


La empresa fue fundada en 1937 por Georg Müller y Heinrich Wagner bajo el nombre Müller & Wagner en Laasphe como fábrica de máquinas de fundición. En 1975 se estableció una sociedad de ventas para sistemas de moldeo al vacío con el grupo japonés Sintokogio, que se llamó Wagner Sinto. Esta fue la base de la excelente relación entre ambas empresas que perdura hasta hoy. En 1983 se produjo la fusión con el consorcio japonés, el mayor fabricante de máquinas de fundición del mundo. Desde 2003, HWS es una filial al 100% de Sintokogio, una asociación que se ha convertido en una historia de éxito. HWS es hoy un fabricante líder en el mercado de instalaciones de moldeo, máquinas de moldeo y tecnologías de instalación para la producción de moldes de alta densidad para fundiciones.
La planificación y producción de las máquinas de fundición de HWS se realizan completamente en Alemania. Debido a la falta de espacio en la sede de la empresa, se añadió una segunda ubicación para la producción mecánica en la cercana Niederlaasphe, mientras que el diseño, desarrollo, administración y montaje permanecieron en Bad Laasphe. En total, la empresa emplea a alrededor de 320 personas en Alemania.
Líneas de producción personalizadas
El fabricante ofrece, además de máquinas individuales, líneas de producción completas para fundiciones. Dependiendo de si los clientes producen grifos de baño, discos de freno o bloques de motor, las exigencias de las instalaciones son muy diferentes. Por lo tanto, HWS produce principalmente máquinas especiales según los deseos del cliente. El diseño tiene en cuenta principalmente el tamaño del molde utilizado en la producción y las condiciones espaciales del cliente.
Además de piezas específicas, la producción, especialmente para accionamientos, necesita muchos componentes estándar. HWS fabrica completamente en casa los componentes para accionamientos hidráulicos. Esto permite a la empresa entregar piezas de repuesto dentro de 24 horas en caso de necesidad.
En el caso de los accionamientos eléctricos, que están ganando cada vez más importancia, la situación era diferente hasta ahora. Las piezas de engranaje necesarias se fabricaban completamente de forma externa. 'Dependiendo de cuán ocupado esté el fabricante por contrato, los tiempos de entrega variaban entre 8 y 12 semanas', informa Johannes Bitter, líder del equipo de torneado en HWS.
Automatización como base para la reestructuración
Para optimizar la producción, HWS ha estado invirtiendo de manera específica en automatización durante algunos años. El comienzo fue un centro de torneado-fresado de DMG Mori con celda robótica. Más tarde, se añadieron dos máquinas DMG en el área de fresado con manejo de paletas. En total, HWS puede utilizar más de 20 paletas de diferentes tamaños de forma automatizada en el área de fresado. Con las máquinas, el fabricante produce piezas de rodamiento en lotes más grandes, que son necesarias para diferentes instalaciones.
Con esto, se creó la condición para reestructurar los procesos de trabajo dentro del departamento de torneado. Se trasladaron trabajos de forma específica a la automatizada DMG CLX 450TC, lo que permitió liberar capacidades en otras máquinas para nuevas tareas. Así se abrió el camino para la propia producción de piezas de engranaje. El comienzo debería ser con las más pequeñas de las piezas necesarias aquí: ejes de piñón módulo 4 con un diámetro exterior de 108 mm, fabricados en lotes de entre cinco y diez piezas en una Mazak Integrex i-400.
Ganador de pruebas INGERSOLL
La producción de engranajes era un territorio completamente nuevo para HWS. Que HWS eligiera a INGERSOLL Werkzeuge GmbH no fue una casualidad: en el proceso de reorganización, se evaluaron todas las herramientas utilizadas hasta ahora.
Hace poco más de un año, HWS probó diferentes fabricantes de herramientas en diversas tareas de mecanizado y, como resultado, cambiaron muchas cosas. 'INGERSOLL se desempeñó muy bien en las comparaciones', resume Christian Hammer, jefe del departamento de mecanizado. Desde entonces, HWS utiliza muchas herramientas de INGERSOLL para fresado y también refuerza las plaquitas de corte para torneado.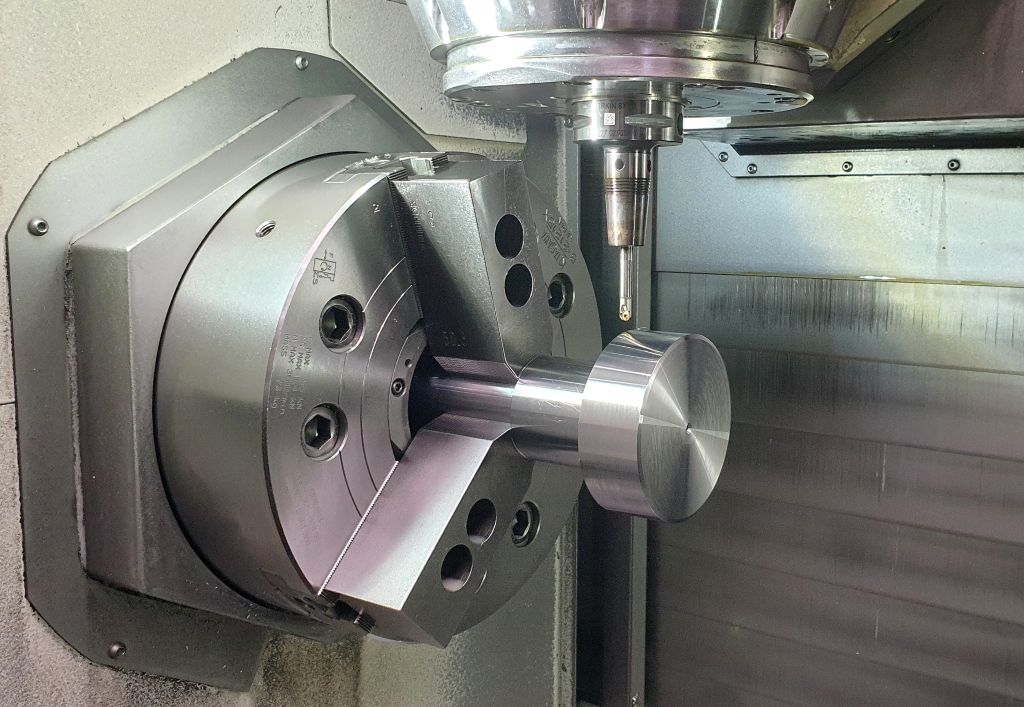
Además de la calidad de la herramienta, la empresa valora la asesoría y el servicio del fabricante de Haiger. 'La colaboración siempre ha sido excelente y con Kevin Richstein tenemos un contacto muy competente', elogia Hammer. 'Cuando tenemos una consulta, se nos ayuda de manera rápida y sencilla en el menor tiempo posible. En caso de necesidad, también recibimos repuestos muy rápidamente.'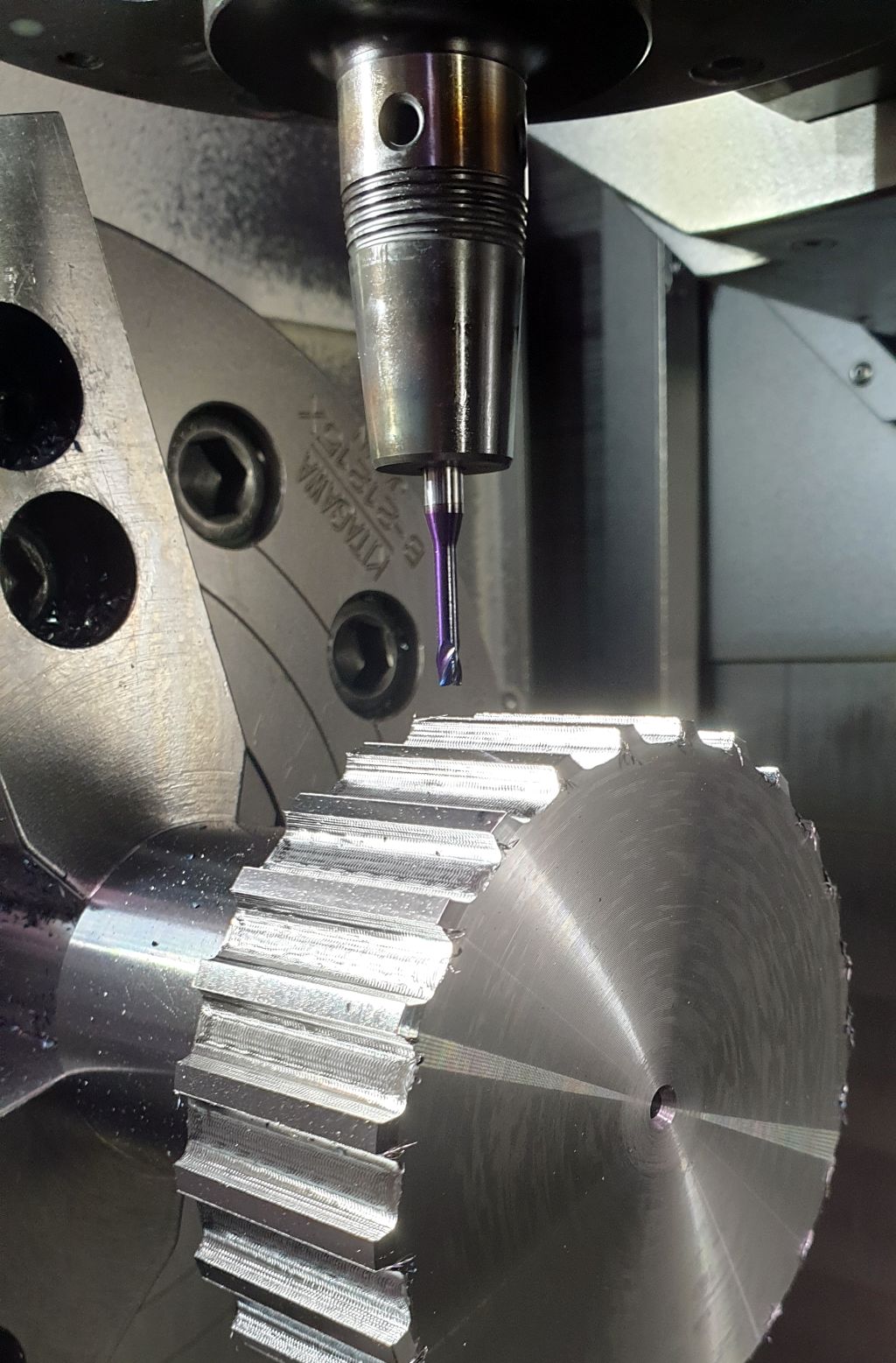
Dado que en Niederlaasphe también se conocían las fortalezas de INGERSOLL en el área de engranajes, el fabricante de herramientas fue elegido cuando se trató de la producción de los primeros ejes de piñón. 'Estábamos muy seguros de tener al socio correcto a bordo', dice Hammer. Para el mecanizado, Kevin Richstein, asesor técnico de INGERSOLL, eligió dos herramientas de desbaste y una herramienta de acabado.
Con tres herramientas para el engranaje
El comienzo del mecanizado lo hace un fresador de vástago equipado con dos plaquitas de corte en forma de V de la serie HiPosSFeedV de INGERSOLL. Con un ancho de 8 mm, fresará en el primer paso las ranuras entre los dientes posteriores. El gran ángulo de viraje reduce la carga de corte y asegura una excelente evacuación de virutas.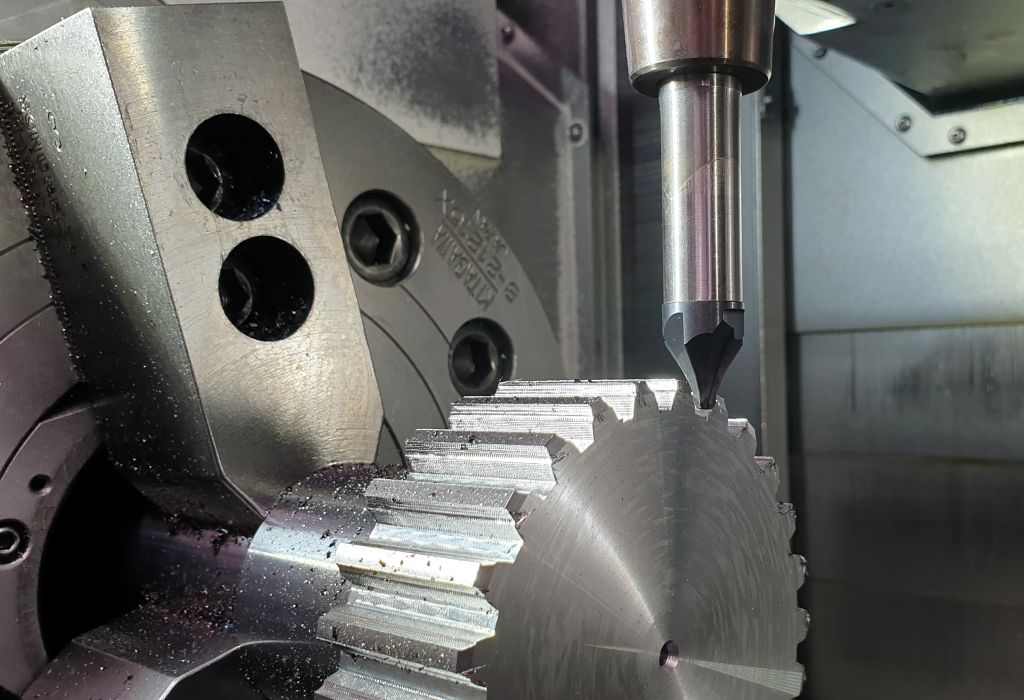
El segundo fresador utilizado de INGERSOLL es un fresador de VHM-Speed Incoolant de tres filos con un diámetro de 4 mm, que desbasta los contornos del engranaje. El acabado final lo realiza una herramienta especial ChipSurfer. Los bordes de la cabeza de VHM son exactamente ajustados a la forma de diente deseada. Dado que una cabeza de fresado desgastada se puede cambiar sin tener que medir la herramienta cada vez, se facilita el trabajo.
HWS está muy satisfecho con el resultado. 'Después del acabado con el fresador de contorno, las piezas parecen estar pulidas', informa Johannes Bitter. Los valores de corte recomendados por INGERSOLL pudieron ser adoptados directamente. Incluyendo el pre-mecanizado de torneado, el tiempo de mecanizado por eje de piñón es de aproximadamente 40 minutos.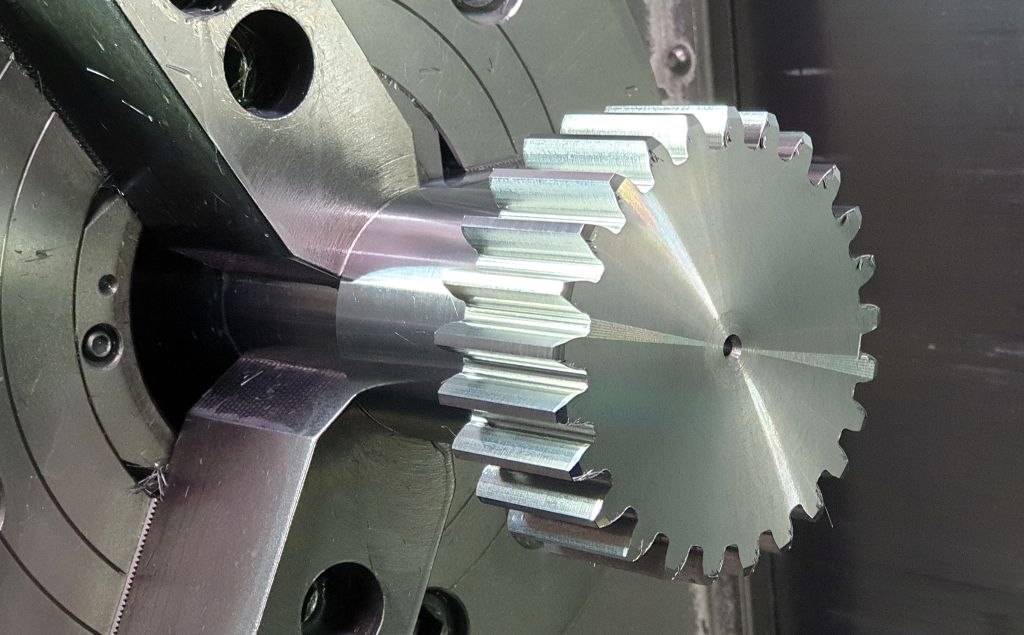
El análisis de costos también proporcionó una sorpresa: los engranajes producidos internamente cuestan a la empresa solo aproximadamente la mitad de lo que costaban las piezas suministradas anteriormente. Además de los costos, HWS también ahorra tiempo. 'Con la producción interna, podemos reducir drásticamente los tiempos de entrega, de los cuales se benefician nuestros clientes', se alegra Hammer. Solo el endurecimiento se realiza externamente. El plazo para ello es manejable.
Se seguirán otros componentes
Con las experiencias positivas, HWS planea transferir más componentes a su propia producción. Después de los pequeños ejes de piñón módulo 4, también seguirán los módulos 8 y 10. Estos engranajes son utilizados con más frecuencia por el fabricante. La estrategia de procesamiento se mantiene igual, sin embargo, los perfiles de los diferentes módulos varían en altura, ancho y ángulo, por lo que se requieren conjuntos de herramientas específicos para cada uno.
Engranajes más grandes pueden ser fabricados en otra máquina Mazak. También es posible una producción automatizada en la CLX debido a los tiempos de ciclo más largos. Además, HWS planea fabricar en el futuro también ruedas de cadena y barras de cremallera, que son los contrapartes de los engranajes.
La pérdida del mercado ruso y los aranceles estadounidenses afectan notablemente a la empresa. Sin embargo, la situación de pedidos es actualmente satisfactoria. Además, la empresa ha establecido una nueva línea de negocio: con su parque de máquinas, también está bien posicionada para la fabricación por contrato y puede mecanizar componentes para clientes, desde pequeños cubos hasta construcciones de soldadura o fundición de 20 toneladas. HWS también puede ofrecer ahora engranajes por contrato.
Contacto:


