


Firma została założona w 1937 roku przez Georga Müllera i Heinricha Wagnera pod nazwą Müller & Wagner w Laasphe jako fabryka maszyn odlewniczych. W 1975 roku powstała z japońską grupą Sintokogio spółka sprzedażowa dla urządzeń do formowania próżniowego, która nosi nazwę Wagner Sinto. To był fundament dla bardzo dobrych relacji obu firm, które trwają do dziś. W 1983 roku nastąpiło połączenie z japońskim koncernem, największym na świecie producentem maszyn odlewniczych. Od 2003 roku HWS jest w 100% spółką zależną Sintokogio – partnerstwo, które przekształciło się w historię sukcesu. HWS jest obecnie wiodącym producentem urządzeń formierskich, maszyn formierskich oraz technologii systemowych do produkcji wysoko zagęszczonych form dla odlewni.
Planowanie i produkcja maszyn odlewniczych firmy HWS odbywa się w całości w Niemczech. Ponieważ miejsce w siedzibie firmy stało się ograniczone, powstała druga lokalizacja dla mechanicznej produkcji w pobliskim Niederlaasphe, podczas gdy konstrukcja, rozwój, administracja i montaż pozostały w Bad Laasphe. Łącznie firma zatrudnia około 320 pracowników w Niemczech.
Linie produkcyjne dostosowane do klienta
Producent oferuje oprócz pojedynczych maszyn również kompletne linie produkcyjne dla odlewni. W zależności od tego, czy klienci produkują na przykład armatury łazienkowe, tarcze hamulcowe czy bloki silnikowe, wymagania dotyczące urządzeń są zupełnie różne. HWS w związku z tym produkuje głównie maszyny specjalne na życzenie klientów. Projektowanie uwzględnia przede wszystkim rozmiar formy używanej w produkcji oraz warunki przestrzenne u klienta.
Oprócz specyficznych części, produkcja szczególnie dla napędów potrzebuje wielu standardowych komponentów. Elementy do hydraulicznych napędów firma HWS produkuje w całości we własnym zakładzie. Dzięki temu przedsiębiorstwo może w razie potrzeby dostarczyć części zamienne w ciągu 24 godzin.
W przypadku napędów elektrycznych, które zyskują na znaczeniu, sytuacja była dotąd inna. Części zębate potrzebne do tego były w pełni wytwarzane na zewnątrz. „W zależności od tego, jak mocno obciążony był zewnętrzny producent, czas dostawy wynosił od 8 do 12 tygodni”, relacjonuje Johannes Bitter, kierownik zespołu obróbki skrawaniem w HWS.
Automatyzacja jako podstawa restrukturyzacji
W celu optymalizacji produkcji HWS od kilku lat celowo inwestuje w automatyzację. Na początek zainwestowano w centrum tokarsko-frezarskie od DMG Mori z komórką robota. Później w obszarze frezowania dołączyły dwie maszyny DMG z obsługą palet. Łącznie HWS może automatycznie obsługiwać ponad 20 palet o różnych rozmiarach w obszarze frezowania. Dzięki tym maszynom producent wytwarza części łożyskowe w większych seriach, które są potrzebne do różnych urządzeń.
W ten sposób stworzono warunki do nowego zorganizowania procesów pracy w dziale toczenia. Celowo przeniesiono prace na zautomatyzowaną DMG CLX 450TC, co stworzyło możliwości na innych maszynach do nowych zadań. Tak otworzyła się droga do własnej produkcji elementów zębatych. Na początek miały powstać najmniejsze z potrzebnych tutaj części: wałki zębate moduł 4 o średnicy zewnętrznej 108 mm, produkowane w seriach między pięcioma a dziesięcioma sztukami na Mazak Integrex i-400.
Zwycięzca testu INGERSOLL
Produkcja zębów była dla HWS całkowicie nowym obszarem. Decyzja HWS o wyborze firmy INGERSOLL Werkzeuge GmbH nie była przypadkowa: w ramach reorganizacji poddano ocenie wszystkie dotychczas używane narzędzia.
Ponad rok temu HWS testował różnych producentów narzędzi w różnych zadaniach obróbczych i w wyniku tego wiele wymieniono. „INGERSOLL wypadł świetnie w porównaniach”, podsumowuje Christian Hammer, kierownik działu obróbki mechanicznej. Od tego czasu HWS wykorzystuje wiele narzędzi od INGERSOLL do frezowania oraz intensywniej stosuje wkładki skrawające do toczenia.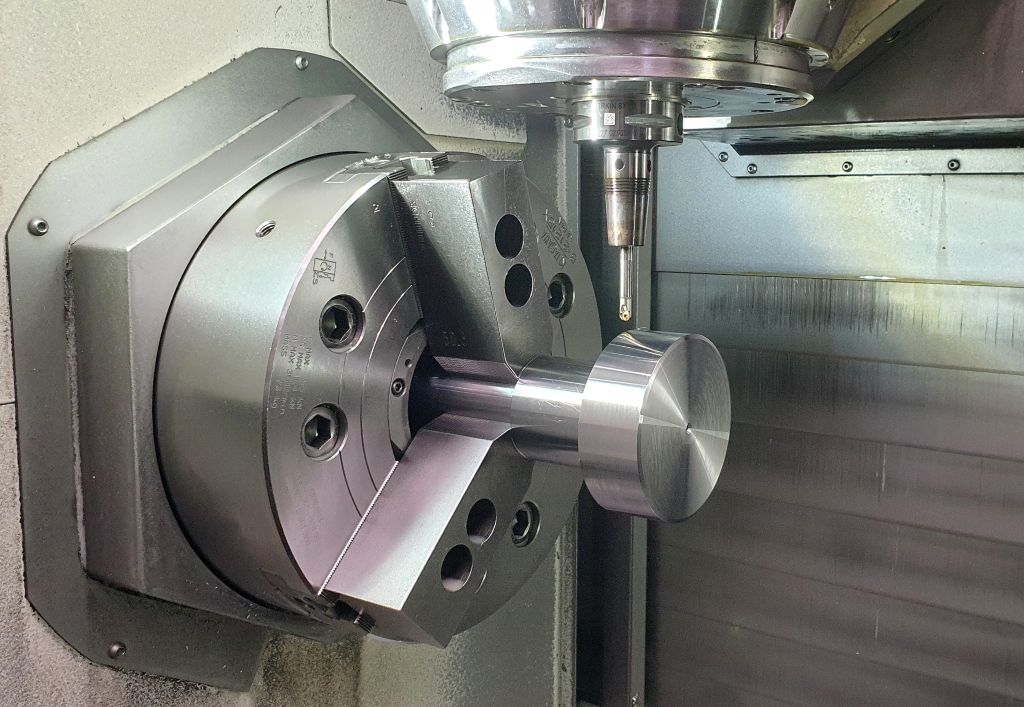
Oprócz jakości narzędzi, firma ceni sobie doradztwo i serwis producenta z Haiger. „Współpraca zawsze była doskonała, a Kevin Richstein jest dla nas bardzo kompetentnym kontaktem,” chwali Hammer. „Kiedy mamy jakieś zapytanie, otrzymujemy szybką i bezproblemową pomoc w najkrótszym czasie. W razie potrzeby również bardzo szybko otrzymujemy zamienniki.”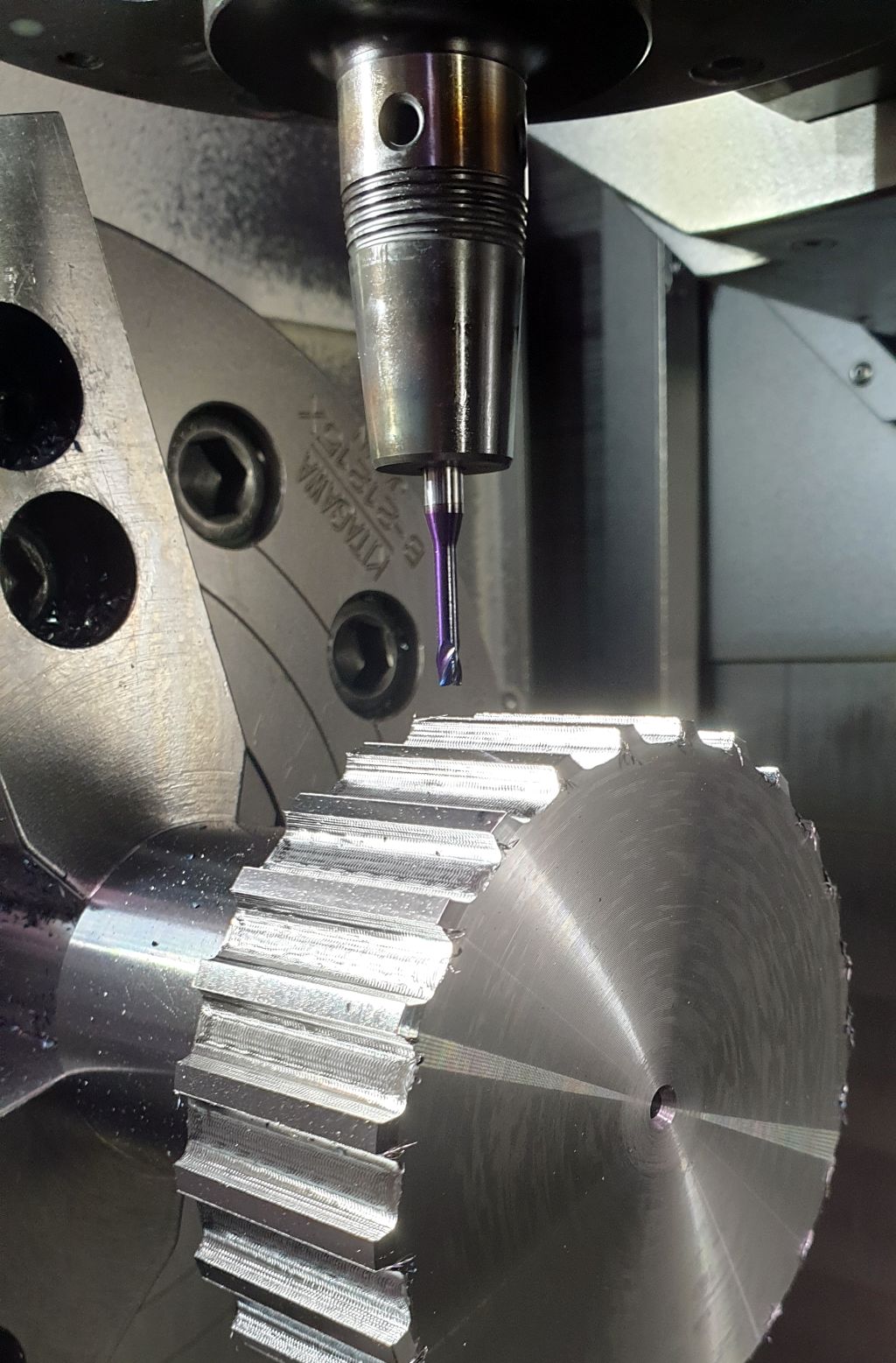
Ponieważ w Niederlaasphe również wiedzieli o mocnych stronach INGERSOLL w obszarze zębatkowania, producent narzędzi został wybrany, gdy chodziło o produkcję pierwszych wałów zębatych. „Byliśmy bardzo pewni, że mamy odpowiedniego partnera na pokładzie”, mówi Hammer. Do obróbki Kevin Richstein, doradca techniczny w INGERSOLL, wybrał dwa narzędzia do wstępnej obróbki i jedno narzędzie do wykończenia.
Z trzema narzędziami do zębatki
Początek obróbki rozpoczyna frez trzpieniowy z serii HiPosSFeedV firmy INGERSOLL, wyposażony w dwie wkładki skrawające w kształcie V. Jego szerokość wynosi 8 mm, a w pierwszym etapie obróbki frezuje rowki między późniejszymi zębami. Duży kąt wióra redukuje obciążenie skrawania i zapewnia doskonałe odprowadzanie wiórów.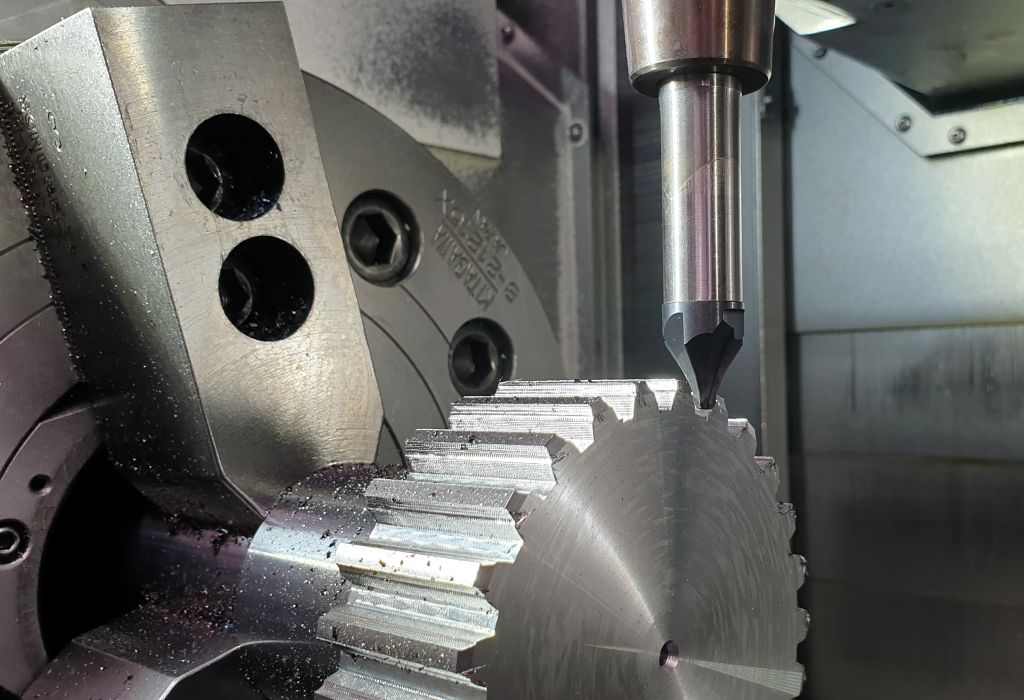
Drugi zastosowany frez od INGERSOLL to trzypunktowy frez VHM-Speed z chłodzeniem o średnicy 4 mm, który szlifuje kontury zębatki. Ostateczne wykończenie wykonuje specjalne narzędzie ChipSurfer. Krawędzie wkładu VHM są dokładnie dopasowane do pożądanej formy zęba. Ponieważ zużyty frez można wymienić bez konieczności ponownego pomiaru narzędzia za każdym razem, praca staje się łatwiejsza.
Z wyniku HWS jest się bardzo zadowolonym. „Po szlifowaniu frezem formowym części wyglądają jakby były szlifowane”, relacjonuje Johannes Bitter. Zalecane przez INGERSOLL wartości skrawania mógł bezpośrednio przejąć. Wraz z wstępnym obrabianiem obrotowym czas obróbki na jedną oś zębatą wynosi około 40 minut.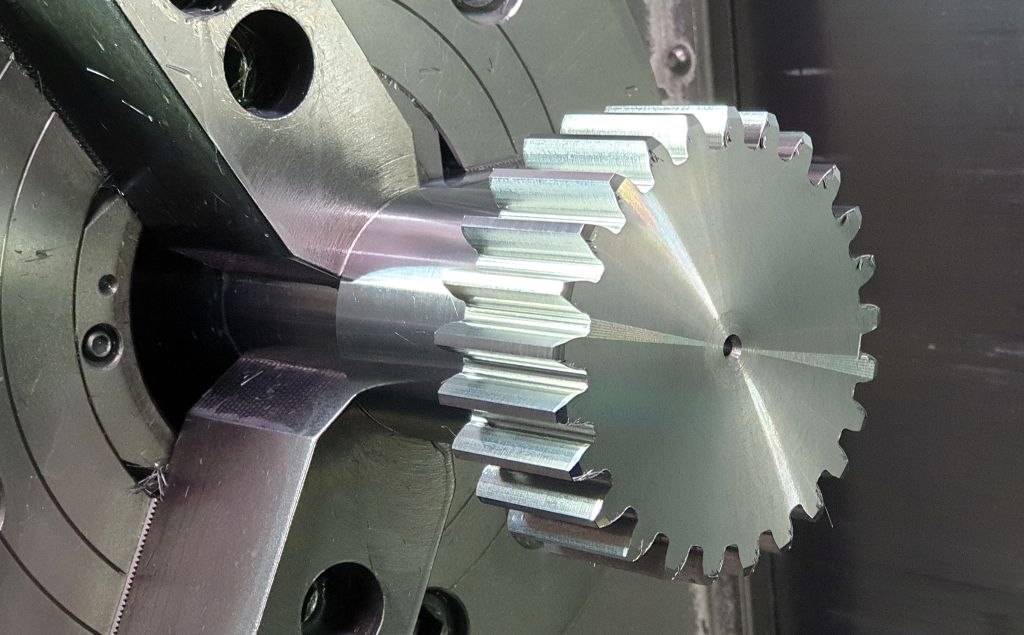
Analiza kosztów przyniosła również niespodziankę: samodzielnie produkowane zębatki kosztują firmę tylko około połowę tego, co dotychczas dostarczane części. Oprócz oszczędności kosztów, HWS oszczędza również czas. „Dzięki produkcji wewnętrznej możemy znacznie skrócić czasy dostaw, z czego korzystają nasi klienci”, cieszy się Hammer. Tylko hartowanie odbywa się jeszcze na zewnątrz. Czas realizacji jest jednak przystępny.
Kolejne komponenty będą następować.
Dzięki pozytywnym doświadczeniom HWS planuje przenieść kolejne komponenty do własnej produkcji. Po mniejszych wałkach zębatych moduł 4 mają również nastąpić moduły 8 i 10. Te zębniki są częściej stosowane przez producenta. Strategia obróbcza pozostaje taka sama, jednak profile różnych modułów różnią się pod względem wysokości, szerokości i kąta, co wymaga odpowiednich zestawów narzędzi.
Większe zębniki mogą być produkowane na kolejnej maszynie Mazak. Możliwa jest również zautomatyzowana produkcja na CLX z uwagi na dłuższe czasy pracy. Ponadto HWS planuje w przyszłości samodzielnie produkować również koła łańcuchowe i listwy zębate, które są odpowiednikami zębnika.
Utrata rynku rosyjskiego i cła amerykańskie odczuwalnie wpływają na firmę. Niemniej jednak sytuacja zamówień jest obecnie zadowalająca. Ponadto firma zbudowała kolejny filar: dzięki swojemu parkowi maszynowemu jest dobrze przygotowana do produkcji na zlecenie i może obrabiać dla klientów komponenty od małych sześcianów po konstrukcje spawane lub odlewane o wadze do 20 ton. HWS może teraz również oferować produkcję zębatą na zlecenie.
Kontakt:
 Freude statt Frust")

