


Společnost byla založena v roce 1937 Georgem Müllerem a Heinrichem Wagnerem pod názvem Müller & Wagner v Laasphe jako továrna na slévárenské stroje. V roce 1975 vznikla se japonskou skupinou Sintokogio prodejní společnost pro vakuové formovací zařízení, která se nazývá Wagner Sinto. To byl základ pro dodnes velmi dobrý vztah obou společností. V roce 1983 došlo ke sloučení s japonským koncernem, největším výrobcem slévárenských strojů na světě. Od roku 2003 je HWS 100% dceřinou společností Sintokogio – partnerství, které se vyvinulo v úspěšný příběh. HWS je dnes lídrem na trhu výrobců formovacích zařízení, formovacích strojů a technologií zařízení pro výrobu vysoce hustých forem pro slévárny.
Plánování a výroba slévárenských strojů od HWS probíhá zcela v Německu. Protože prostor v sídle firmy byl omezený, byl přidán druhý výrobní závod v nedalekém Niederlaasphe, zatímco konstrukce, vývoj, správa a montáž zůstaly v Bad Laasphe. Celkem firma zaměstnává přibližně 320 pracovníků v Německu.
Zakázkové výrobní linky
Výrobce nabízí kromě jednotlivých strojů také kompletní výrobní linky pro slévárny. V závislosti na tom, zda zákazníci vyrábějí například koupelnové armatury, brzdové kotouče nebo motorové bloky, jsou požadavky na zařízení zcela odlišné. HWS proto převážně vyrábí speciální stroje na míru podle přání zákazníka. Konstrukce přitom zohledňuje především velikost formovacího boxu používaného ve výrobě a prostorové podmínky u zákazníka.
Kromě specifických dílů potřebuje výroba zejména pro pohony mnoho standardních komponentů. Součásti pro hydraulické pohony vyrábí HWS kompletně ve vlastním závodě. Díky tomu může společnost v případě potřeby dodat náhradní díly do 24 hodin.
U elektrických pohonů, které nabývají na významu, to dosud vypadalo jinak. Potřebné ozubené části se vyráběly zcela externě. „V závislosti na tom, jak je právě vytížený subdodavatel, docházelo k dodacím lhůtám mezi 8 a 12 týdny,“ uvádí Johannes Bitter, vedoucí týmu soustružení ve společnosti HWS.
Automatizace jako základ pro restrukturalizaci
Pro optimalizaci výroby investuje HWS již několik let cíleně do automatizace. Začalo to soustružnicko-frézovacím centrem od DMG Mori s robotickou buňkou. Později byly přidány dvě DMG stroje s manipulací palet v oblasti frézování. Celkově může HWS automatizovaně používat více než 20 palet různých velikostí v oblasti frézování. S těmito stroji výrobce vyrábí ložiskové díly ve větších sériích, které jsou potřebné pro různé zařízení.
Tím byly vytvořeny podmínky pro nové strukturování pracovních procesů v oddělení soustružení. Cíleně byly práce převedeny na automatizovaný DMG CLX 450TC, což vytvořilo kapacity na jiných strojích pro nové úkoly. Tak se otevřela cesta pro vlastní výrobu ozubených dílů. Začít by měly nejmenší z zde potřebných dílů: ozubené hřídele modulu 4 s vnějším průměrem 108 mm, vyráběné v sériích mezi pěti a deseti kusy na stroji Mazak Integrex i-400.
Vítěz testu INGERSOLL
Výroba ozubení byla pro HWS naprosto novou oblastí. To, že se HWS rozhodla pro INGERSOLL Werkzeuge GmbH, nebylo náhodné: V rámci reorganizace byly všechny dosud používané nástroje podrobeny kontrole.
Před více než rokem testovala HWS různé výrobce nástrojů při různých obráběcích úlohách a následně mnohé vyměnila. „INGERSOLL se v porovnáních skvěle osvědčil,“ shrnuje Christian Hammer, vedoucí oddělení mechanického obrábění. Od té doby HWS používá mnoho nástrojů od INGERSOLL pro frézování a také více řezných destiček pro soustružení.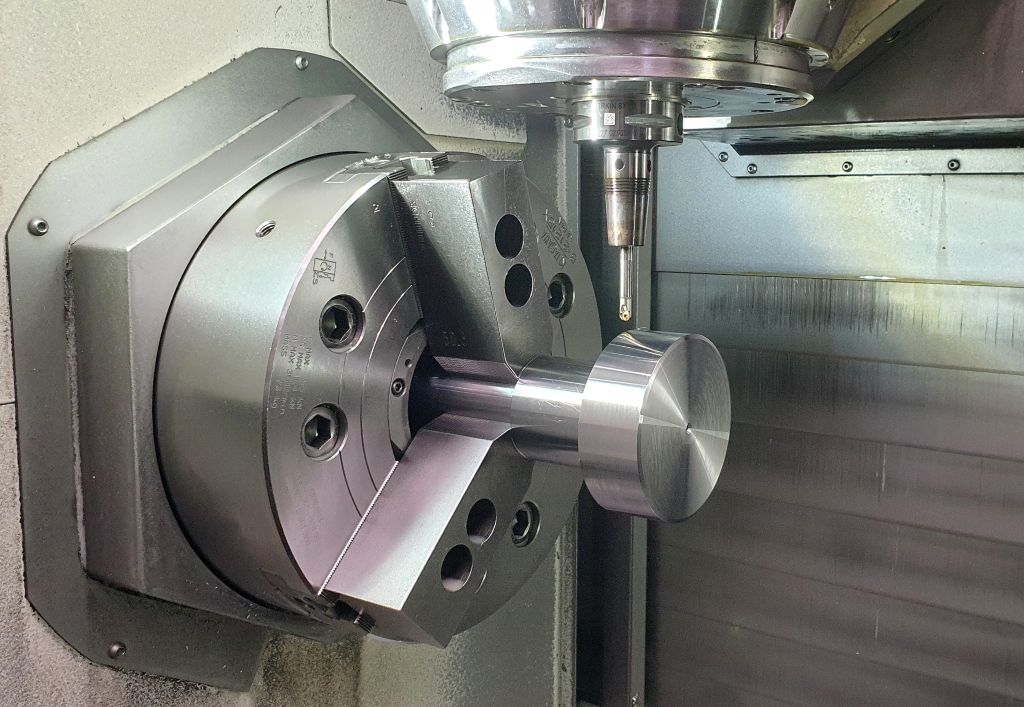
Kromě kvality nástrojů si společnost cení poradenství a služeb výrobce z Haigeru. „Spolupráce byla vždy vynikající a s Kevinem Richsteinem máme velmi kompetentního kontaktního partnera,“ chválí Hammer. „Pokud máme nějaký problém, je nám během velmi krátké doby rychle a bez komplikací pomoheno. V případě potřeby dostaneme také velmi rychle náhradní díly.“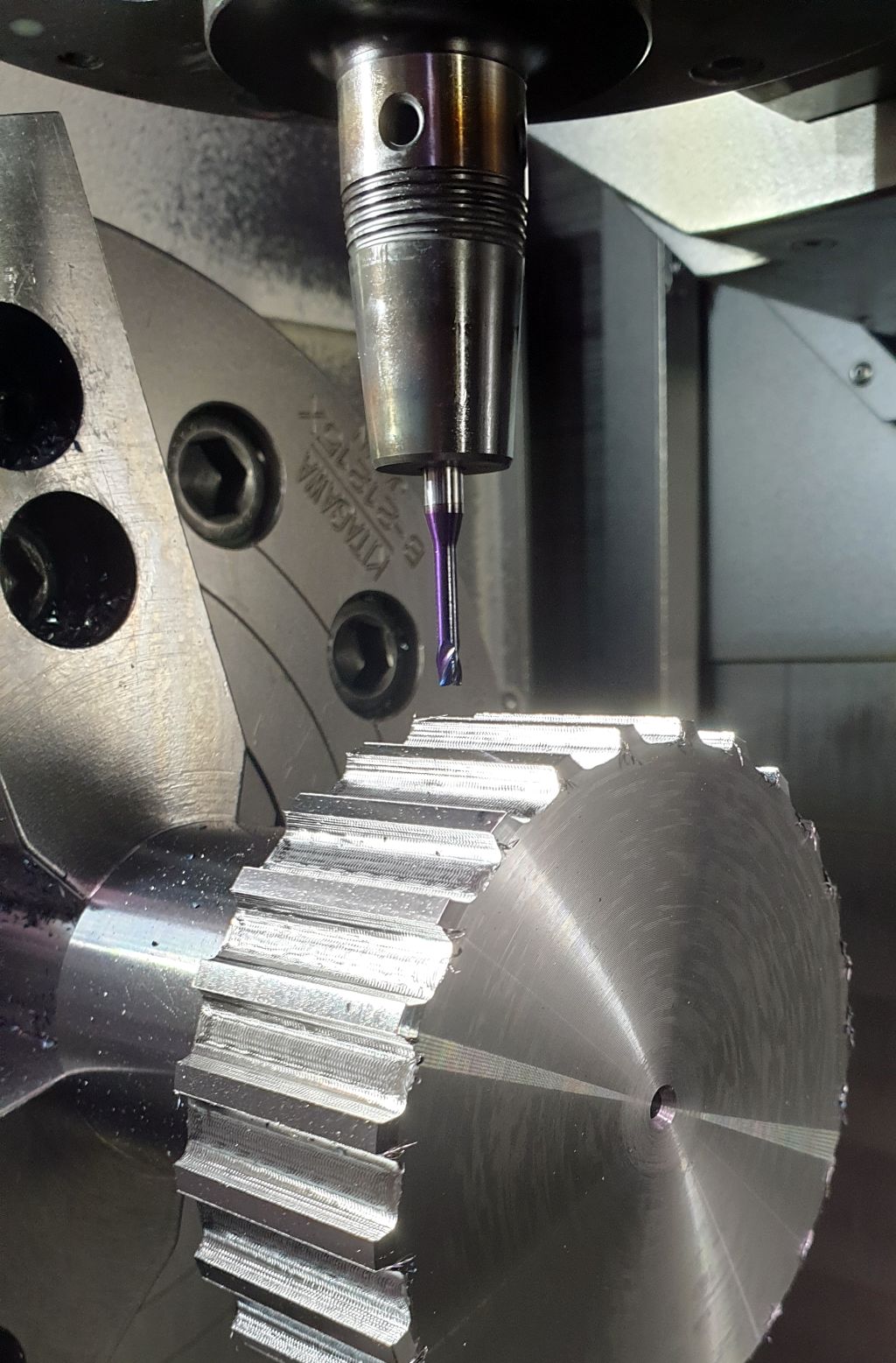
Jelikož se v Niederlaasphe vědělo také o silných stránkách INGERSOLL v oblasti zubování, byl výrobce nástrojů jasnou volbou, když přišlo na výrobu prvních ozubených hřídelí. „Byli jsme si velmi jisti, že máme správného partnera na palubě,“ říká Hammer. Pro zpracování vybral Kevin Richstein, technický poradce společnosti INGERSOLL, dva hrubovací nástroje a jeden dokončovací nástroj.
Se třemi nástroji k ozubení
Začátek obrábění provádí hrotový fréza s dvěma V-tvarovými vyměnitelnými břitovými destičkami ze série HiPosSFeedV od společnosti INGERSOLL. Se šířkou 8 mm frézuje v prvním pracovním kroku drážky mezi pozdějšími zuby. Velký úhel třísky snižuje řeznou zátěž a zajišťuje vynikající odvod třísky.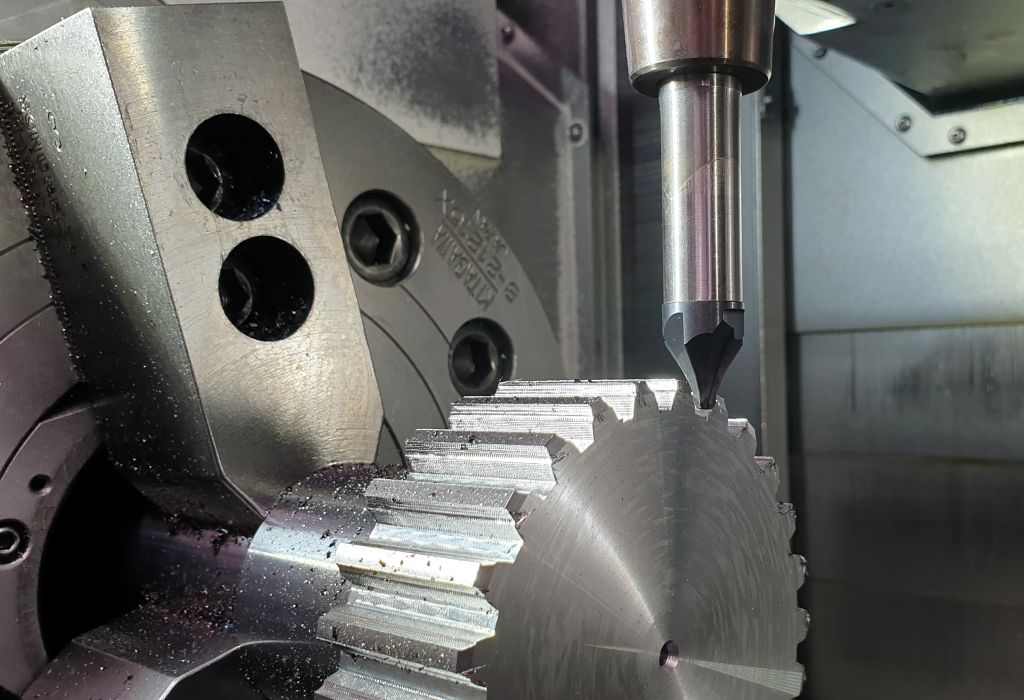
Druhý použitý frézař od INGERSOLL je tříbřitou VHM-Speedfréza Incoolant s průměrem 4 mm, která obrušuje kontury ozubení. Konečné dokončení zajišťuje speciální nástroj ChipSurfer. Břity VHM šroubovací hlavy jsou přesně přizpůsobeny požadovanému tvaru zubu. Protože opotřebovaný frézovací hlava může být vyměněna, aniž by bylo nutné nástroj pokaždé znovu měřit, usnadňuje to práci.
Z výsledku jsou v HWS velmi nadšeni. „Po dokončovacím obrábění s tvarovým frézovacím nástrojem vypadají díly jako broušené,“ říká Johannes Bitter. Doporučené řezné hodnoty od INGERSOLL mohl přímo převzít. Včetně předběžného obrábění na součásti hřídele trvá doba obrábění přibližně 40 minut.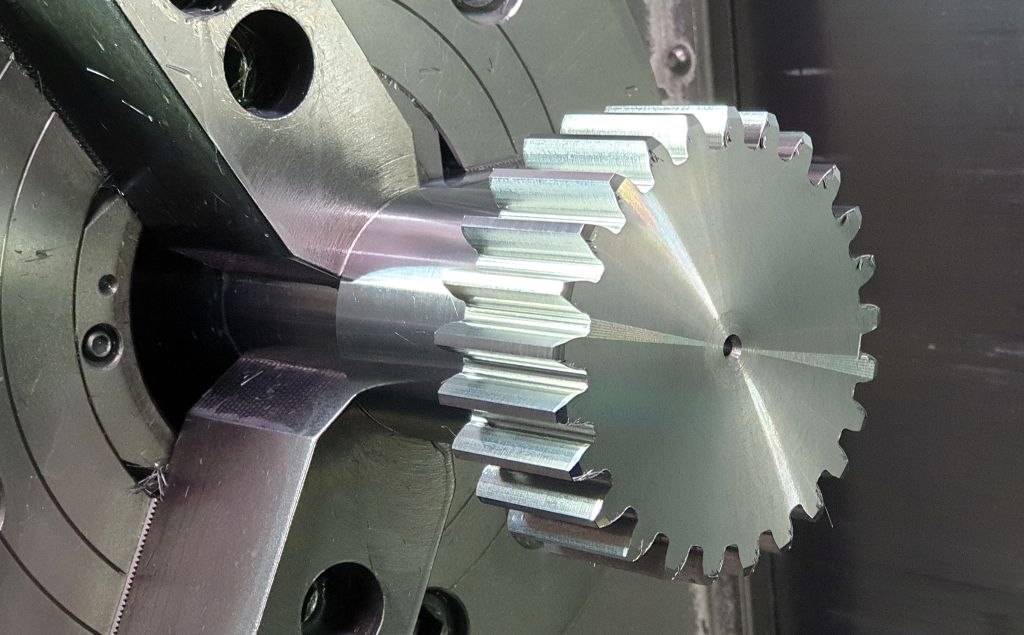
Analýza nákladů také přinesla překvapení: Vlastní výroba ozubených kol stojí firmu pouze asi polovinu toho, co dosud dodávané díly. Kromě úspor nákladů šetří HWS také čas. „Díky interní výrobě můžeme výrazně zkrátit dodací lhůty, což prospívá našim zákazníkům,“ těší se Hammer. Pouze kalení se stále provádí externě. Časový rámec pro to je přehledný.
Další součásti budou následovat.
S pozitivními zkušenostmi plánuje HWS převést další součásti do vlastní výroby. Po menších ozubených kolech modulu 4 by měly následovat také moduly 8 a 10. Tato ozubená kola výrobce používá častěji. Zpracovatelská strategie zůstává stejná, avšak profily různých modulů se liší výškou, šířkou a úhlem, takže jsou potřeba vlastní sady nástrojů.
Větší ozubená kola mohou být vyráběna na dalším stroji Mazak. Také automatizovaná výroba na CLX je vzhledem k delším provozním časům možná. Kromě toho HWS plánuje v budoucnu také vyrábět řetězová kola a ozubené tyče, které jsou protějšky ozubených kol.
Ztráta ruského trhu a americká cla mají na firmu znatelný dopad. Přesto je aktuální stav zakázek uspokojivý. Navíc si společnost vybudovala další pilíř: se svým strojním parkem je také dobře připravena na zakázkovou výrobu a může pro zákazníky vyrábět součásti od malých kostek až po 20 tun těžké svařované nebo litinové konstrukce, a nyní také nabízí zakázkovou zubovou výrobu.
Kontakt:


