


L'azienda è stata fondata nel 1937 da Georg Müller e Heinrich Wagner con il nome Müller & Wagner a Laasphe come fabbrica di macchine per fonderie. Nel 1975 è stata creata una società di vendita per impianti di formatura a vuoto con il gruppo giapponese Sintokogio, chiamata Wagner Sinto. Questo è stato il fondamento per l'ottima relazione tra le due aziende fino ad oggi. Nel 1983 è avvenuta la fusione con il conglomerato giapponese, il più grande produttore di macchine per fonderie al mondo. Dal 2003, HWS è una filiale al 100% di Sintokogio - una partnership che si è trasformata in una storia di successo. Oggi HWS è il produttore leader di impianti di formatura, macchine per formatura e tecnologie impiantistiche per la produzione di forme ad alta densità per fonderie.
La pianificazione e la produzione delle macchine per fonderia di HWS avvengono completamente in Germania. Poiché lo spazio presso la sede centrale è diventato ristretto, è stata aggiunta una seconda sede per la produzione meccanica nella vicina Niederlaasphe, mentre progettazione, sviluppo, amministrazione e montaggio sono rimasti a Bad Laasphe. Complessivamente, l'azienda impiega circa 320 dipendenti in Germania.
Linee di produzione personalizzate
Il produttore offre, oltre a singole macchine, anche linee di produzione complete per fonderie. A seconda che i clienti producano, ad esempio, rubinetteria per bagni, dischi dei freni o blocchi motore, le esigenze degli impianti sono molto diverse. HWS produce quindi principalmente macchine speciali su richiesta del cliente. La progettazione tiene conto soprattutto della dimensione della cassa di stampo utilizzata nella produzione e delle condizioni spaziali presso il cliente.
Oltre a pezzi specifici, la produzione necessita in particolare di molti componenti standard per azionamenti. I componenti per azionamenti idraulici sono prodotti completamente internamente da HWS. In questo modo, l'azienda può fornire pezzi di ricambio entro 24 ore in caso di necessità.
Negli azionamenti elettrici, che stanno acquisendo sempre più importanza, la situazione è stata finora diversa. I componenti dentati necessari venivano completamente prodotti esternamente. "A seconda di quanto fosse impegnato il fornitore di lavorazioni, i tempi di consegna variavano tra le 8 e le 12 settimane", riferisce Johannes Bitter, team leader della tornitura presso HWS.
Automazione come base per la ristrutturazione
Per ottimizzare la produzione, HWS ha investito negli ultimi anni in modo mirato nell'automazione. L'inizio è stato segnato da un centro di tornitura-fresatura di DMG Mori con cella robotizzata. In seguito, nel settore della fresatura, sono state aggiunte due macchine DMG con gestione dei pallet. In totale, HWS può utilizzare in modo automatizzato oltre 20 pallet di diverse dimensioni nel settore della fresatura. Con queste macchine, il produttore realizza componenti per cuscinetti in lotti più grandi, necessari per diverse apparecchiature.
Così è stata creata la condizione per ristrutturare i processi di lavoro all'interno del reparto tornitura. Sono stati trasferiti lavori specifici sulla DMG CLX 450TC automatizzata, creando così capacità per nuovi compiti su altre macchine. Questo ha aperto la strada alla produzione interna di componenti dentati. A iniziare dovrebbero essere i più piccoli dei pezzi necessari: alberi a pignone modulo 4 con un diametro esterno di 108 mm, realizzati in lotti compresi tra cinque e dieci pezzi su una Mazak Integrex i-400.
Vincitore del test INGERSOLL
La produzione di ingranaggi era un territorio completamente nuovo per HWS. La scelta di HWS di optare per INGERSOLL Werkzeuge GmbH non è stata casuale: nel corso della riorganizzazione, tutti gli strumenti utilizzati fino ad allora sono stati messi sotto esame.
Circa un anno fa, HWS ha testato diversi produttori di utensili in vari compiti di lavorazione e ha successivamente cambiato molte cose. "INGERSOLL si è comportata molto bene nei confronti", riassume Christian Hammer, responsabile del reparto lavorazione meccanica. Da allora, HWS utilizza molti utensili INGERSOLL per fresatura e sta aumentando anche l'uso di inserti per tornitura.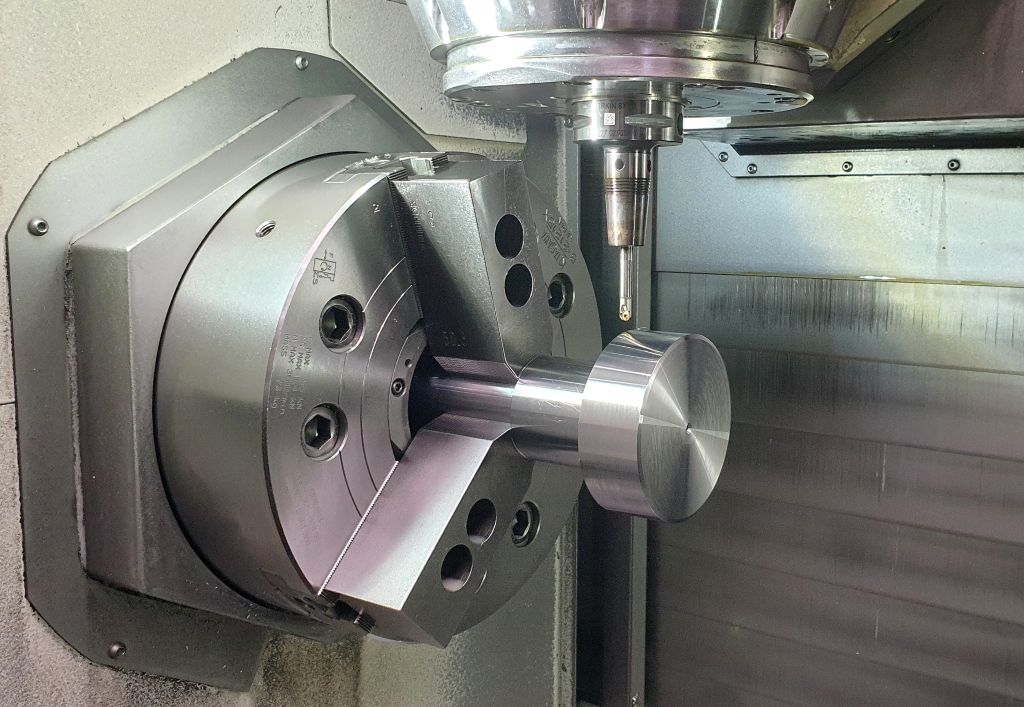
Oltre alla qualità degli utensili, l'azienda apprezza la consulenza e il servizio del produttore di Haiger. "La collaborazione è sempre stata eccellente e con Kevin Richstein abbiamo un referente molto competente", elogia Hammer. "Quando abbiamo un problema, ci viene sempre fornito un aiuto rapido e senza complicazioni. Se necessario, riceviamo anche un ricambio molto rapidamente."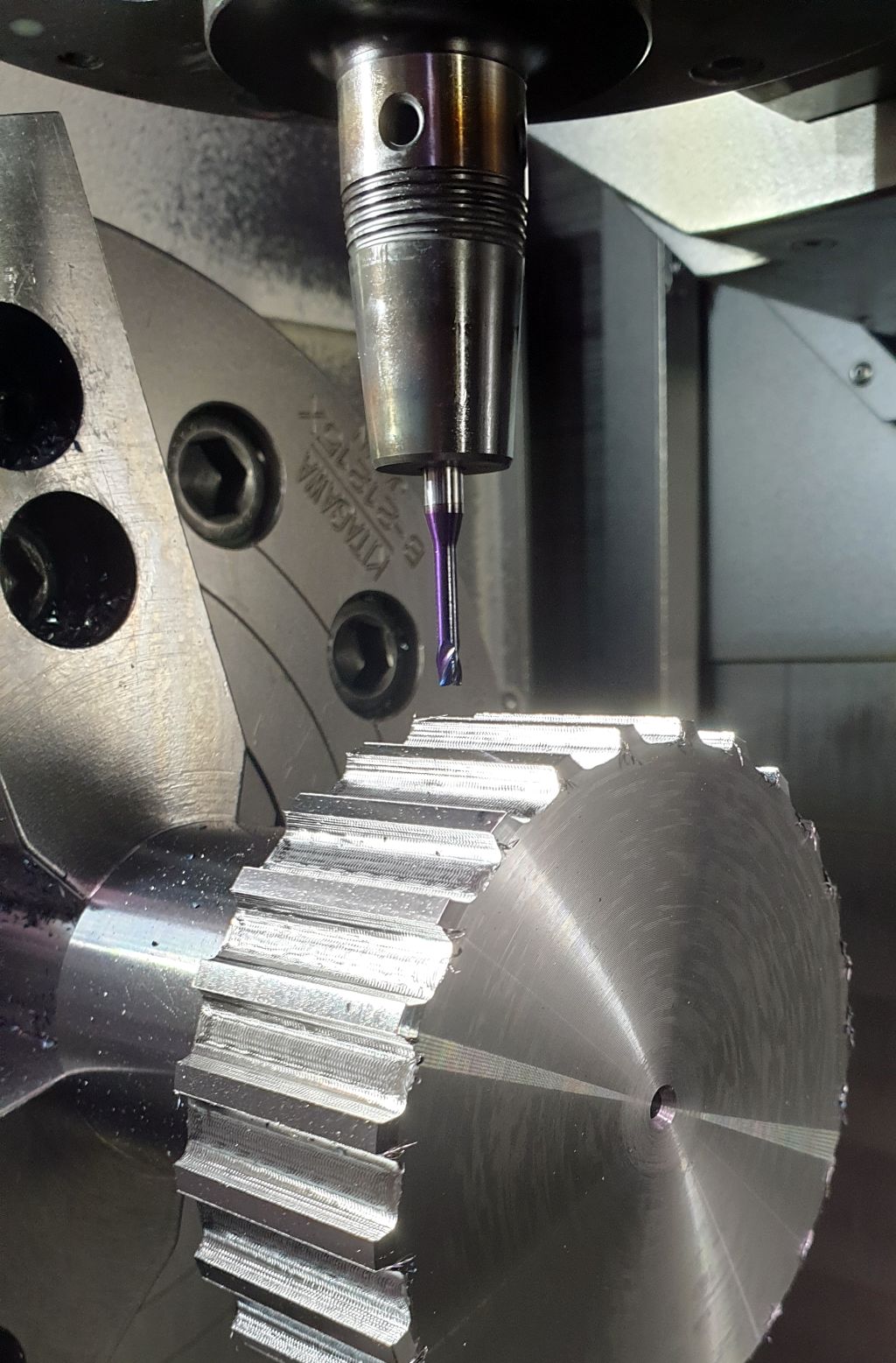
Poiché a Niederlaasphe si conoscevano anche i punti di forza di INGERSOLL nel settore degli ingranaggi, il produttore di utensili è stato scelto per la produzione dei primi alberi a cremagliera. "Eravamo molto sicuri di avere il partner giusto a bordo", afferma Hammer. Per la lavorazione, Kevin Richstein, consulente tecnico di INGERSOLL, ha selezionato due utensili di sgrossatura e un utensile di finitura.
Con tre utensili per la dentatura
L'inizio della lavorazione è affidato a un fresatore a candela della serie HiPosSFeedV di INGERSOLL, dotato di due inserti a forma di V. Con una larghezza di 8 mm, freserà nelle prime fasi le scanalature tra i futuri denti. Il grande angolo di taglio riduce il carico di taglio e garantisce un'eccellente evacuazione dei trucioli.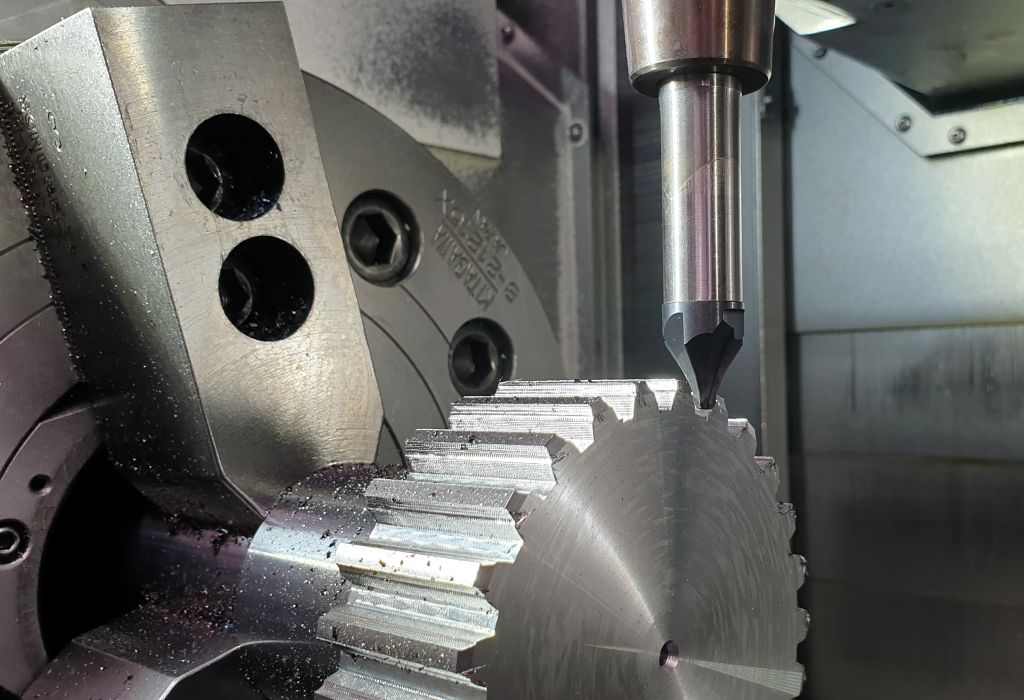
Il secondo fresatore utilizzato da INGERSOLL è un fresatore VHM Speed con 3 taglienti e un diametro di 4 mm, che sgrossa i contorni della dentatura. La finitura finale è affidata a uno strumento speciale ChipSurfer. I taglienti del mandrino VHM sono esattamente adattati alla forma del dente desiderata. Poiché una testa di fresatura usurata può essere sostituita senza dover misurare nuovamente lo strumento ogni volta, il lavoro risulta semplificato.
Il risultato ha molto colpito HWS. "Dopo la finitura con l'utensile a forma, i pezzi sembrano levigati", riporta Johannes Bitter. I valori di taglio raccomandati da INGERSOLL sono stati adottati direttamente. Compresa la pre-lavorazione della tornitura, il tempo di lavorazione per ogni albero a cremagliera è di circa 40 minuti.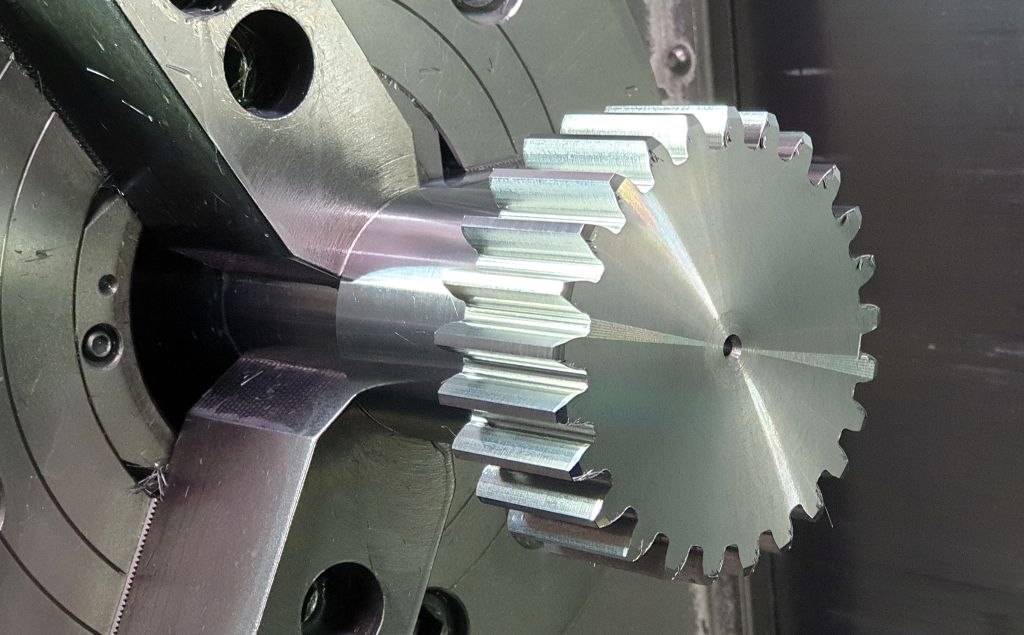
L'analisi dei costi ha inoltre fornito una sorpresa: gli ingranaggi prodotti internamente costano all'azienda solo circa la metà rispetto ai pezzi forniti finora. Oltre ai costi, HWS risparmia anche tempo. "Con la produzione interna possiamo ridurre drasticamente i tempi di consegna, di cui beneficiano i nostri clienti", si rallegrava Hammer. Solo il trattamento di tempra avviene ancora esternamente. Il lasso di tempo per questo è gestibile.
Ulteriori componenti seguiranno.
Con le esperienze positive, HWS pianifica di trasferire ulteriori componenti nella propria produzione. Dopo i piccoli alberi a cremagliera modulo 4, seguiranno anche i moduli 8 e 10. Questi ingranaggi vengono utilizzati più frequentemente dal produttore. La strategia di lavorazione rimane la stessa, tuttavia i profili dei diversi moduli si differenziano per altezza, larghezza e angolo, richiedendo quindi set di utensili specifici.
Ingranaggi più grandi possono essere prodotti su un ulteriore macchina Mazak. È anche possibile una produzione automatizzata sulla CLX a causa dei tempi di lavorazione più lunghi. Inoltre, HWS pianifica in futuro di produrre anche ruote dentate e barre dentate, i controparti degli ingranaggi, internamente.
L'uscita dal mercato russo e i dazi statunitensi colpiscono l'azienda in modo significativo. Tuttavia, attualmente la situazione degli ordini è soddisfacente. Inoltre, l'azienda ha sviluppato un ulteriore pilastro: con il suo parco macchine è ben attrezzata anche per la produzione conto terzi e può lavorare per i clienti componenti che vanno dal piccolo cubo fino a costruzioni saldate o fuse pesanti 20 tonnellate. HWS può ora offrire anche lavorazioni di ingranaggi conto terzi.
Contatto:


