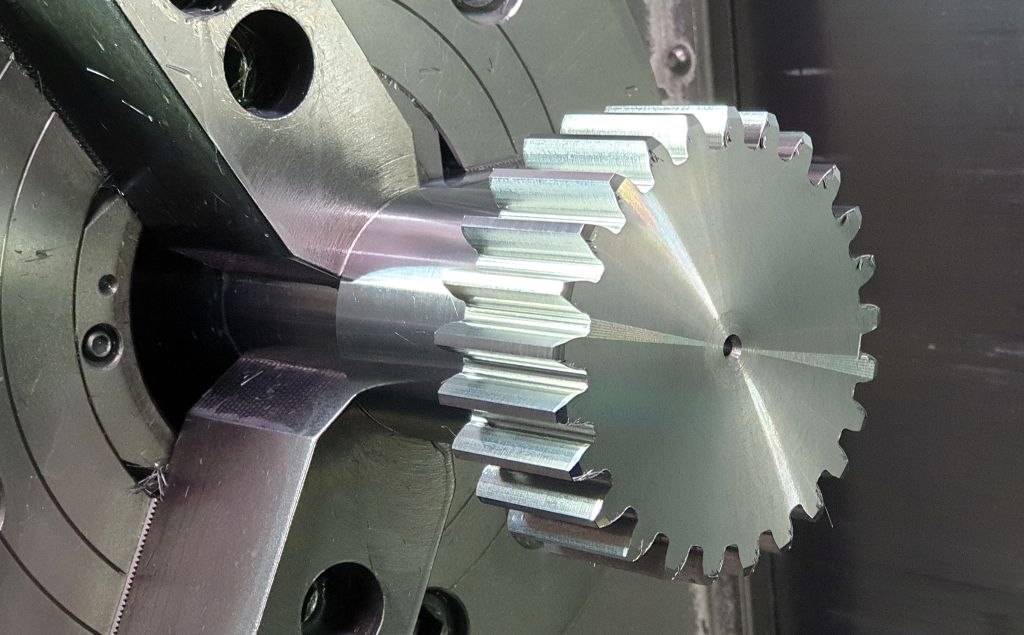
A költségelemzés egy meglepetést is hozott: a saját gyártású fogaskerekek körülbelül feleannyiba kerülnek, mint a korábban beszállított alkatrészek. A költségek mellett a HWS időt is megtakarít. „A házon belüli gyártással rendkívül lerövidíthetjük a szállítási határidőket, amiből ügyfeleink profitálnak” – örül Hammer. Csak a keményítés történik még külső helyszínen. Az erre szánt időkeret átlátható.
További alkatrészek következnek.
A pozitív tapasztalatok alapján a HWS további alkatrészeket tervez saját gyártásba vonni. A kisebb 4-es modulú fogaskerekek után a 8-as és 10-es modulok is következnek. Ezeket a fogaskerekeket gyakrabban használja a gyártó. A megmunkálási stratégia változatlan marad, azonban a különböző modulok profiljai magasságban, szélességben és szögben eltérnek, így mindegyikhez saját szerszámkészletek szükségesek.
Nagyobb fogaskerekek egy másik Mazak gépen készíthetők. Az automatizált gyártás a CLX-en is elképzelhető a hosszabb ciklusidők miatt. Ezen kívül a HWS tervezi, hogy a jövőben lánckerék és fogasléc gyártását is saját maga végzi, amelyek a fogaskerekek párjai.
Az orosz piac kiesése és az amerikai vámok érzékelhetően érintik a céget. Ennek ellenére a megrendelések jelenleg kielégítőek. Továbbá a vállalat egy új lábat is kiépített: gépparkjával jól felkészült a bérgyártásra, és képes ügyfelek számára alkatrészeket készíteni a kis kockától egészen a 20 tonnás hegesztett vagy öntött konstrukciókig, forgatni vagy marni. A HWS most már bérfogatot is tud kínálni.
Kapcsolat:
 Freude statt Frust")

