


Компанію було засновано в 1937 році Георгом Мюллером та Генріхом Вагнером під назвою Müller & Wagner у Лаасфе як фабрику для литейних машин. У 1975 році з японською групою Sintokogio була створена торговельна компанія для вакуумних формувальних установок, яка отримала назву Wagner Sinto. Це стало основою для дуже хороших відносин між обома компаніями, які тривають до сьогодні. У 1983 році відбулося злиття з японським концерном, найбільшим у світі виробником литейних машин. З 2003 року HWS є 100-відсотковою дочірньою компанією Sintokogio – партнерство, яке стало історією успіху. Сьогодні HWS є провідним виробником формувальних установок, формувальних машин та технологій для виготовлення високо ущільнених форм для литейних заводів.
Планування та виробництво литейних машин HWS повністю здійснюється в Німеччині. Оскільки місця в головному офісі стало обмаль, було відкрито другий майданчик для механічного виробництва в сусідньому Нідерлаасфе, тоді як проєктування, розробка, адміністрація та монтаж залишилися в Бад-Лаасфе. Всього компанія налічує близько 320 співробітників у Німеччині.
Індивідуальні виробничі лінії
Виробник пропонує не лише окремі машини, а й повні виробничі лінії для литейних заводів. Залежно від того, чи виготовляють клієнти, наприклад, сантехнічні прилади, гальмівні диски чи блоки двигунів, вимоги до обладнання можуть суттєво відрізнятися. Тому HWS переважно виробляє спеціальні машини за побажанням клієнтів. Проектування враховує, перш за все, розмір формувальних ящиків, що використовуються у виробництві, а також просторові умови у клієнта.
Окрім специфічних деталей, виробництво, зокрема для приводів, потребує багато стандартних компонентів. Компанія HWS повністю виготовляє деталі для гідравлічних приводів у власному виробництві. Це дозволяє компанії у разі потреби постачати запасні частини протягом 24 годин.
У випадку електричних приводів, які набувають все більшого значення, ситуація була іншою. Необхідні для цього зубчасті елементи повністю виготовлялися зовнішніми постачальниками. «В залежності від того, наскільки завантажений підрядник, терміни доставки коливалися від 8 до 12 тижнів», - повідомляє Йоганнес Біттер, керівник команди токарного виробництва в HWS.
Автоматизація як основа для реструктуризації
Для оптимізації виробництва компанія HWS вже кілька років цілеспрямовано інвестує в автоматизацію. Початком став токарно-фрезерний центр від DMG Mori з роботизованою клітинкою. Пізніше в фрезерному сегменті додалися дві машини DMG з обробкою піддонів. Загалом HWS може автоматизовано використовувати понад 20 піддонів різного розміру у фрезерному виробництві. З цими машинами виробник виготовляє деталі підшипників у більших серіях, які потрібні для різних установок.
Таким чином, були створені умови для нової структури робочих процесів у токарному відділі. Цілеспрямовано були перенесені роботи на автоматизований DMG CLX 450TC, що дозволило звільнити потужності на інших машинах для нових завдань. Так було прокладено шлях для власного виробництва зубчастих частин. Початок мали покласти найменші з необхідних тут частин: зубчасті валики модуля 4 з зовнішнім діаметром 108 мм, виготовлені партіями від п’яти до десяти штук на Mazak Integrex i-400.
Переможець тесту INGERSOLL
Виробництво зубчастих коліс було для HWS абсолютно новою територією. Те, що HWS обрала INGERSOLL Werkzeuge GmbH, не було випадковістю: в рамках реорганізації були перевірені всі раніше використовувані інструменти.
Трохи більше року тому HWS тестував різних виробників інструментів у різних обробних завданнях і в результаті багато чого змінив. «INGERSOLL показав себе чудово в порівняннях», підсумовує Крістіан Хаммер, керівник відділу механічної обробки. Відтоді HWS використовує багато інструментів INGERSOLL для фрезерування та також активно застосовує різальні пластини для токарної обробки.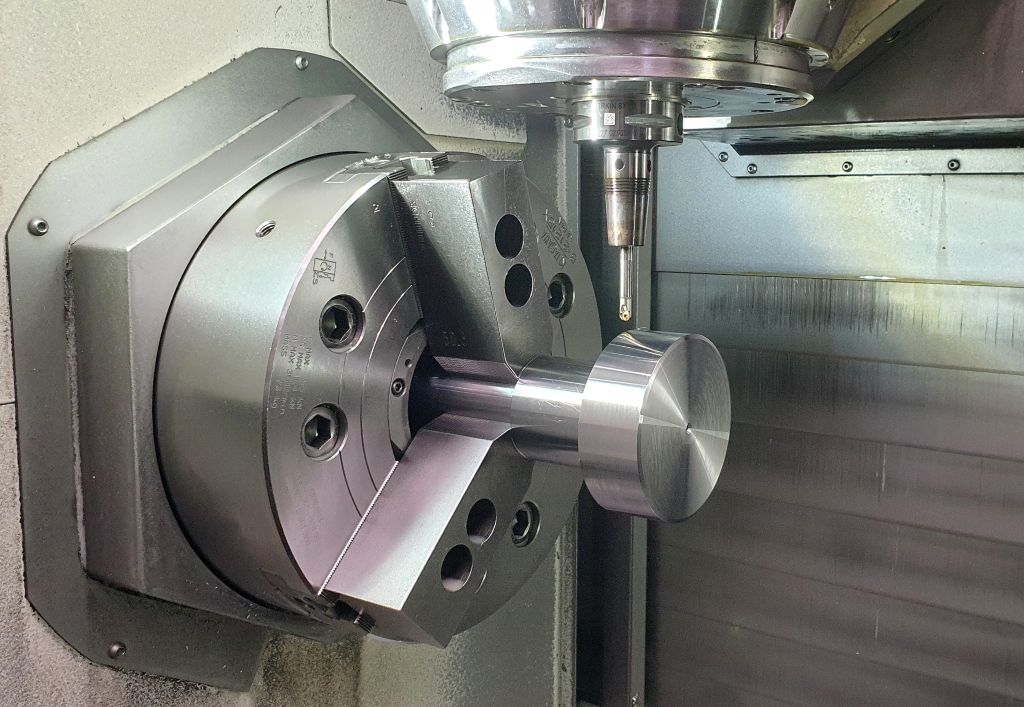
Окрім якості інструментів, компанія цінує консультації та сервіс виробника з Хайгера. «Співпраця завжди була на високому рівні, а Кевін Ріхштайн є дуже компетентним контактною особою», - хвалить Хаммер. «Якщо у нас є запит, нам швидко та без зайвих труднощів допомагають. У разі потреби ми також отримуємо дуже швидко заміну.»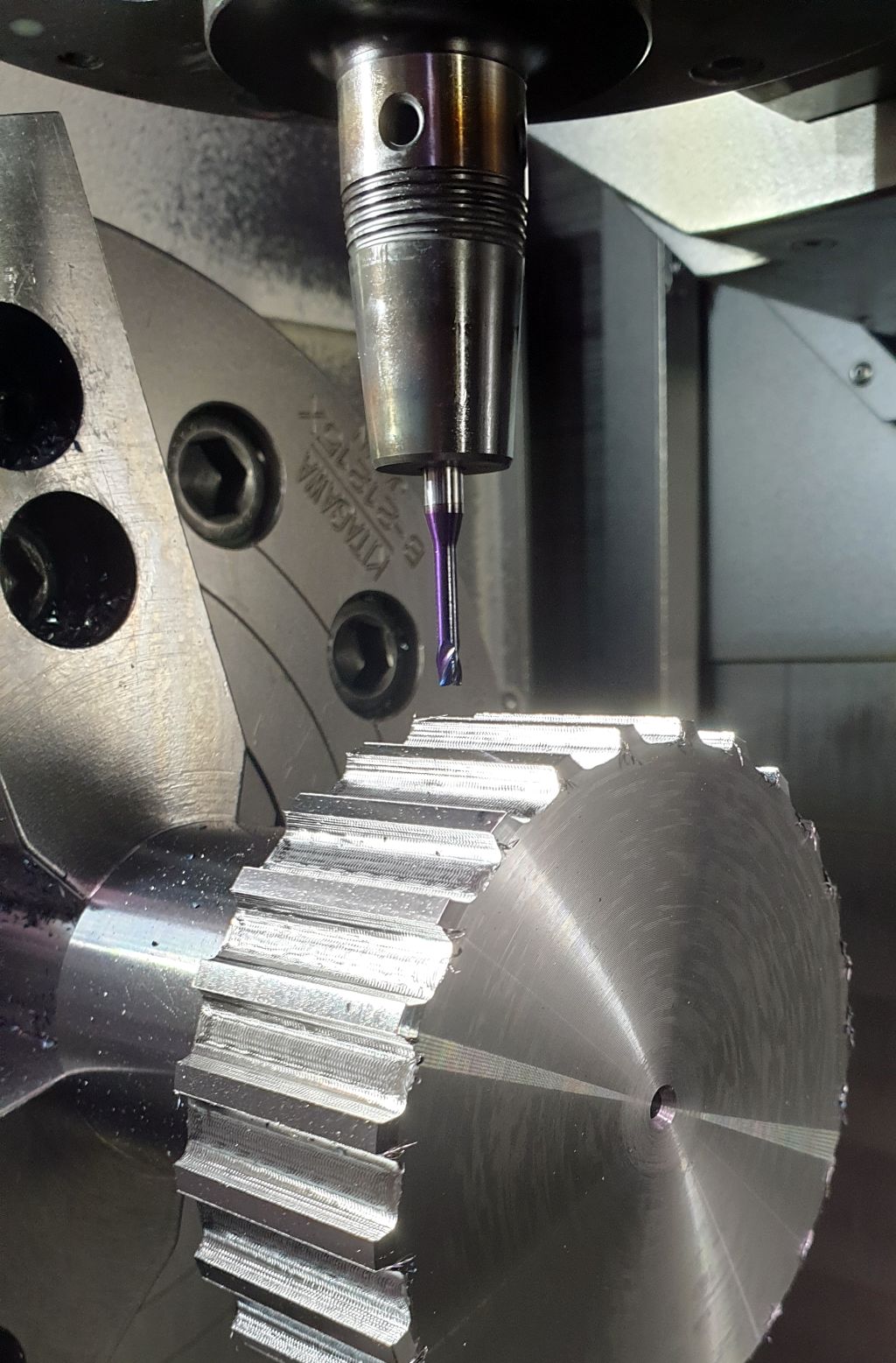
Оскільки в Нідерлаасфе також знали про сильні сторони INGERSOLL у сфері зубчастих передач, виробник інструментів був обраний, коли йшлося про виготовлення перших шестерень. «Ми були впевнені, що маємо правильного партнера», - зазначив Хаммер. Для обробки Кевін Ріхштайн, технічний консультант INGERSOLL, вибрав два грубі інструменти та один фінішний інструмент.
З трьома інструментами до зубчастості
Початок обробки здійснює циліндричний фрезер з двома V-подібними змінними різцями серії HiPosSFeedV від INGERSOLL. Завширшки 8 мм він фрезерує в першому етапі канавки між майбутніми зубцями. Великий кут стружки зменшує навантаження на різання і забезпечує відмінне видалення стружки.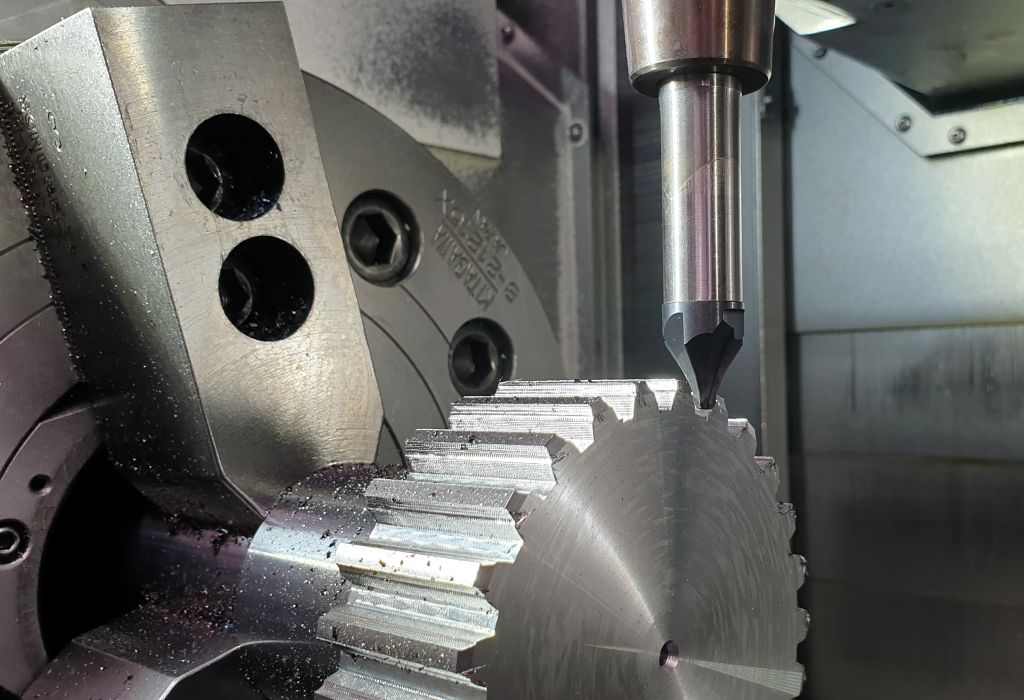
Другий використаний фрезер від INGERSOLL - це тризубий VHM-спідфрезер Incoolant з діаметром 4 мм, який обробляє контури зубчастого колеса. Завершальне шліфування виконує спеціальний інструмент ChipSurfer. Різці VHM-вкручуваної головки точно адаптовані до бажаної форми зуба. Оскільки зношений фрезерний головка може бути замінена без повторного вимірювання інструмента, це полегшує роботу.
Результатом у HWS дуже задоволені. «Після фінішної обробки формовим фрезером деталі виглядають так, ніби їх відшліфували», - повідомляє Йоганнес Бітер. Рекомендовані INGERSOLL значення різання він зміг безпосередньо використати. Включаючи попередню обробку обертання, час обробки на одну зубчасту вісь становить близько 40 хвилин.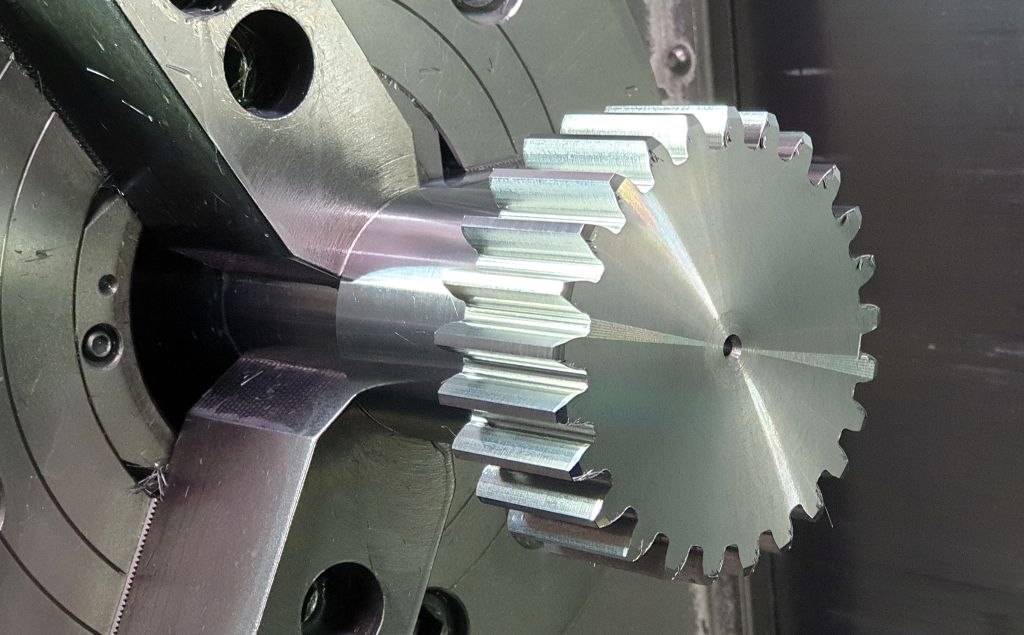
Аналіз витрат також приніс сюрприз: самостійно виготовлені зубчасті колеса обходяться компанії лише приблизно вдвічі дешевше, ніж раніше постачені деталі. Окрім економії витрат, HWS також економить час. "Завдяки внутрішньому виробництву ми можемо значно скоротити терміни постачання, з чого виграють наші клієнти", - радіє Хаммер. Лише загартування все ще виконується зовнішньо. Часовий проміжок для цього є зрозумілим.
Наступні компоненти будуть додані.
З позитивним досвідом HWS планує перевести інші деталі у власне виробництво. Після менших зубчастих валів модуля 4 також повинні з'явитися модулі 8 та 10. Ці зубчасті колеса виробник використовує частіше. Стратегія обробки залишається незмінною, однак профілі різних модулів відрізняються за висотою, шириною та кутом, тому для кожного з них потрібні власні набори інструментів.
Більші зубчасті колеса можуть бути виготовлені на ще одній машині Mazak. Також можлива автоматизована виробництво на CLX через довші цикли. Крім того, HWS планує в майбутньому самостійно виготовляти також ланцюгові колеса та зубчасті рейки, які є протилежностями зубчастих коліс.
Відмова від російського ринку та американські мита відчутно впливають на компанію. Проте ситуація з замовленнями наразі задовільна. Крім того, компанія створила ще одну опору: з своїм парком машин вона також добре підготовлена для виробництва на замовлення і може виготовляти для клієнтів деталі від маленького кубика до 20-тонних зварних або литих конструкцій, а також тепер HWS може пропонувати обробку зубчастих коліс на замовлення.
Контакт:
 Freude statt Frust")

