


Tvrtka je 1937. godine osnovana od strane Georga Müllera i Heinricha Wagnera pod imenom Müller & Wagner u Laaspheu kao tvornica za strojeve za lijevanje. Godine 1975. osnovana je prodajna tvrtka za vakuumske forme u suradnji s japanskom Sintokogio grupom, nazvana Wagner Sinto. To je bio temelj za vrlo dobar odnos između dviju tvrtki koji traje do danas. Godine 1983. došlo je do spajanja s japanskim koncernom, koji je najveći proizvođač strojeva za lijevanje na svijetu. Od 2003. godine HWS je 100% podružnica Sintokogio – partnerstvo koje se razvilo u uspješnu priču. HWS je danas vodeći proizvođač kalupa, kalupnih strojeva i tehnologija postrojenja za proizvodnju visoko komprimiranih kalupa za ljevaonice.
Planiranje i proizvodnja ljevačkih strojeva HWS odvijaju se potpuno u Njemačkoj. Budući da je prostor u sjedištu tvrtke postao tijesan, dodana je druga lokacija za mehaničku proizvodnju u obližnjem Niederlaaspheu, dok su konstrukcija, razvoj, uprava i montaža ostali u Bad Laaspheu. Ukupno, tvrtka zapošljava oko 320 radnika u Njemačkoj.
Prilagođene proizvodne linije
Proizvođač osim pojedinačnih strojeva nudi i kompletne proizvodne linije za ljevaonice. Ovisno o tome proizvode li kupci, na primjer, sanitarne armature, kočione diskove ili blokove motora, zahtjevi za postrojenja su vrlo različiti. HWS stoga pretežno proizvodi posebne strojeve prema željama kupaca. Projektiranje uzima u obzir prvenstveno veličinu kalupa koja se koristi u proizvodnji, kao i prostorne uvjete kod kupca.
Osim specifičnih dijelova, proizvodnja posebno za pogone zahtijeva mnoge standardne komponente. Dijelove za hidraulične pogone HWS potpuno proizvodi u vlastitom pogonu. Time tvrtka može, u slučaju potrebe, isporučiti rezervne dijelove unutar 24 sata.
Kod električnih pogona, koji sve više dobivaju na značaju, situacija je do sada bila drugačija. Dijelovi zupčanika potrebni za to su se u potpunosti proizvodili vani. „Ovisno o tome koliko je ugovoreni proizvođač trenutno opterećen, vrijeme isporuke kretalo se između 8 i 12 tjedana“, izvještava Johannes Bitter, voditelj tima za tokarenje u HWS-u.
Automatizacija kao osnova za restrukturiranje
Kako bi optimizirao proizvodnju, HWS već nekoliko godina ciljano ulaže u automatizaciju. Početak je bio s obradnim centrom za okretanje i frezanje od DMG Morija s robotskom ćelijom. Kasnije su u području frezanja dodane dvije DMG mašine s rukovanjem paletama. Ukupno, HWS može automatizirano koristiti više od 20 paleta različitih veličina u području frezanja. S tim mašinama proizvođač izrađuje dijelove ležajeva u većim serijama, koji su potrebni za različite uređaje.
Time su stvoreni uvjeti za novu strukturu radnih procesa unutar odjela za okretanje. Ciljano su se poslovi premjestili na automatizirani DMG CLX 450TC, čime su na drugim strojevima stvoreni kapaciteti za nove zadatke. Tako je otvoren put za vlastitu proizvodnju zupčastih dijelova. Početak bi trebali činiti najmanji od ovdje potrebnih dijelova: zupčaste osovine modula 4 s vanjskim promjerom od 108 mm, izrađene u serijama između pet i deset komada na Mazak Integrex i-400.
Pobjednik testa INGERSOLL
Proizvodnja zupčanika bila je za HWS apsolutna nepoznanica. To što se HWS odlučio za INGERSOLL Werkzeuge GmbH nije bila slučajnost: u okviru reorganizacije, svi dosad korišteni alati su stavljeni na ispitivanje.
Prije nešto više od godinu dana, HWS je testirao različite proizvođače alata u različitim obradnim zadacima i nakon toga su mnogo toga promijenili. „INGERSOLL se u usporedbama odlično pokazao“, sažima Christian Hammer, voditelj odjela mehaničke obrade. Od tada HWS koristi mnoge alate od INGERSOLL-a za frezanje i sve više koristi i rezne pločice za tokarenje.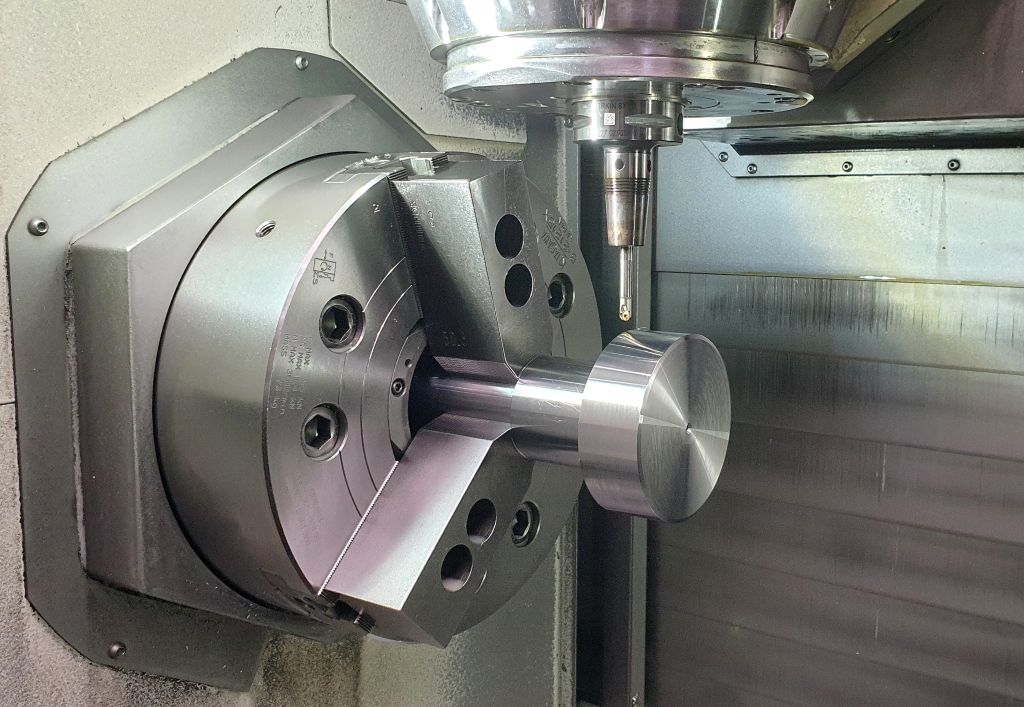
Osim kvalitete alata, tvrtka cijeni savjetovanje i uslugu proizvođača iz Haigera. „Suradnja je uvijek bila izvrsna, a s Kevinom Richsteinom imamo vrlo kompetentnu osobu za kontakt“, hvali Hammer. „Ako imamo neki problem, brzo i jednostavno nam se pomaže u najkraćem mogućem roku. U slučaju potrebe, također brzo dobivamo zamjenu.“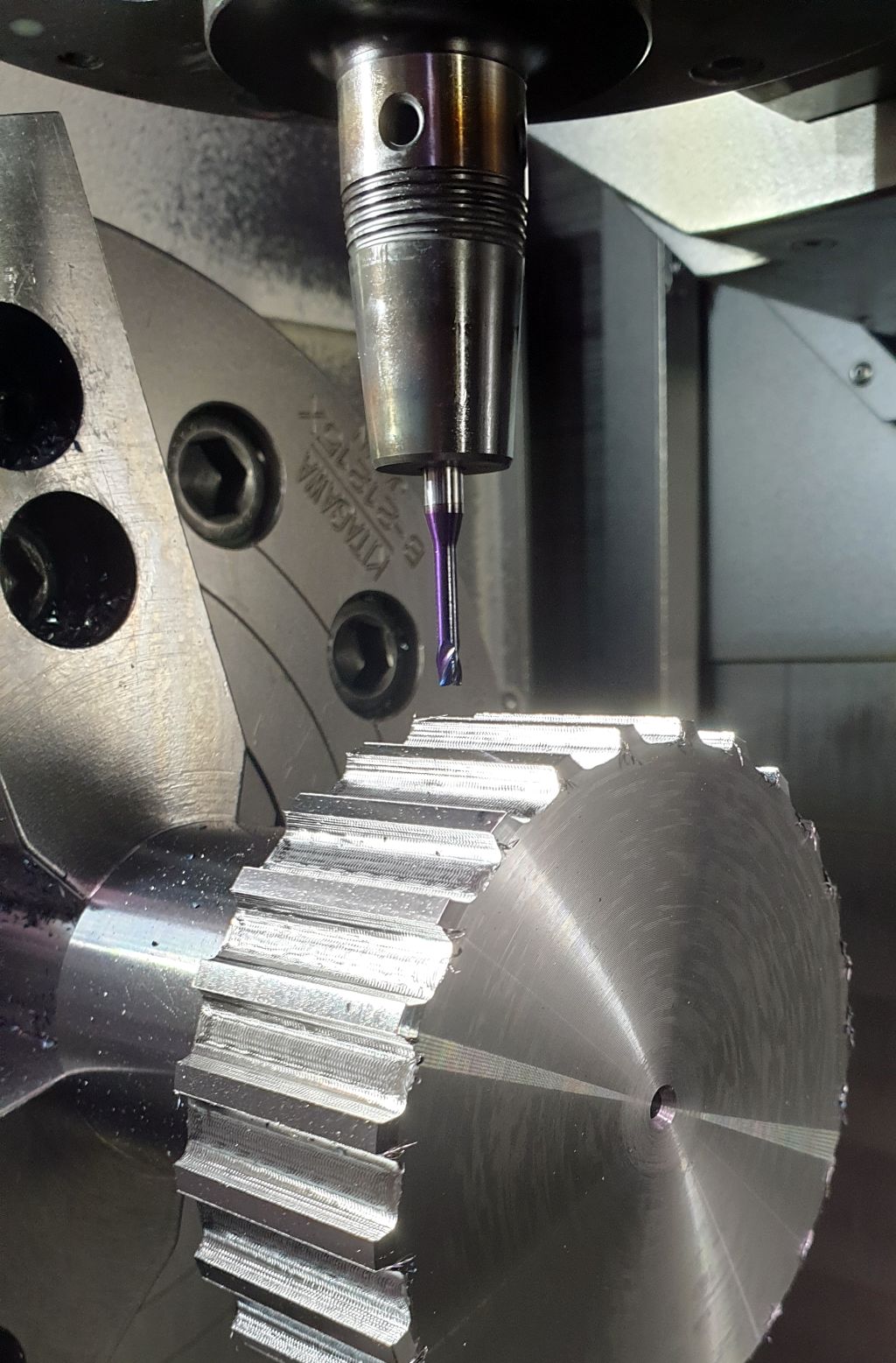
Budući da se u Niederlaaspheu znalo za snage INGERSOLL-a u području zupčastih mehanizama, proizvođač alata bio je odabran kada je riječ o proizvodnji prvih zupčanika. „Bili smo vrlo sigurni da imamo pravog partnera s nama“, rekao je Hammer. Za obradu, Kevin Richstein, tehnički savjetnik u INGERSOLL-u, odabrao je dva alata za grubou obradu i jedan alat za finiširanje.
S tri alata do zupčastih prijenosa
Počet obrade započinje s rezanjem alatom s dva V-oblikovana izmjenjiva rezna pločica iz HiPosSFeedV serije tvrtke INGERSOLL. Sa širinom od 8 mm, u prvom radnom koraku obrađuje utore između budućih zuba. Veliki kut struganja smanjuje opterećenje pri rezanju i osigurava izvrsno izbacivanje strugotine.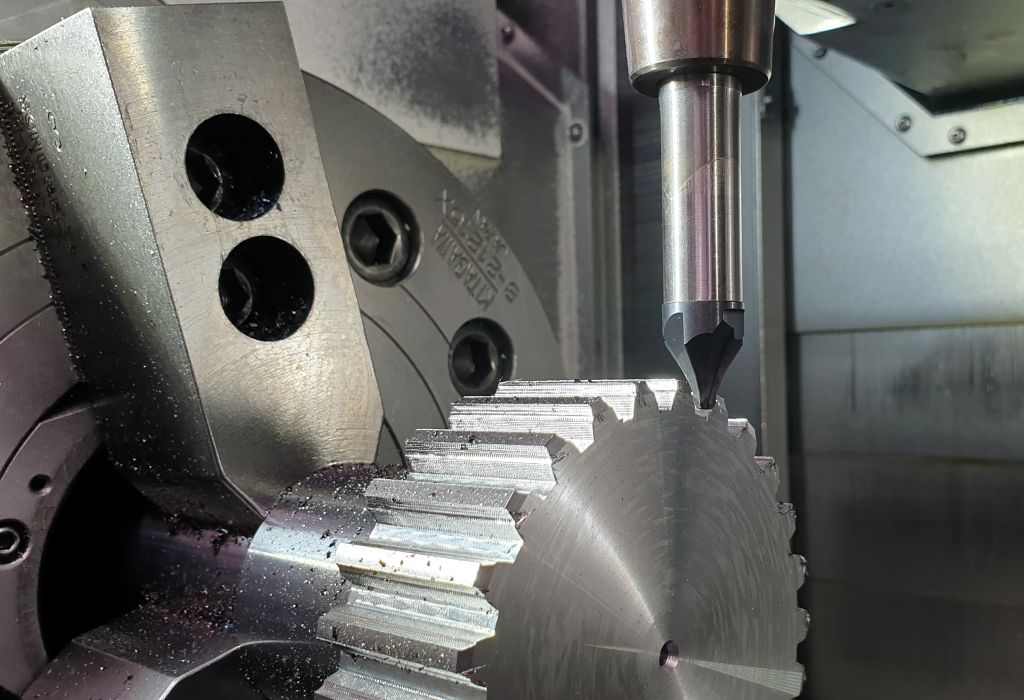
Drugi korišteni rezač od INGERSOLL-a je trokraki VHM-Speed rezač Incoolant s promjerom od 4 mm, koji obrađuje konture zupčanika. Završno oblikovanje preuzima posebni alat ChipSurfer. Oštrice VHM vijčanog vrha su točno prilagođene željenom obliku zuba. Budući da se istrošeni rezač može zamijeniti bez ponovnog mjerenja alata svaki put, rad je olakšan.
Rezultatom su u HWS vrlo zadovoljni. „Nakon završne obrade s oblikovnim rezačem, dijelovi izgledaju kao da su brušeni“, izvještava Johannes Bitter. Preporučene vrijednosti rezanja od strane INGERSOLL-a mogao je odmah primijeniti. Uključujući predobradu okretanja, vrijeme obrade po zupčastoj osovini iznosi oko 40 minuta.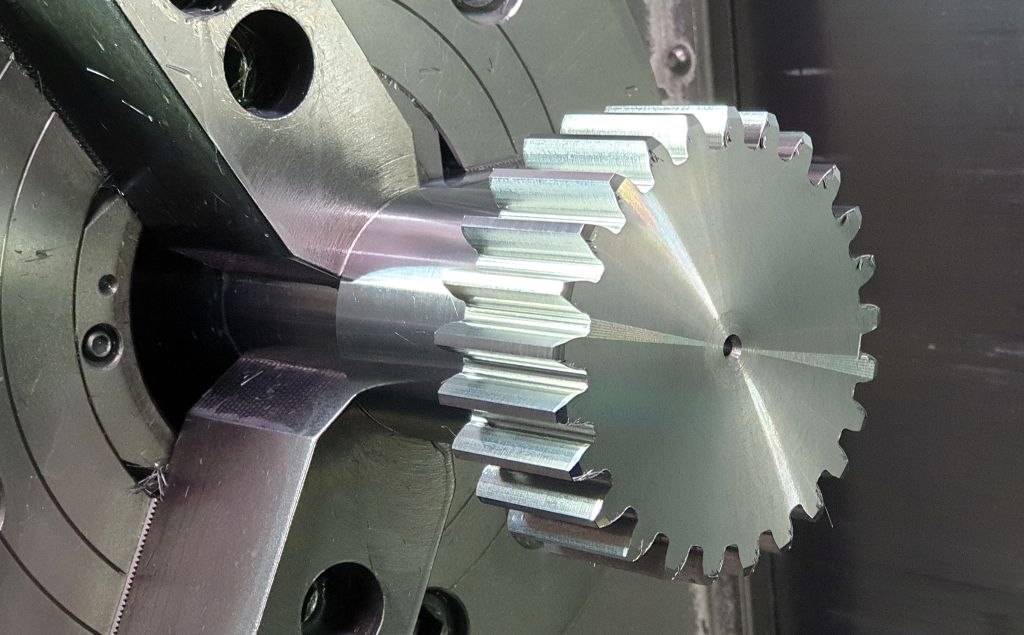
Analiza troškova također je donijela iznenađenje: Samoproizvedeni zupčanici koštaju tvrtku samo otprilike polovicu od dosad isporučenih dijelova. Osim troškova, HWS također štedi vrijeme. „S unutarnjom proizvodnjom možemo ekstremno skratiti vrijeme isporuke, od čega naši kupci imaju koristi“, raduje se Hammer. Samo se kaljenje još uvijek obavlja vanjski. Vremenski okvir za to je pregledan.
Sljedeće komponente će uslijediti.
S pozitivnim iskustvima, HWS planira prebaciti dodatne dijelove u vlastitu proizvodnju. Nakon manjih zupčanika modula 4, slijedit će i moduli 8 i 10. Ove zupčanike proizvođač češće koristi. Strategija obrade ostaje ista, međutim profili različitih modula razlikuju se po visini, širini i kutu, tako da su potrebni vlastiti setovi alata za svaki od njih.
Veći zupčanici mogu se proizvoditi na još jednoj Mazak mašini. Također je moguća automatizirana proizvodnja na CLX-u zbog dužih vremena rada. Osim toga, HWS planira u budućnosti samostalno proizvoditi i lančane zupčanike i zupčaste šipke, koji su suprotni zupčanicima.
Gubitak ruskog tržišta i američke carine značajno pogađaju tvrtku. Ipak, trenutna situacija s narudžbama je zadovoljavajuća. Osim toga, tvrtka je izgradila još jednu osnovu: sa svojim strojevima dobro je opremljena i može za klijente obrađivati dijelove od malih kocki do konstrukcija za zavarivanje ili lijevanje teške 20 tona. HWS sada također može ponuditi uslugu zupčastog prijenosa.
Kontakt:
 Freude statt Frust")

