


Firma INGERSOLL WERKZEUGE GMBH wdrożyła sugestię pracowników i opracowała frez tarczowy, który skraca czas obróbki o 60 procent.
 Firma została założona w 1937 roku przez Valentina Knotta jako dostawca dla przekładni i po wojnie przeżyła silny rozwój dzięki wysokiemu zapotrzebowaniu rolnictwa na osie i hamulce. Wśród klientów Knott GmbH znajdują się nadal duże firmy z tego sektora, takie jak Claas i grupa Agco. Obecnie producent obsługuje również szereg innych branż. Oprócz maszyn rolniczych, komponenty Knott są dziś wykorzystywane także w maszynach budowlanych, górnictwie, ładowarkach, ciężkich transportach, pojazdach wojskowych, pojazdach lotniskowych, pojazdach komunalnych, wózkach widłowych oraz pojazdach szynowych.
Firma została założona w 1937 roku przez Valentina Knotta jako dostawca dla przekładni i po wojnie przeżyła silny rozwój dzięki wysokiemu zapotrzebowaniu rolnictwa na osie i hamulce. Wśród klientów Knott GmbH znajdują się nadal duże firmy z tego sektora, takie jak Claas i grupa Agco. Obecnie producent obsługuje również szereg innych branż. Oprócz maszyn rolniczych, komponenty Knott są dziś wykorzystywane także w maszynach budowlanych, górnictwie, ładowarkach, ciężkich transportach, pojazdach wojskowych, pojazdach lotniskowych, pojazdach komunalnych, wózkach widłowych oraz pojazdach szynowych.
Aktualnie firma Knott jest obecna w 18 lokalizacjach na całym świecie i zatrudnia około 2500 pracowników. Dwa niemieckie zakłady znajdują się w Regenstauf i Eggstätt w Bawarii. Knott Regenstauf opracowuje, produkuje i dostarcza wszystkie części potrzebne do trwałego i bezpiecznego przyczepu. Od podwozia, przez osie, aż po elementy montażowe i akcesoria, producent dostarcza wszystko, co jest potrzebne przyczepom do koni, przyczepom do łodzi, przyczepom kempingowym oraz klasycznym przyczepom transportowym.
W Eggstätt znajduje się dział technologii hamulcowej. Z około 400 pracownikami, zakład jest większy z dwóch lokalizacji. Na początku produkowano tutaj głównie mechaniczne hamulce bębnowe. Dziś firma Knott oferuje szerokie portfolio hamulców przemysłowych, w tym hamulce tarczowe, hamulce hydrauliczne, hamulce elektromagnetyczne oraz hamulce tarczowe na mokro.
Z dużą głębokością produkcji w Eggstätt powstają wyłącznie własne produkty. Gdy w szczytowych okresach moce przerobowe są niewystarczające, prace zleca się zakładom córkowym w sąsiednich krajach.
Nawet przy mniejszych seriach czas to pieniądz.
W porównaniu z masową produkcją hamulców do samochodów osobowych, gdzie liczby sięgają milionów, a w produkcji liczy się każda sekunda, liczba produkowanych elementów jest tutaj raczej niska. Postrzegamy się jako rozwiązywacze problemów i produkujemy również hamulce na miarę według życzeń klientów. „Nie dążymy do dużych serii, ale musimy produkować jak najszybciej”, wyjaśnia Andreas Neubauer, kierownik produkcji mechanicznej. „Prawie codziennie szukamy sposobów, aby dalej optymalizować nasze procesy produkcyjne.”
Knott coraz bardziej stawia na automatyzację. Podczas gdy pojedyncze części lub próbki są wytwarzane wyłącznie w ciągu dnia, robot w nocy wkłada jeszcze części do serii, aby przetworzyć wielkości partii od 500 do 1000 sztuk. W przypadku tłoków hamulcowych może ich być nawet więcej. Z tych części, które są potrzebne do różnych produktów, Knott rocznie produkuje 100 000 sztuk.
„Aby zwiększyć czas produkcji bezobsługowej i w ten sposób przeciwdziałać niedoborowi wykwalifikowanej siły roboczej, kupujemy nowe urządzenia tylko z automatyzacją“ – mówi Neubauer. Jego zdaniem ekonomiczna produkcja zapewnia lokalizację nad Chiemsee. Wraz z produkcją bezobsługową rosną również wymagania dotyczące bezpieczeństwa procesów. Równie ważna jest dokładność wymiarowa komponentów, ponieważ hamulce są elementami istotnymi dla bezpieczeństwa.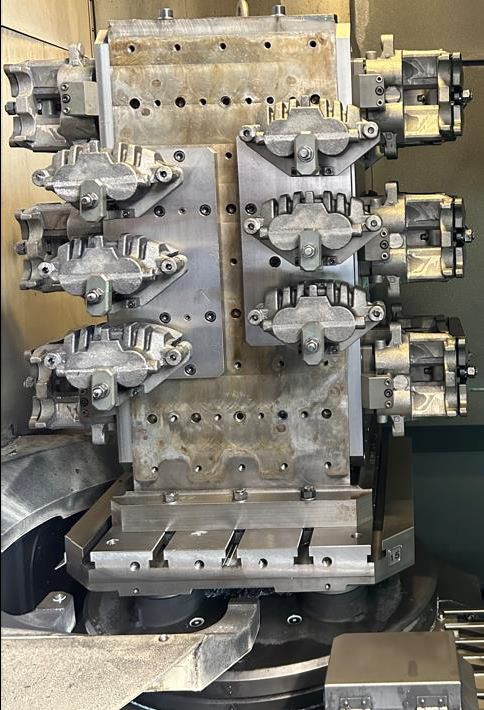
W Knott Eggstätt działa około 60 maszyn do frezowania, toczenia i toczenia-frezowania. Głównie frezowane są odlewy, podczas gdy w obszarze toczenia przeważnie obrabiany jest stal. Relacja z INGERSOLL trwa już od wielu dziesięcioleci. Narzędzia tego producenta są głównie wykorzystywane do frezowania i wiercenia. Jako doradca techniczny dla INGERSOLL, Michael Bum odwiedza klienta około raz w miesiącu. Poza tą rutyną odbyła się rozmowa warsztatowa, na którą Bum przywiózł również technika aplikacyjnego Jörga Goldbacha z INGERSOLL TechCenter w Haiger, aby zaprezentować nowości i omówić możliwe ulepszenia. Wzięli w niej także udział pracownicy przy maszynach.
Propozycja ulepszenia od operatora maszyny
Od operatora maszyn nadeszła propozycja, aby jeden określony krok obróbczy dla hydraulicznego zacisku ślizgowego wykonywać za pomocą jednego odpowiedniego narzędzia zamiast dwóch cięć. Część, która wykonana jest z żeliwa sferoidalnego EN-GJS-500-7, jest produkowana przez firmę Knott w ilości około 5000 sztuk rocznie. Zaciski hamulcowe są stosowane w gminnych małych ciężarówkach o wadze do 7,5 tony. Propozycje ulepszeń ze strony pracowników nie są w firmie Knott niczym niezwykłym i są wspierane premiami.
„Z przyjemnością podjęliśmy się tego zadania“, relacjonuje Michael Bum. Aby sprawdzić, czy propozycja rzeczywiście może zostać wdrożona, technicy z INGERSOLL zebrali wszystkie istotne informacje. Oprócz właściwości detalu, kluczowe były również parametry maszyny, takie jak wydajność skrawania, siła skrawania, moment obrotowy i moc wrzeciona. „Musimy zawsze brać pod uwagę, jak stabilna jest maszyna i co można na niej obrabiać“, wyjaśnia Bum. Zwrócono również uwagę na istniejącą sytuację mocowania.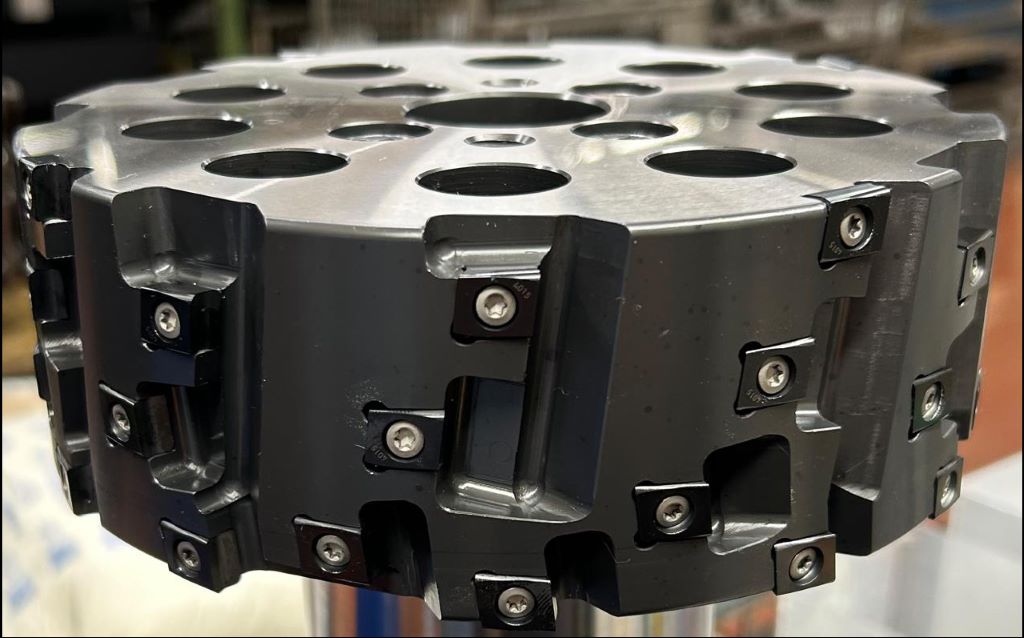
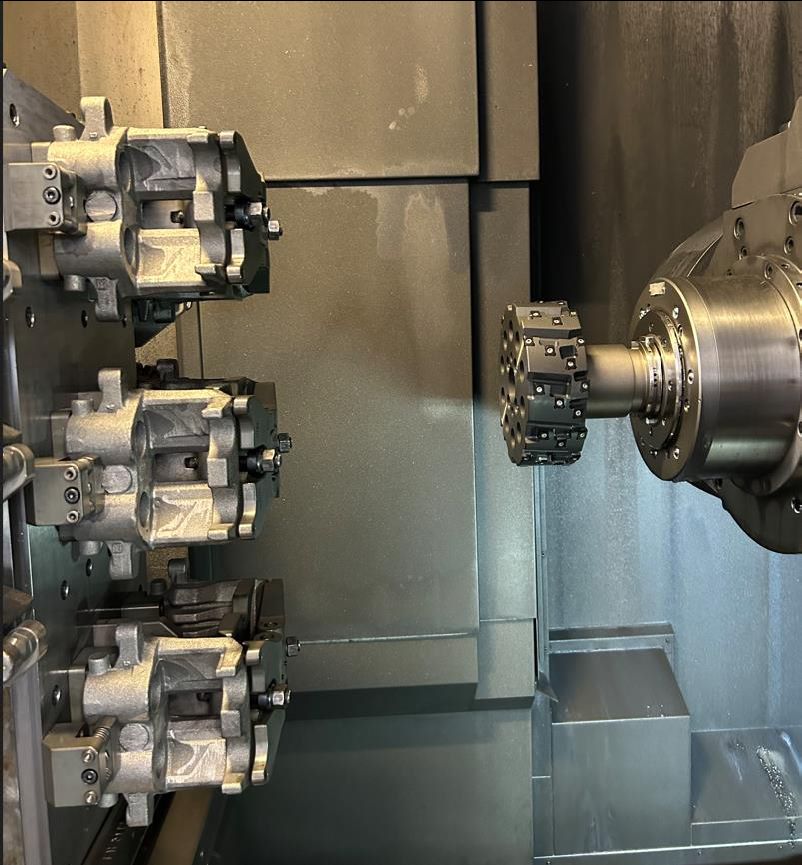
Knott obrabia elementy na maszynie Mazak Vortex 630 V/6. Jest ona połączona z inną maszyną Mazak oraz stacją załadunkową dla wież mocujących w jedną grupę maszyn, do obsługi której wystarczy tylko jeden operator. Takie wyspy produkcyjne dla elementów o różnej wielkości są często spotykane w produkcji w Eggstätt. Oprócz grup składających się z dwóch maszyn, również trzy maszyny z dwiema stacjami załadunkowymi tworzą zespoły. Nieco problematyczne jest mocowanie, jak wyjaśnia Andreas Neubauer:
„Często mamy do czynienia z odlewkami, które mocujemy na centrach frezarskich za pomocą uchwytów. Przy tym mocowanie nie zawsze jest bardzo stabilne.“
Tangencjalnie zamiast radialnie

W centrum technologicznym INGERSOLL doszło do wniosku, że obróbka może być realizowana w jednym przejściu i zaprojektowano do tego frez tarczowy. W przeciwieństwie do poprzedniego narzędzia, radialnego freza tarczowego innego producenta, INGERSOLL zdecydowało się na rozwiązanie tangencjalne. Obróbka tym narzędziem jest stabilniejsza i pozwala na nieco większy posuw na istniejącej maszynie w stosunkowo łatwo skrawalnym odlewie.
Wynik przekroczył pierwotne oczekiwania. Zamiast skrócić czas obróbki o połowę przy użyciu dwóch cięć, osiągnięto nawet oszczędność czasu na poziomie 60 procent. Dla wkładek skrawających INGERSOLL wybrał substrat, który idealnie pasuje do używanego materiału. Geometria ostrzy również została perfekcyjnie dopasowana.
Na nowym narzędziu INGERSOLL udało się umieścić więcej ostrzy, które są również nieco szersze niż w poprzednim narzędziu. „Dużym punktem zwrotnym jest podział siły skrawania przez rozmieszczenie ostrzy i ich nakładanie się”, zdradza Michael Bum. Wybrane rozmieszczenie wkładek skrawających na promieniu umożliwia prędkość skrawania wynoszącą 160 m/min. Mniejsze siły skrawania zapewniają spokojniejszy, wolny od wibracji bieg, który oprócz bezpieczeństwa procesu obiecuje również dłuższe czasy eksploatacji.
Interwencja trwa zaledwie 30 sekund, podczas gdy frez tarczowy wykonuje łuk przez element, wykonując przy tym na zadanej szerokości 68 mm 4 mm głęboki cięcie dla przejścia tarczy hamulcowej.
Dzięki ulepszonym narzędziom specjalnym INGERSOLL wielokrotnie udało się skrócić czasy procesów przy produkcji elementów w Knott. Obróbka hydraulicznego siodła ślizgowego nie powinna być ostatnią optymalizacją: Knott zawsze jest otwarty na próby z nowymi produktami z Haiger.
Kontakt:


