


L'entreprise a été fondée en 1937 par Georg Müller et Heinrich Wagner sous le nom de Müller & Wagner à Laasphe en tant qu'usine de machines de fonderie. En 1975, une société de vente pour des installations de formage sous vide a été créée avec le groupe japonais Sintokogio, qui est devenue Wagner Sinto. Cela a jeté les bases d'une excellente relation entre les deux entreprises qui perdure jusqu'à aujourd'hui. En 1983, l'entreprise a fusionné avec le groupe japonais, le plus grand fabricant de machines de fonderie au monde. Depuis 2003, HWS est une filiale à 100 % de Sintokogio - un partenariat qui s'est transformé en une histoire de succès. HWS est aujourd'hui un fabricant leader sur le marché d'installations de moulage, de machines de moulage et de technologies d'installation pour la production de moules hautement compactés pour les fonderies.
La planification et la production des machines de fonderie de HWS se font entièrement en Allemagne. Comme l'espace au siège de l'entreprise est devenu limité, un deuxième site pour la production mécanique a été ajouté à Niederlaasphe, tandis que la conception, le développement, l'administration et le montage sont restés à Bad Laasphe. L'entreprise emploie environ 320 personnes en Allemagne.
Lignes de production sur mesure
Le fabricant propose, en plus de machines individuelles, des lignes de production complètes pour les fonderies. Selon que les clients fabriquent des robinetteries de salle de bain, des disques de frein ou des blocs moteurs, les exigences envers les installations varient considérablement. HWS produit donc principalement des machines spéciales selon les souhaits des clients. La conception prend en compte principalement la taille des moules utilisés dans la production ainsi que les conditions spatiales chez le client.
En plus de pièces spécifiques, la production nécessite particulièrement pour les entraînements de nombreux composants standard. HWS fabrique entièrement les composants pour les entraînements hydrauliques en interne. Cela permet à l'entreprise de fournir des pièces de rechange dans un délai de 24 heures si nécessaire.
Pour les entraînements électriques, qui prennent de plus en plus d'importance, la situation était jusqu'à présent différente. Les pièces d'engrenage nécessaires étaient entièrement fabriquées à l'extérieur. « Selon le degré de charge du sous-traitant, les délais de livraison variaient entre 8 et 12 semaines », rapporte Johannes Bitter, chef d'équipe tournage chez HWS.
Automatisation comme base pour la restructuration
Pour optimiser la production, HWS investit depuis quelques années de manière ciblée dans l'automatisation. Le point de départ a été un centre de tournage-fraisage de DMG Mori avec cellule robotisée. Plus tard, deux machines DMG avec gestion de palettes ont été ajoutées dans le domaine du fraisage. Au total, HWS peut utiliser plus de 20 palettes de différentes tailles de manière automatisée dans le domaine du fraisage. Avec ces machines, le fabricant produit des pièces de roulement en plus grandes séries, nécessaires pour différentes installations.
Cela a permis de restructurer les processus de travail au sein du département de tournage. Des travaux ont été spécifiquement transférés sur la DMG CLX 450TC automatisée, libérant ainsi des capacités sur d'autres machines pour de nouvelles tâches. Cela a ouvert la voie à la production interne de pièces d'engrenage. Les plus petites pièces nécessaires ici devaient être produites en premier : des arbres de pignon module 4 avec un diamètre extérieur de 108 mm, fabriqués en séries de cinq à dix pièces sur une Mazak Integrex i-400.
Gagnant du test INGERSOLL
La fabrication d'engrenages était un domaine totalement nouveau pour HWS. Le choix de HWS pour les outils d'INGERSOLL n'était pas un hasard : dans le cadre de la réorganisation, tous les outils précédemment utilisés ont été soumis à un banc d'essai.
Il y a un peu plus d'un an, HWS a testé différents fabricants d'outils pour diverses tâches d'usinage et a ensuite changé beaucoup de choses. « INGERSOLL s'est très bien comporté dans les comparaisons », résume Christian Hammer, responsable du département d'usinage mécanique. Depuis, HWS utilise de nombreux outils d'INGERSOLL pour le fraisage et renforce également les plaquettes de coupe pour le tournage.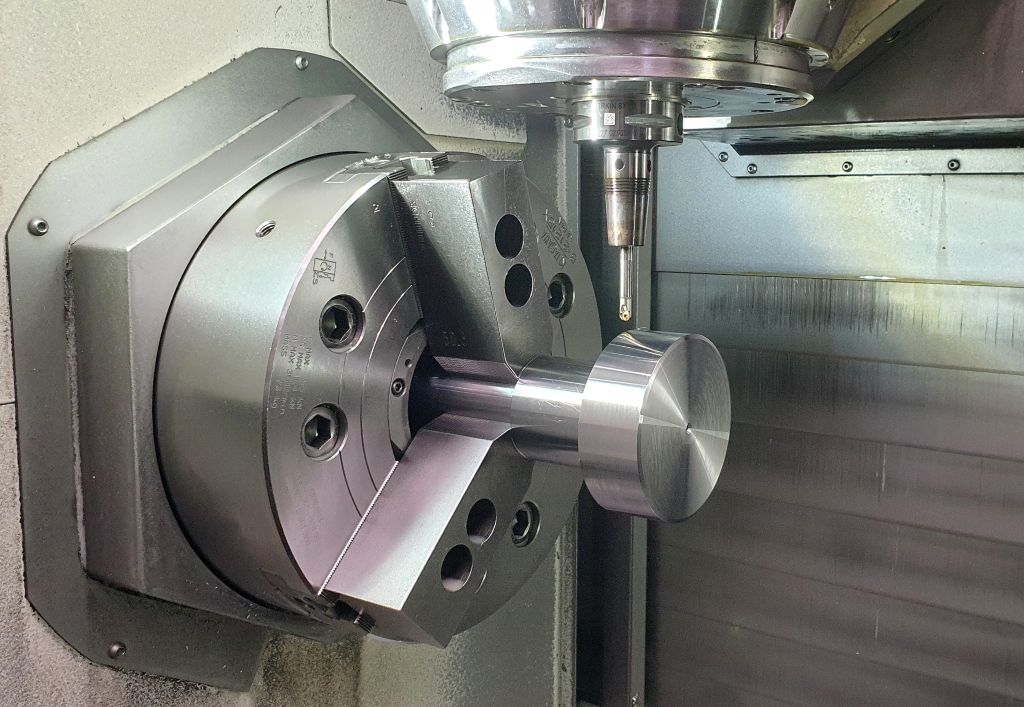
En plus de la qualité des outils, l'entreprise apprécie le conseil et le service du fabricant de Haiger. « La collaboration a toujours été excellente et avec Kevin Richstein, nous avons un interlocuteur très compétent », loue Hammer. « Lorsque nous avons une demande, nous recevons rapidement et facilement de l'aide. Si nécessaire, nous obtenons également très rapidement un remplacement. »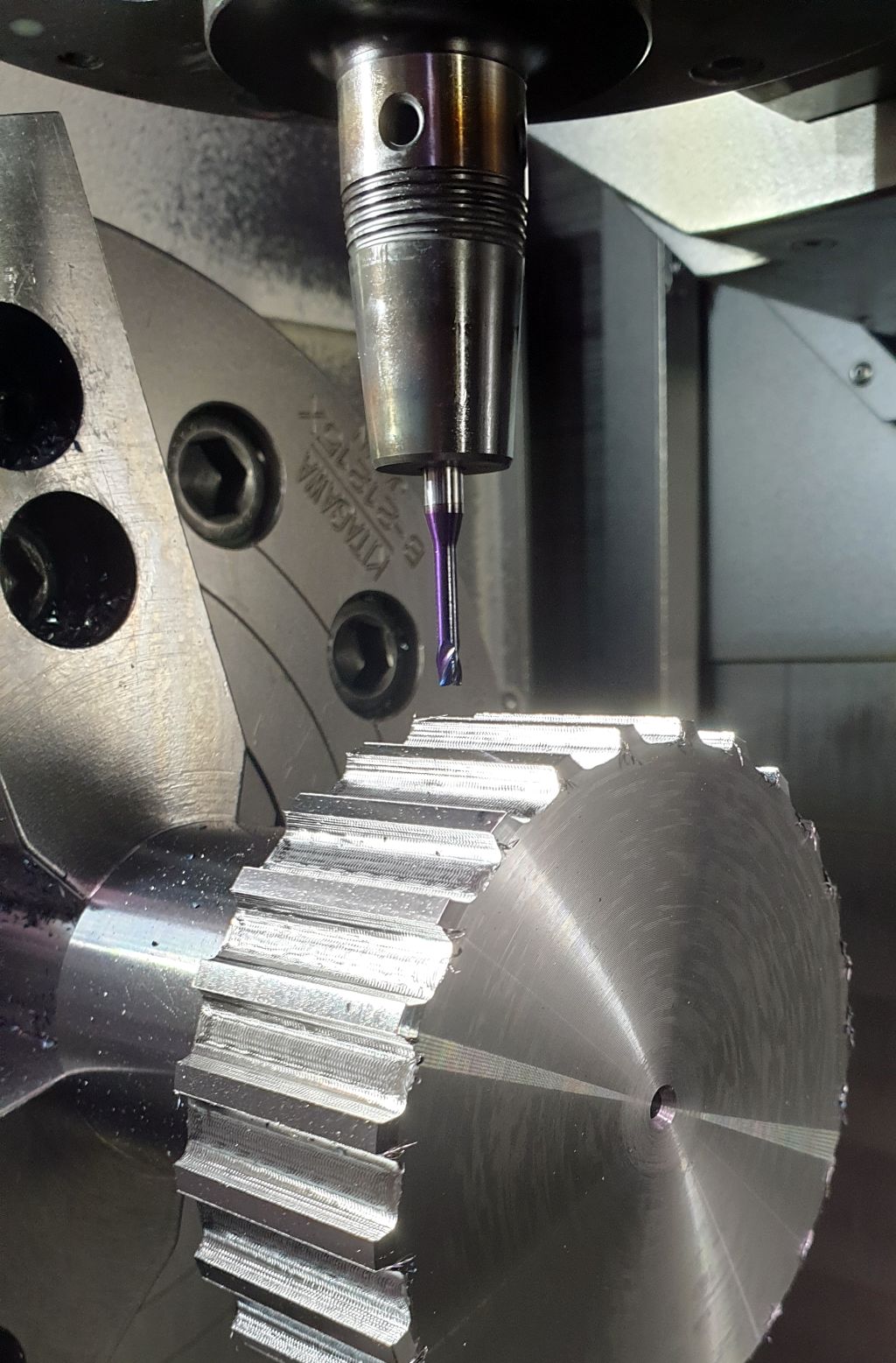
Sachant que Niederlaasphe connaissait également les forces d'INGERSOLL dans le domaine de l'engrenage, le fabricant d'outils a été choisi pour la fabrication des premiers arbres de pignon. « Nous étions très sûrs d'avoir le bon partenaire à bord », déclare Hammer. Pour le traitement, Kevin Richstein, conseiller technique chez INGERSOLL, a sélectionné deux outils de dégrossissage et un outil de finition.
Avec trois outils pour l'engrenage
Le début du traitement est assuré par un fraiseur à tige équipé de deux plaquettes de coupe réversibles en forme de V de la série HiPosSFeedV d'INGERSOLL. Avec sa largeur de 8 mm, il fraise lors de la première étape les rainures entre les dents futures. Le grand angle de coupe réduit la charge de coupe et assure un excellent évacuation des copeaux.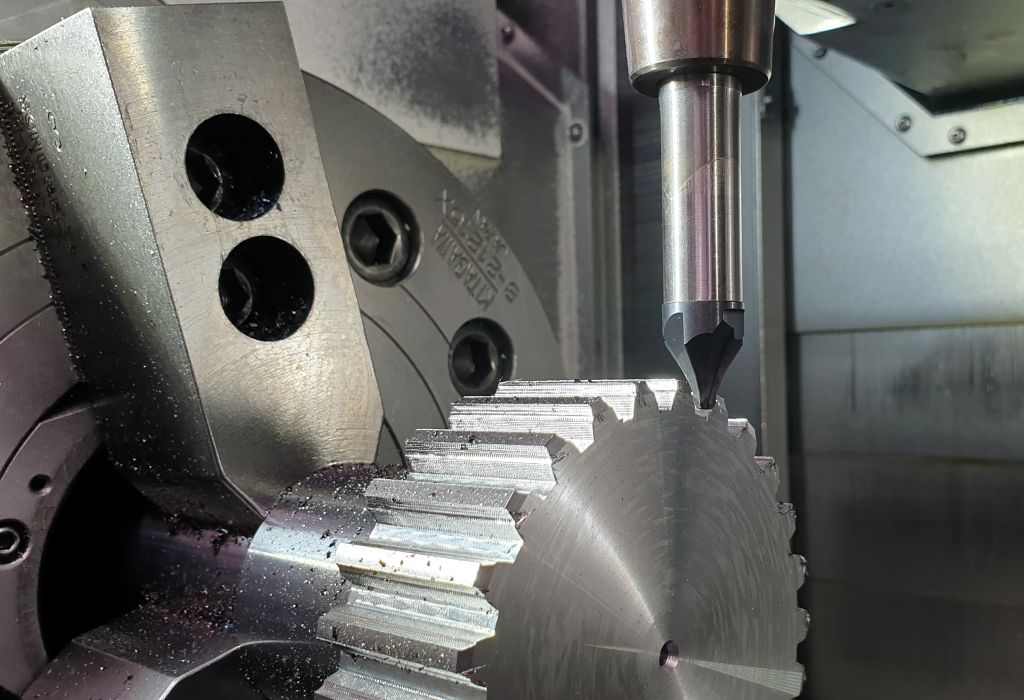
Le deuxième fraiseur utilisé d'INGERSOLL est un fraiseur VHM-Speed Incoolant à trois dents avec un diamètre de 4 mm, qui dégrossit les contours de l'engrenage. Le finissage est assuré par un outil spécial ChipSurfer. Les arêtes de la tête VHM à vis sont exactement adaptées à la forme de dent souhaitée. Comme une tête de fraisage usée peut être remplacée sans avoir à mesurer à nouveau l'outil à chaque fois, le travail est facilité.
Le résultat satisfait beaucoup HWS. « Après le finissage avec le fraiseur de forme, les pièces ont l'air d'avoir été poncées », rapporte Johannes Bitter. Les valeurs de coupe recommandées par INGERSOLL ont pu être directement appliquées. En incluant le pré-usinage tournant, le temps de traitement par arbre de pignon est d'environ 40 minutes.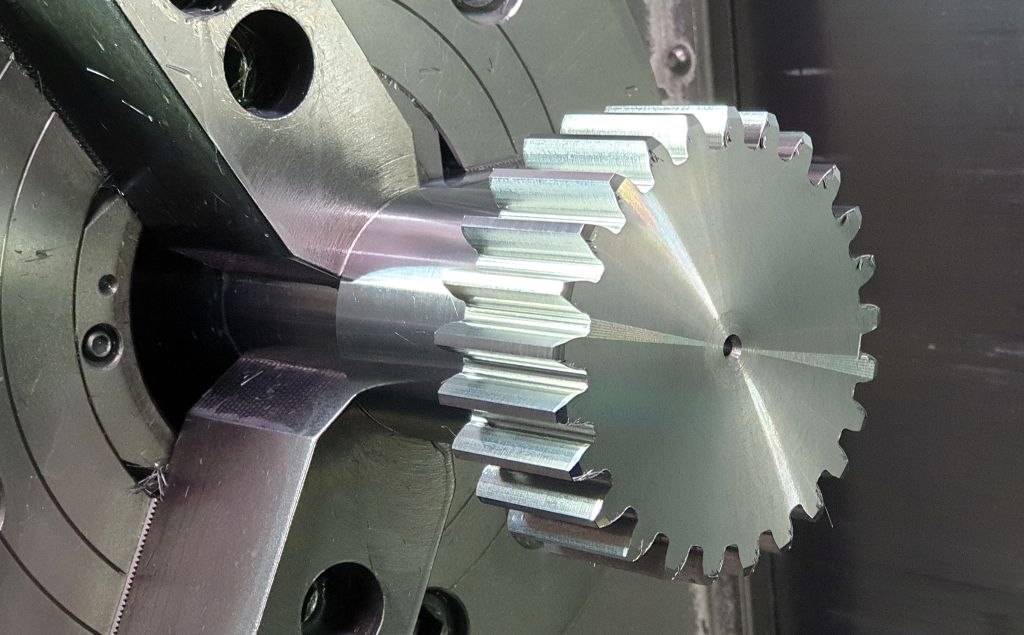
L'analyse des coûts a également révélé une surprise : les pignons produits en interne coûtent à l'entreprise environ la moitié de ce que coûtaient les pièces fournies jusqu'à présent. En plus des coûts, HWS gagne également du temps. « Avec la production interne, nous pouvons réduire considérablement les délais de livraison, ce dont nos clients bénéficient », se réjouit Hammer. Seule la trempe est encore effectuée à l'extérieur. Le délai pour cela est gérable.
D'autres pièces doivent suivre
Avec les expériences positives, HWS prévoit de transférer d'autres composants dans sa propre production. Après les petites arbres à pignon module 4, les modules 8 et 10 devraient également suivre. Ces engrenages sont plus souvent utilisés par le fabricant. La stratégie de traitement reste la même, mais les profils des différents modules diffèrent en termes de hauteur, de largeur et d'angle, nécessitant ainsi des ensembles d'outils spécifiques.
Des engrenages plus grands peuvent être fabriqués sur une autre machine Mazak. Une production automatisée sur la CLX est également envisageable en raison des temps de cycle plus longs. De plus, HWS prévoit de produire à l'avenir des pignons et des crémaillères, qui sont les contreparties des engrenages.
La disparition du marché russe et les droits de douane américains affectent l'entreprise de manière significative. Néanmoins, la situation des commandes est actuellement satisfaisante. De plus, l'entreprise a développé un autre pilier : avec son parc de machines, elle est également bien positionnée pour la production sous-traitée et peut usiner pour des clients des composants allant du petit cube jusqu'à des constructions en soudure ou en fonte pesant jusqu'à 20 tonnes. HWS peut désormais également offrir des engrenages sous-traités.
Contact :


