


Şirket, 1937 yılında Georg Müller ve Heinrich Wagner tarafından Müller & Wagner adıyla Laasphe'de döküm makineleri fabrikası olarak kuruldu. 1975 yılında Japon Sintokogio Grubu ile vakum kalıplama sistemleri için bir satış şirketi olan Wagner Sinto kuruldu. Bu, iki şirket arasındaki çok iyi ilişkinin temelini oluşturdu. 1983 yılında, dünyanın en büyük döküm makinesi üreticisi olan Japon konsorsiyumuyla birleşme gerçekleşti. 2003 yılından bu yana HWS, Sintokogio'nun %100 iştiraki - bu, bir başarı hikayesine dönüşen bir ortaklık. HWS, günümüzde dökümhaneler için yüksek yoğunlukta kalıplar üretmek üzere kalıp sistemleri, kalıp makineleri ve tesis teknolojileri üreten pazar lideridir.
HWS'nin döküm makinelerinin planlaması ve üretimi tamamen Almanya'da gerçekleştirilmektedir. Şirket merkezindeki alan daraldığı için, mekanik üretim için yakınlardaki Niederlaasphe'de ikinci bir yer açıldı, tasarım, geliştirme, yönetim ve montaj ise Bad Laasphe'de kaldı. Şirket toplamda Almanya'da yaklaşık 320 çalışan istihdam etmektedir.
Müşteri özel üretim hatları
Üretici, tek makinelerin yanı sıra dökümhaneler için tam üretim hatları da sunmaktadır. Müşterilerin banyo armatürleri, fren diskleri veya motor blokları üretip üretmediğine bağlı olarak, tesislere olan talepler oldukça farklıdır. Bu nedenle HWS, çoğunlukla müşteri taleplerine göre özel makineler üretmektedir. Tasarım, özellikle üretimde kullanılan kalıp kutusu boyutunu ve müşterinin mekansal koşullarını dikkate almaktadır.
Özel parçaların yanı sıra, özellikle tahrik sistemleri için birçok standart bileşen gereklidir. HWS, hidrolik tahrik bileşenlerini tamamen kendi bünyesinde üretmektedir. Bu sayede şirket, gerektiğinde yedek parçaları 24 saat içinde tedarik edebilmektedir.
Elektrikli tahriklerde, giderek daha fazla önem kazanan bir alanda, durum daha önce farklıydı. Bunun için gereken diş açma parçaları tamamen dışarıda üretiliyordu. 'Ücretli üreticinin ne kadar yoğun çalıştığına bağlı olarak, teslimat süreleri 8 ila 12 hafta arasında değişiyordu' diyor HWS'de torna takım lideri Johannes Bitter.
Yeniden yapılandırma için otomasyon temeli
Üretimi optimize etmek için HWS, birkaç yıldır otomasyona hedefli yatırımlar yapmaktadır. Başlangıç, DMG Mori'den bir torna-freze merkezi ile robot hücresiydi. Daha sonra freze alanında iki DMG makinesi palet taşıma ile eklendi. HWS, freze alanında farklı boyutlarda 20'den fazla paleti otomatik olarak kullanabiliyor. Bu makinelerle üretici, farklı tesisler için gerekli olan daha büyük parti boyutlarında yatak parçaları üretmektedir.
Böylece, torna bölümündeki iş süreçlerini yeniden yapılandırmak için gerekli koşullar sağlandı. Hedefli olarak, otomatik DMG CLX 450TC'ye işler kaydırıldı, bu da diğer makinelerde yeni görevler için kapasiteler oluşturdu. Böylece diş açma parçalarının kendi üretimi için yol açıldı. Burada gereken en küçük parçalarla başlamak gerekiyordu: 108 mm dış çapında, beş ile on adet arasında üretilen dişli mil modülü 4, Mazak Integrex i-400 üzerinde üretildi.
Test kazananı INGERSOLL
Diş açma üretimi HWS için tamamen yeni bir alandı. HWS'nin INGERSOLL Werkzeuge GmbH'yi seçmesi tesadüf değildi: Yeniden organizasyon sürecinde, daha önce kullanılan tüm aletler test edildi.
Bir yıl önce HWS, farklı işleme görevlerinde farklı alet üreticilerini karşılaştırdı ve sonrasında birçok şeyi değiştirdi. 'INGERSOLL, karşılaştırmalarda harika bir performans sergiledi' diyor mekanik işleme bölüm başkanı Christian Hammer. O zamandan beri HWS, frezeleme için birçok INGERSOLL aletini kullanmakta ve torna işlemleri için de kesme plakalarını artırmaktadır.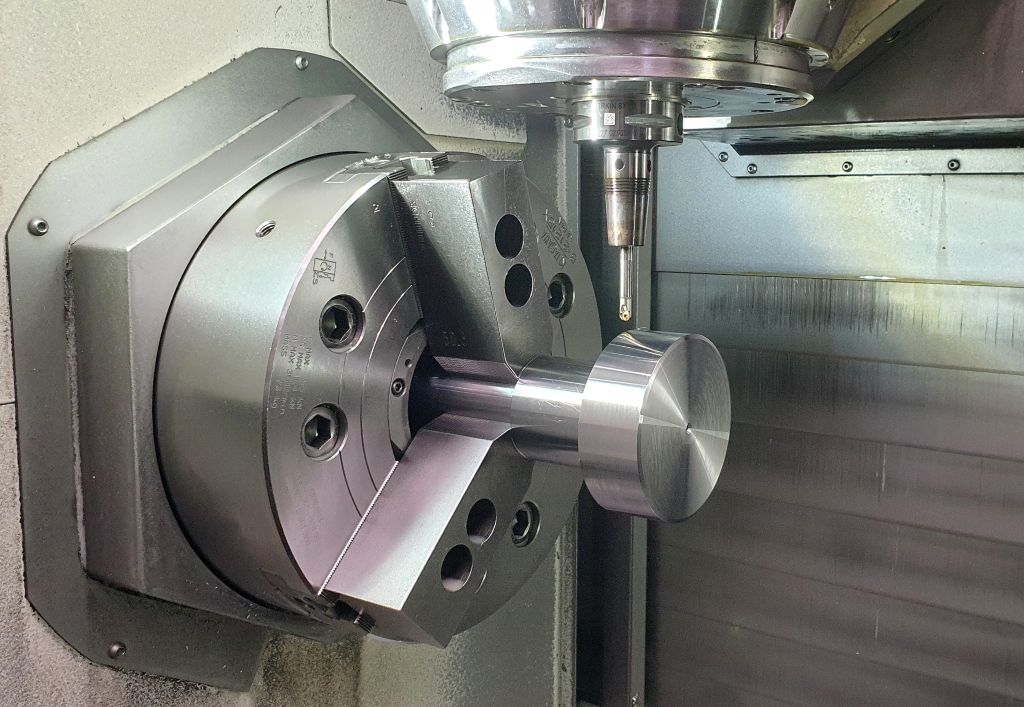
Alet kalitesinin yanı sıra, şirket Haiger'deki üreticinin danışmanlık ve hizmetini de takdir etmektedir. 'İşbirliği her zaman mükemmel oldu ve Kevin Richstein ile çok yetkin bir irtibat kişimiz var' diyor Hammer. 'Bir sorunumuz olduğunda, en kısa sürede hızlı ve kolay bir şekilde yardımcı olunuyor. Gerekirse, yedek parça da çok hızlı bir şekilde temin ediliyor.'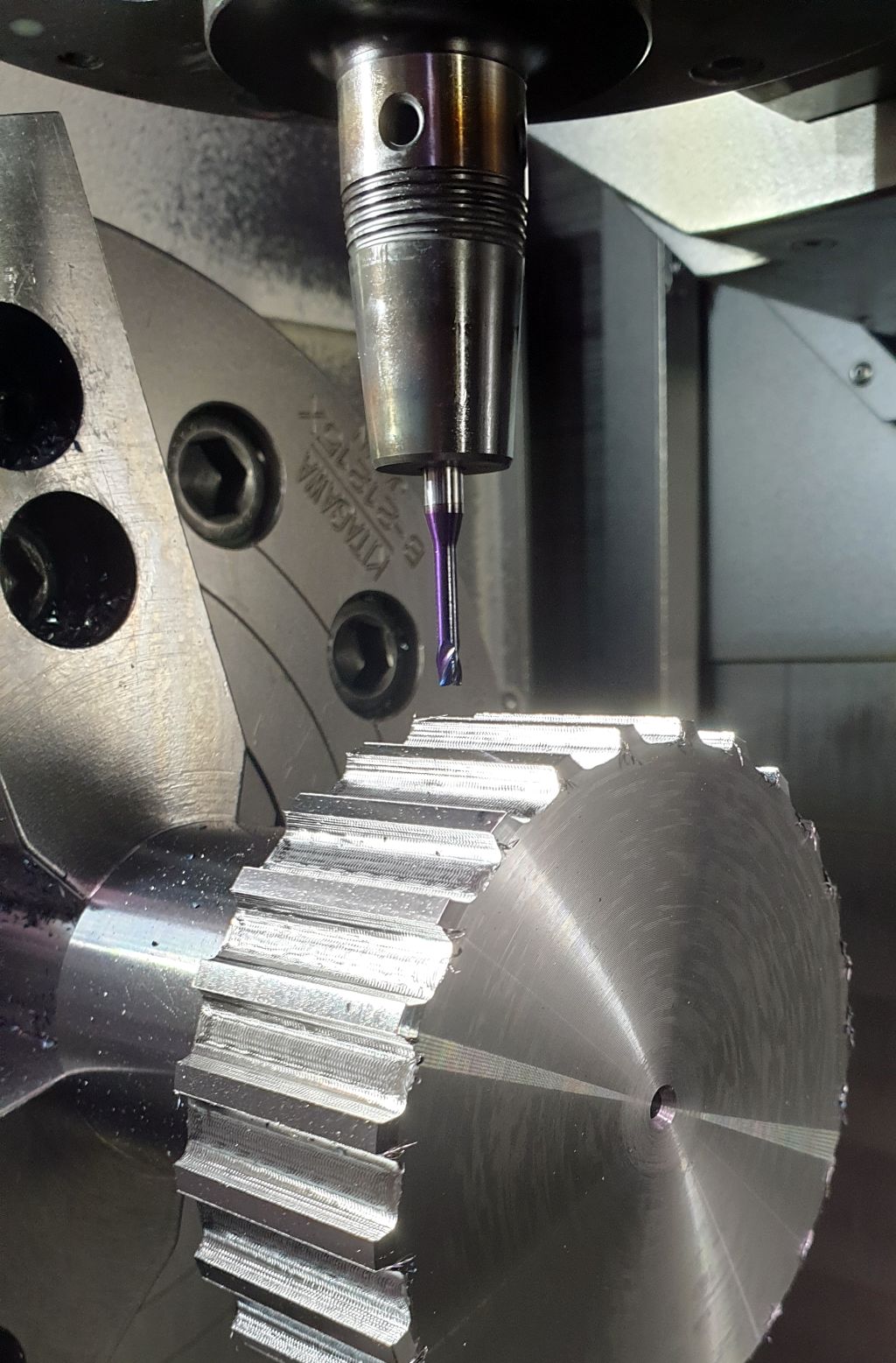
Niederlaasphe'de INGERSOLL'un diş açma konusundaki güçlü yönlerini bildiğinden, ilk dişli millerinin üretimi için alet üreticisi belirlenmişti. 'Doğru ortağı yanımıza aldığımızdan oldukça emindik' diyor Hammer. İşleme için INGERSOLL'den teknik danışman Kevin Richstein, iki kaba işleme aracı ve bir ince işleme aracı seçti.
Diş açma için üç aletle
İşlemenin başlangıcını, INGERSOLL'un HiPosSFeedV serisinden iki V şekilli kesici plaka ile donatılmış bir şaft frezesi yapıyor. 8 mm genişliği ile, ilk işleme adımında ilerideki dişler arasındaki olukları frezeler. Büyük talaş açısı, kesme yükünü azaltır ve mükemmel bir talaş tahliyesi sağlar.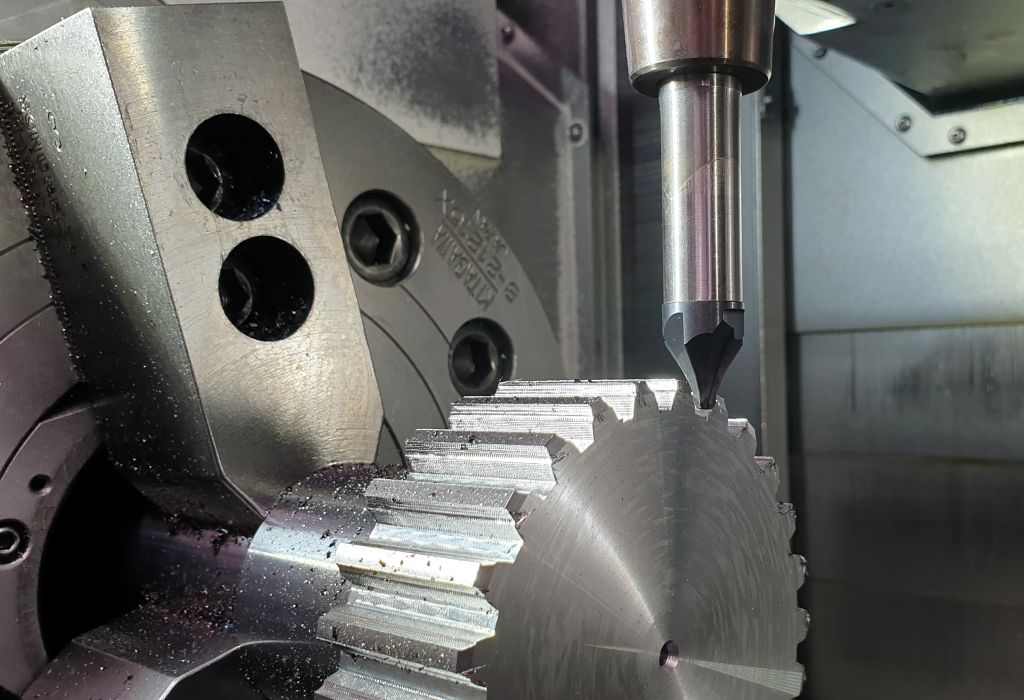
İkinci kullanılan freze, dişlerin konturlarını kaba işleyen 4 mm çapında üç kesici kenara sahip bir VHM-Speedfrezer Incoolant'tır. Son ince işleme, bir ChipSurfer özel aracı tarafından gerçekleştirilir. VHM vida başlığının kesici kenarları, istenen diş şekline tam olarak uyacak şekilde ayarlanmıştır. Aşınmış bir freze başlığı, her seferinde aleti yeniden ölçmeden değiştirilebildiği için işi kolaylaştırır.
HWS, sonuçtan oldukça memnun. 'İnce işleme sonrası, parçalar zımparalanmış gibi görünüyor' diyor Johannes Bitter. INGERSOLL tarafından önerilen kesme değerlerini doğrudan alabiliyor. Torna ön işleme dahil olmak üzere, her bir dişli milin işleme süresi yaklaşık 40 dakikadır.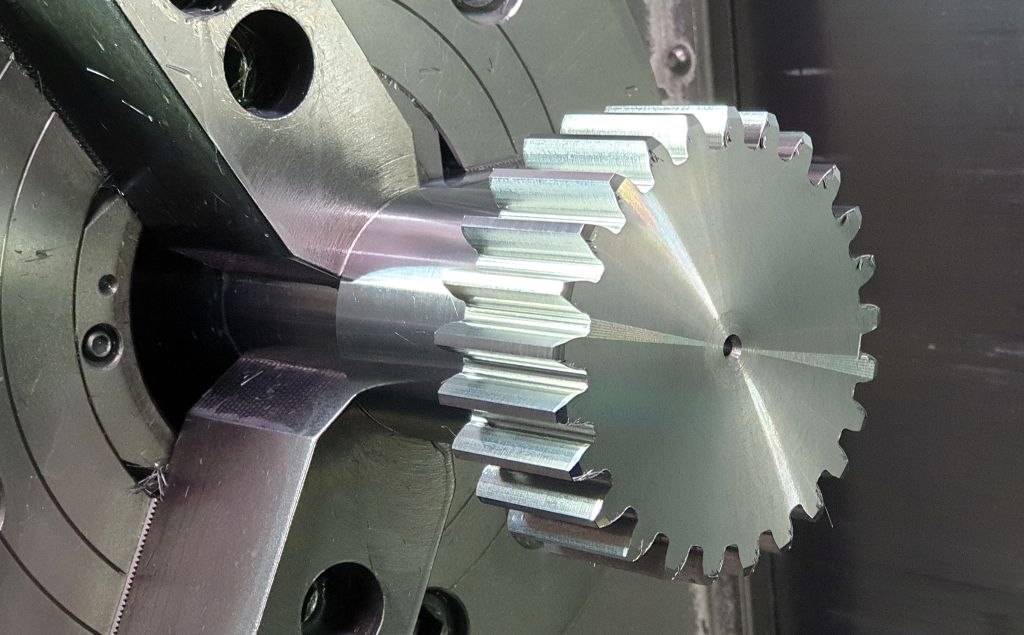
Maliyet analizi ayrıca bir sürpriz sağladı: Kendi ürettiği dişliler, şirkete daha önce tedarik edilen parçalardan yaklaşık yarı fiyatına mal oluyor. HWS, maliyetlerin yanı sıra zaman da tasarruf ediyor. 'İn-house üretim ile teslimat sürelerini son derece kısaltabiliyoruz, bu da müşterilerimizin faydasına oluyor' diyor Hammer. Sadece sertleştirme hala dışarıda yapılıyor. Bunun için zaman çerçevesi yönetilebilir.
Diğer parçaların da takip etmesi planlanıyor
Pozitif deneyimlerle HWS, daha fazla parçayı kendi üretimine geçirmeyi planlıyor. Küçük dişli milleri Modül 4'ten sonra Modül 8 ve 10'un da gelmesi bekleniyor. Bu dişliler üretici tarafından daha sık kullanılıyor. İşleme stratejisi aynı kalacak, ancak farklı modüllerin profilleri yükseklik, genişlik ve açı açısından farklılık gösterdiğinden, her biri için özel alet setleri gerekecek.
Daha büyük dişliler başka bir Mazak makinesinde üretilebilir. Ayrıca, daha uzun çalışma süreleri nedeniyle CLX'te otomatik üretim de düşünülebilir. Ayrıca HWS, gelecekte zincir dişlileri ve dişli çubukları, dişlilerin karşılıklarını kendisi üretmeyi planlıyor.
Rus pazarının kaybı ve ABD gümrük tarifeleri şirketi belirgin şekilde etkiliyor. Yine de mevcut sipariş durumu tatmin edici. Ayrıca şirket, başka bir ayak oluşturdu: Makine parkı ile de sözleşmeli üretim için iyi bir konumda ve müşteriler için küçük bir küpten 20 ton ağırlığındaki kaynak veya döküm yapıları döndürüp frezeleyebiliyor. HWS artık sözleşmeli dişleme de sunabiliyor.
İletişim:


