


Podjetje je bilo ustanovljeno leta 1937 s strani Georga Müllerja in Heinricha Wagnerja pod imenom Müller & Wagner v Laaspheu kot tovarna za litinske stroje. Leta 1975 je v sodelovanju z japonsko skupino Sintokogio nastala prodajna družba za vakuumske oblikovalne naprave, ki se imenuje Wagner Sinto. To je bil temelj za zelo dobre odnose obeh podjetij, ki trajajo do danes. Leta 1983 je prišlo do združitve z japonskim koncernom, največjim svetovnim proizvajalcem litinskih strojev. Od leta 2003 je HWS 100-odstotna hčerinska družba Sintokogio – partnerstvo, ki se je razvilo v uspešno zgodbo. HWS je danes vodilni proizvajalec oblikovnih naprav, oblikovnih strojev ter tehnologij za proizvodnjo visoko stisnjenih oblik za livarne.
Načrtovanje in proizvodnja livarskih strojev HWS potekata v celoti v Nemčiji. Ker je prostor na sedežu podjetja postal omejen, so dodali drugo lokacijo za mehansko proizvodnjo v bližnjem Niederlaaspheu, medtem ko so konstrukcija, razvoj, uprava in montaža ostali v Bad Laaspheu. Podjetje zaposluje približno 320 delavcev v Nemčiji.
Prilagojene proizvodne linije
Proizvajalec poleg posameznih strojev ponuja tudi popolne proizvodne linije za livarne. Glede na to, ali stranke proizvajajo kopalniške armature, zavorne diske ali motorne bloke, so zahteve glede naprav zelo različne. HWS zato večinoma proizvaja posebne stroje po željah strank. Oblikovanje upošteva predvsem velikost kalupov, ki se uporabljajo v proizvodnji, ter prostorske pogoje pri stranki.
Poleg specifičnih delov potrebuje proizvodnja zlasti za pogone številne standardne komponente. Komponente za hidravlične pogone podjetje HWS popolnoma proizvaja v lastnih prostorih. Tako lahko podjetje v primeru potrebe dobavi nadomestne dele v 24 urah.
Pri električnih pogonih, ki postajajo vse pomembnejši, je bilo doslej drugače. Potrebni zobati deli so bili popolnoma izdelani zunaj. „Glede na to, kako močno je trenutno obremenjen izvajalec, so bile dobavne dobe med 8 in 12 tedni,“ poroča Johannes Bitter, vodja skupine za struženje pri HWS.
Avtomatizacija kot osnova za prestrukturiranje
Za optimizacijo proizvodnje HWS že nekaj let ciljno vlaga v avtomatizacijo. Začetek je bil obratno-frezarski center DMG Mori z robotsko celico. Kasneje sta v frezarskem področju dodani dve DMG napravi z upravljanjem palet. Skupaj lahko HWS avtomatizirano uporablja več kot 20 palet različnih velikosti v frezarskem področju. S temi napravami proizvajalec izdeluje ležajne dele v večjih serijah, ki so potrebne za različne naprave.
S tem je bila ustvarjena osnova za novo strukturiranje delovnih procesov znotraj oddelka za struženje. Ciljno so bile naloge prenesene na avtomatizirani DMG CLX 450TC, kar je omogočilo sprostitev zmogljivosti na drugih strojih za nove naloge. Tako se je odprla pot za lastno proizvodnjo zobatih delov. Začetek naj bi predstavljali najmanjši deli, potrebni tukaj: zobni gredi modula 4 z zunanjim premerom 108 mm, izdelani v serijah med pet in deset kosov na stroju Mazak Integrex i-400.
Zmagovalec testa INGERSOLL
Proizvodnja zobnikov je bila za HWS popolnoma nova izkušnja. Da se je HWS odločil za INGERSOLL Werkzeuge GmbH, ni bila naključje: V okviru nove organizacije so vse doslej uporabljene orodja podvrgli pregledu.
Pred dobrim letom je HWS testiral različne proizvajalce orodij pri različnih obdelovalnih nalogah in v nadaljevanju veliko zamenjal. „INGERSOLL se je v primerjavah odlično odrezal,“ povzema Christian Hammer, vodja oddelka za mehansko obdelavo. Od takrat HWS uporablja številna orodja INGERSOLL za frezanje in tudi povečuje uporabo rezalnih plošč za struženje.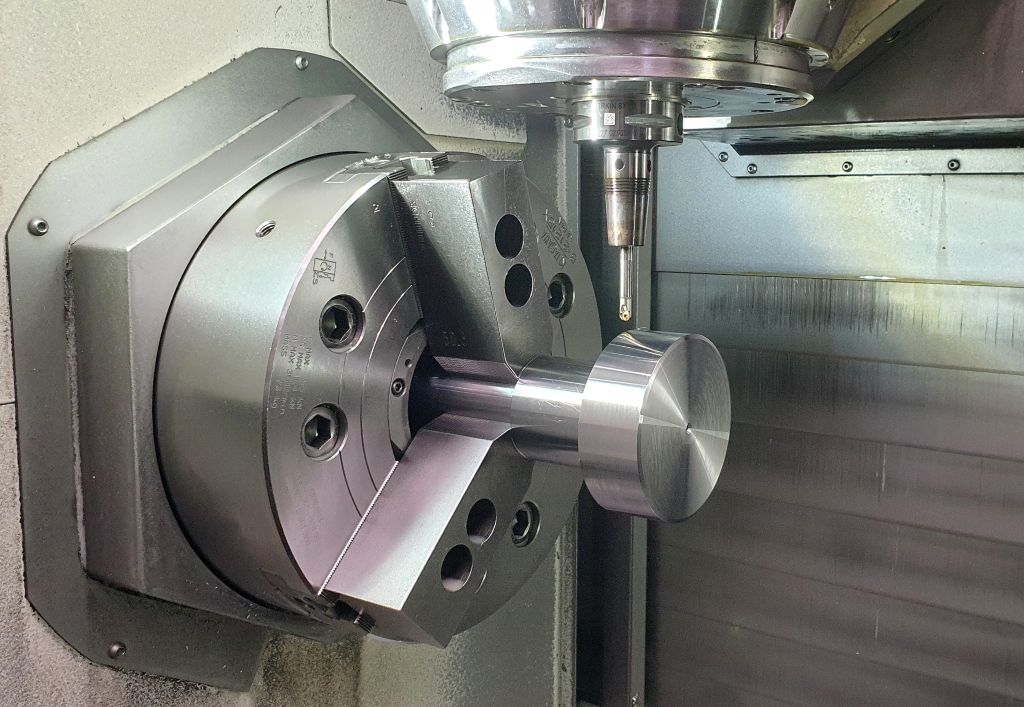
Poleg kakovosti orodja podjetje ceni tudi svetovanje in storitve proizvajalca iz Haigerja. „Sodelovanje je bilo vedno odlično, Kevin Richstein pa je zelo kompetenten kontakt,“ hvali Hammer. „Ko imamo kakšno zadevo, nam hitro in enostavno pomagajo. V primeru potrebe tudi zelo hitro dobimo nadomestilo.“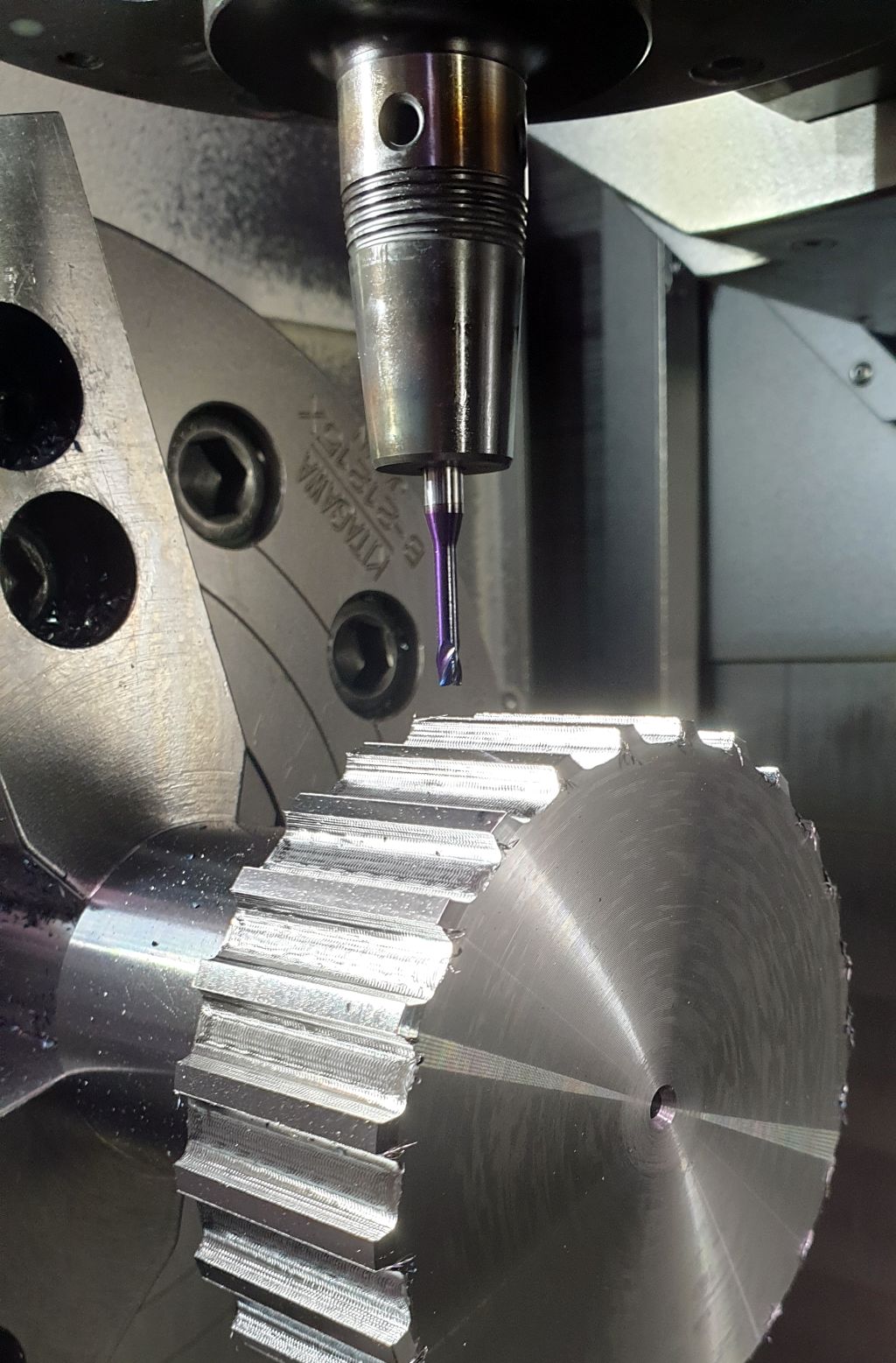
Ker so v Niederlaasphe vedeli tudi za prednosti podjetja INGERSOLL na področju zobatosti, je bil proizvajalec orodij izbran, ko je šlo za proizvodnjo prvih zobatih gredi. „Zelo smo bili prepričani, da imamo pravega partnerja na naši strani,“ je dejal Hammer. Za obdelavo je Kevin Richstein, tehnični svetovalec pri INGERSOLL, izbral dva orodja za grobo obdelavo in eno orodje za fino obdelavo.
S tremi orodji do zobčenja
Začetek obdelave predstavlja valjasti rezkalnik iz serije HiPosSFeedV podjetja INGERSOLL, opremljen z dvema V-oblikovanima zamenljivima rezalnima ploščama. S širino 8 mm v prvem delovnem koraku obdeluje utore med kasnejšimi zobmi. Velik kot odrezavanja zmanjšuje obremenitev pri rezanju in zagotavlja odlično odvajanje stružnih odpadkov.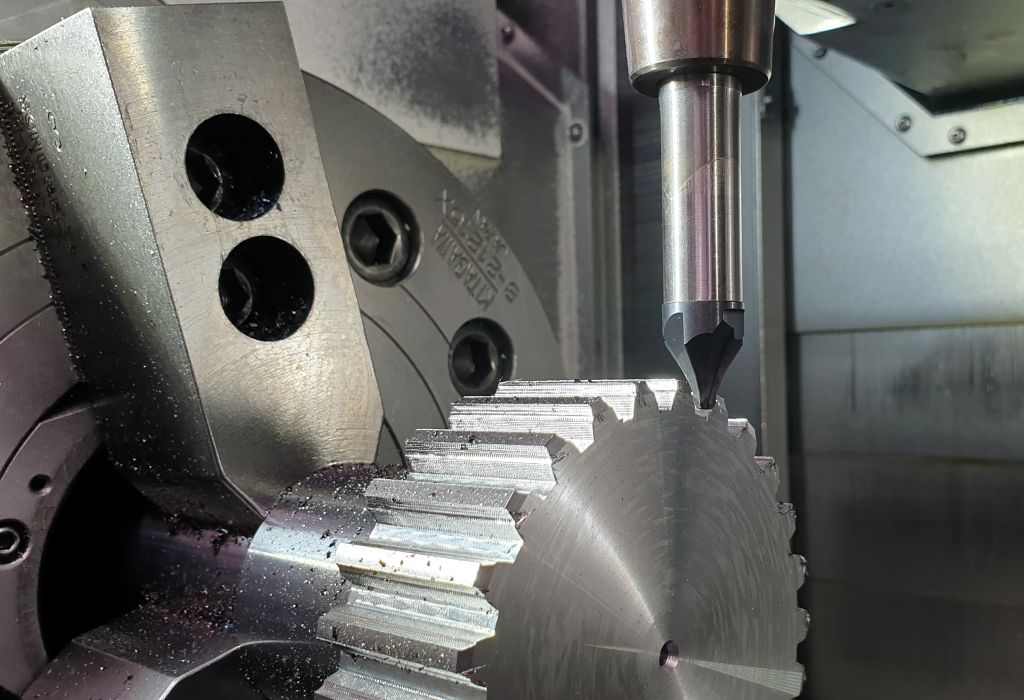
Drugi uporabljen rezkalnik podjetja INGERSOLL je trokraki VHM-hitri rezkalnik Incoolant s premerom 4 mm, ki obdeluje konture zobnika. Končno obdelavo prevzame posebno orodje ChipSurfer. Rezila VHM-vijačnega rezalnika so natančno prilagojena želeni obliki zoba. Ker se obrabljena rezkalna glava lahko zamenja, ne da bi bilo treba orodje vsakič znova meriti, je delo olajšano.
Rezultat je pri HWS zelo navdušujoč. „Po obdelavi s profilno frezo so deli videti, kot da so bili brušeni,“ poroča Johannes Bitter. Priporočene vrednosti rezanja, ki jih je predlagal INGERSOLL, je lahko neposredno prevzel. Vključno s predobdelavo vrtenja znaša čas obdelave na eno zobato gred približno 40 minut.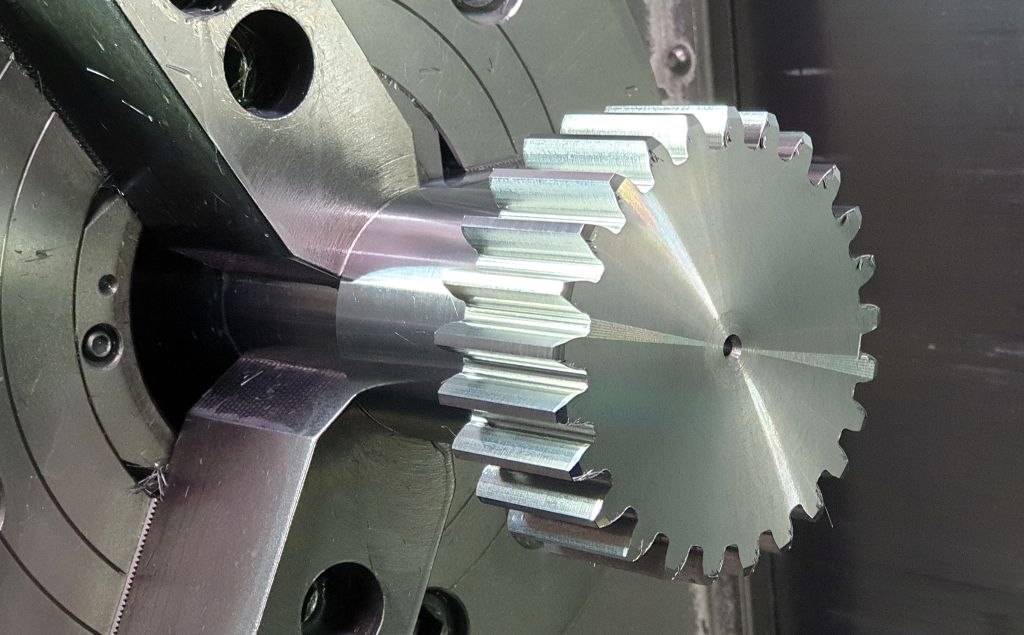
Analiza stroškov je prinesla tudi presenečenje: Samo proizvedeni zobniki podjetje stanejo le približno polovico cene doslej dobavljenih delov. Poleg stroškov HWS prihrani tudi čas. „Z notranjo proizvodnjo lahko ekstremno skrajšamo dobavne roke, kar koristi našim strankam,“ se veseli Hammer. Le kaljenje še poteka zunaj. Časovni okvir za to je obvladljiv.
Nove komponente bodo sledile.
S pozitivnimi izkušnjami HWS načrtuje, da bo dodatne komponente prenesel v lastno proizvodnjo. Po manjših zobatih gredi modula 4 naj bi sledili tudi moduli 8 in 10. Ta zobnika proizvajalec pogosteje uporablja. Strategija obdelave ostaja enaka, vendar se profili različnih modulov razlikujejo glede na višino, širino in kot, zato so potrebni posebni kompleti orodij.
Večja zobnika lahko izdelamo na še eni Mazakovi napravi. Prav tako je zaradi daljših časov delovanja mogoča avtomatizirana proizvodnja na CLX. Poleg tega HWS načrtuje, da bo v prihodnje sam izdeloval tudi verižne zobnike in zobne palice, ki so nasprotja zobnikov.
Izguba ruskega trga in ameriške carine občutno vplivata na podjetje. Kljub temu je trenutno stanje naročil zadovoljivo. Poleg tega je podjetje vzpostavilo še eno dejavnost: s svojim parkom strojev je dobro opremljeno tudi za pogodbeno proizvodnjo in lahko za stranke obdeluje komponente od majhnih kock do 20 ton težkih varjenih ali litih konstrukcij. HWS zdaj lahko ponudi tudi pogodbeno zobčenje.
Kontakt:


