


Компанія INGERSOLL WERKZEUGE GMBH реалізувала пропозицію від працівників і розробила дисковий фрезер, який зменшує час обробки на 60 відсотків.
 Компанія була заснована у 1937 році Валентином Кноттом як постачальник для трансмісій і після війни пережила сильний підйом завдяки високому попиту з боку сільського господарства на осі та гальма. Серед клієнтів Knott GmbH досі є великі компанії з цього сектору, такі як Claas та група Agco. Наразі виробник також обслуговує ряд інших галузей. Окрім сільськогосподарської техніки, компоненти Knott сьогодні використовуються також у будівельній техніці, гірництві, навантажувачах, важких транспортних засобах, військових автомобілях, техніці для аеродромів, комунальних автомобілях, складських підйомниках або залізничних транспортних засобах.
Компанія була заснована у 1937 році Валентином Кноттом як постачальник для трансмісій і після війни пережила сильний підйом завдяки високому попиту з боку сільського господарства на осі та гальма. Серед клієнтів Knott GmbH досі є великі компанії з цього сектору, такі як Claas та група Agco. Наразі виробник також обслуговує ряд інших галузей. Окрім сільськогосподарської техніки, компоненти Knott сьогодні використовуються також у будівельній техніці, гірництві, навантажувачах, важких транспортних засобах, військових автомобілях, техніці для аеродромів, комунальних автомобілях, складських підйомниках або залізничних транспортних засобах.
Наразі компанія Knott представлена у 18 країнах світу та налічує близько 2500 співробітників. Обидва німецькі заводи розташовані в Регенстафі та Еггштетті в Баварії. Knott Regenstauf розробляє, виготовляє та постачає всі деталі, необхідні для довговічного та безпечного причепа. Від шасі до осей, а також до додаткових елементів і аксесуарів виробник постачає все, що потрібно для кінських причепів, причепів для човнів, житлових причепів і класичних транспортних причепів.
У Еґштетті розташований бізнес-відділ технології гальм. З приблизно 400 працівниками цей завод є більшим з двох локацій. Спочатку тут переважно виробляли механічні барабанні гальма. Сьогодні компанія Knott пропонує широкий асортимент промислових гальм, до якого входять, зокрема, дискові гальма, гідравлічні гальма, електромагнітні гальма та гідравлічні дискові фрикційні гальма.
З великою глибиною виробництва в Еггштетті створюються виключно власні продукти. Коли в пікові періоди потужностей недостатньо, роботи передаються дочірнім підприємствам у сусідніх країнах.
Навіть у випадку з меншими серіями час - це гроші.
У порівнянні з масовим виробництвом гальм для легкових автомобілів, де обсяги виробництва складають мільйони одиниць, а в процесі виробництва йдеться про частки секунд, обсяги виробництва тут скоріше низькі. Компанія позиціонує себе як вирішувач проблем і виготовляє також індивідуальні гальма за бажанням клієнтів. «Ми, звичайно, не орієнтовані на великі серії, але й нам потрібно виробляти якомога швидше», - пояснює Андреас Нойбауер, керівник механічного виробництва. «Практично щодня ми шукаємо можливості, якими можемо ще більше оптимізувати наші виробничі процеси».
Knott все більше покладається на автоматизацію. Поки окремі деталі або зразки виготовляються виключно вдень, робот вночі завантажує деталі для серії, щоб обробити партії від 500 до 1000 штук. У випадку з гальмівними поршнями їх може бути ще більше. З цих деталей, які потрібні для різних продуктів, Knott щорічно виготовляє 100 000 штук.
„Щоб збільшити безлюдний виробничий час і таким чином протистояти нестачі кваліфікованих працівників, ми купуємо нові установки лише з автоматизацією“, - говорить Нойбауер. Економічне виробництво, на його думку, забезпечує місце розташування на озері Хімзе. З безлюдним виробництвом зростають також вимоги до процесуальної безпеки. Не менш важливою є точність розмірів компонентів, оскільки гальма є елементами, що мають відношення до безпеки.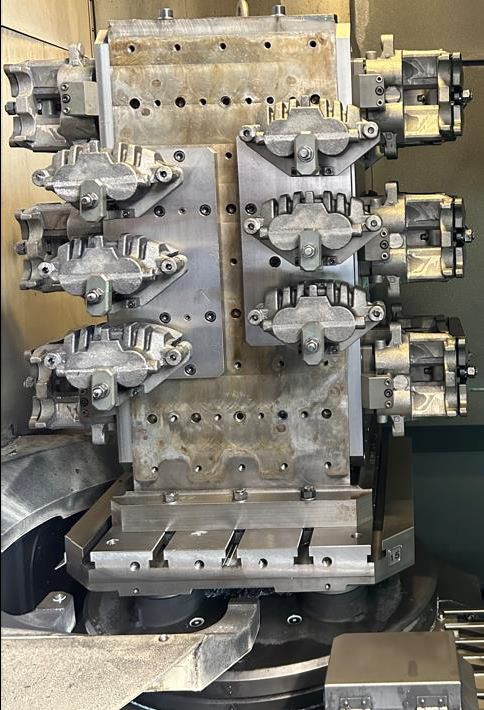
На підприємстві Knott Eggstätt працює близько 60 машин для фрезерування, токарної обробки та токарно-фрезерної обробки. В основному обробляються литі деталі, тоді як у токарній зоні переважно обробляється сталь. Відносини з INGERSOLL існують вже багато десятиліть. Інструменти виробника в основному використовуються для фрезерування та свердління. Як технічний консультант для INGERSOLL, Майкл Бум приблизно раз на місяць відвідує клієнта на місці. Поза цією рутиною відбулася зустріч у майстерні, на яку Бум також запросив техніка з застосування Йорга Голдбаха з INGERSOLL TechCenter у Хайгері, щоб представити новинки та обговорити можливі покращення. Участь у зустрічі також взяли співробітники, які працюють на машинах.
Пропозиція щодо покращення від оператора верстата
Від оператора верстата надійшла пропозиція виконувати певний етап обробки гідравлічного ковзного сідла за допомогою одного відповідного інструмента замість двох різання. Виріб, який виготовлений з сірого чавуну EN-GJS-500-7, компанія Knott виробляє близько 5000 штук на рік. Гальмівні супорти використовуються в комунальних малих вантажівках до 7,5 тонн. Пропозиції щодо покращення від працівників у Knott не є чимось незвичайним і заохочуються преміями.
„Ми з радістю взялися за цю справу“, повідомляє Майкл Бум. Щоб перевірити, чи може пропозиція бути реалізована, техніки INGERSOLL відразу ж зібрали всі відповідні дані. Окрім характеристик оброблювальної деталі, це були, перш за все, значення машини, такі як продуктивність різання, різальна сила, момент обертання та потужність шпинделя. „При проектуванні інструментів ми завжди повинні враховувати, наскільки стабільною є машина і що на ній можна обробляти“, пояснює Бум. Також було звернено увагу на наявну ситуацію з затиском.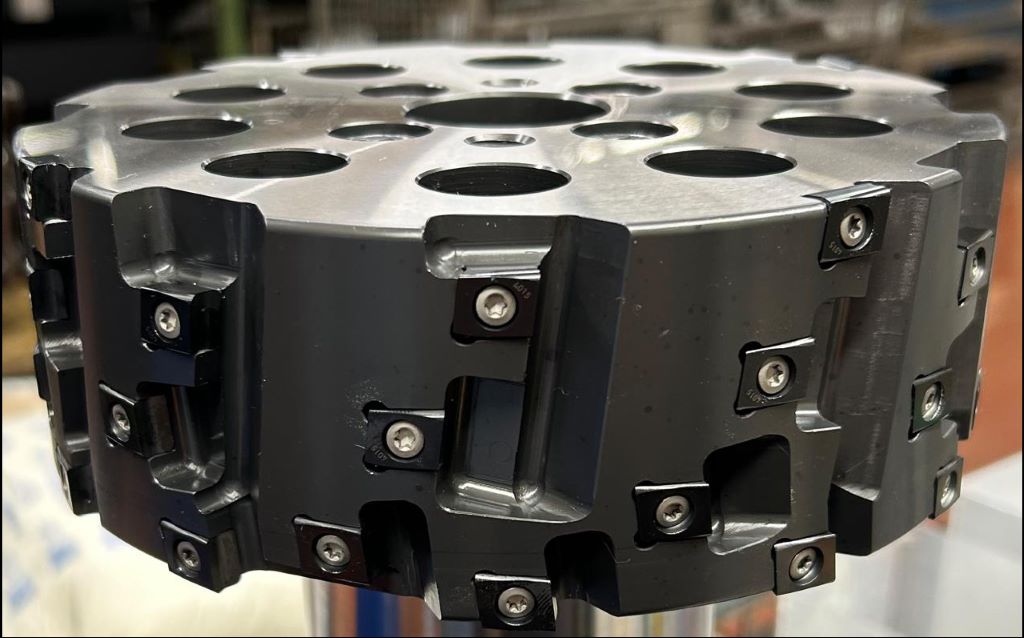
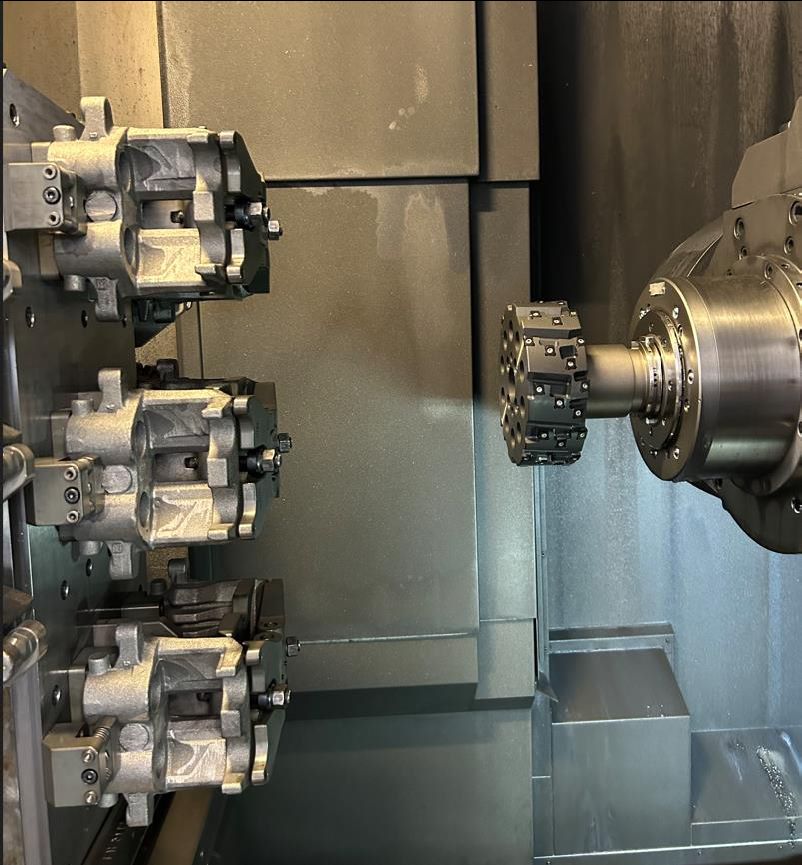
Knott обробляє деталі на Mazak Vortex 630 V/6. Вона розташована разом з іншою Mazak та завантажувальною станцією для затискних башт у групу машин, для якої потрібен лише один оператор. Такі виробничі острови для деталей різного розміру часто зустрічаються у виробництві Eggstätter. Окрім груп з двох машин, також три машини з двома завантажувальними станціями утворюють ансамблі. Трохи складним є затиск, як пояснює Андреас Нойбауер:
„Ми часто маємо справу з литими заготовками, які ми закріплюємо на фрезерних центрах за допомогою затискних лап. При цьому закріплення не завжди є дуже стабільним.“
Тангенціальний замість радіального

У технічному центрі INGERSOLL дійшли висновку, що обробка може бути реалізована в одному проході, і розробили для цього дисковий фрезер. На відміну від попереднього інструмента, радіального дискового фрезера іншого виробника, INGERSOLL обрала тангенціальне рішення. Обробка з його використанням є стабільнішою і дозволяє на наявному верстаті трохи збільшити подачу в відносно легкозбиральному литті.
Результат перевищив початкові очікування. Замість того, щоб скоротити час обробки вдвічі, як це робилося раніше з одним різцем, було досягнуто економії часу на 60 відсотків, використовуючи два різці. Для змінних різців INGERSOLL вибрала субстрат, який оптимально підходить до використовуваного матеріалу. Також геометрія ріжучих країв була ідеально налаштована.
На новому інструменті INGERSOLL змогла розмістити більше ріжучих крайок, які також трохи ширші, ніж у попереднього інструмента. «Великим ключовим моментом є розподіл різальної сили через розташування ріжучих крайок і їх перекриття», - розповідає Майкл Бум. Вибране розташування ріжучих пластин на радіусі дозволяє досягти швидкості різання 160 м/хв. Менші різальні сили забезпечують більш спокійний безвібраційний хід, що обіцяє не лише безпеку процесу, а й вищі терміни служби.
Втручання триває всього 30 секунд, поки дисковий фрезер проходить дугу через деталь і при цьому виконує 4 мм глибокий різ на заданій ширині 68 мм для проходу гальмового диска.
З поліпшеними спеціальними інструментами INGERSOLL вже неодноразово змогла скоротити час процесу при виготовленні деталей на Knott. Обробка гідравлічного ковзаючого сідла, напевно, не була останньою оптимізацією: для випробувань з новими продуктами з Хайгера Knott завжди відкритий.
Контакт:


