


INGERSOLL WERKZEUGE GMBH je uresničila predlog zaposlenih in razvila rezalnik s ploščami, ki zmanjša čas obdelave za 60 odstotkov.
 Podjetje je bilo ustanovljeno leta 1937 s strani Valentin Knotta kot dobavitelj za menjalnike in je po vojni doživelo močan porast zaradi visoke povpraševanja kmetijstva po osi in zavorah. Z globalnimi podjetji, kot sta Claas in skupina Agco, še vedno pripadajo velika podjetja iz tega področja med strankami Knott GmbH. Vendar pa proizvajalec danes oskrbuje tudi vrsto drugih panog. Poleg kmetijskih strojev se komponente Knott danes uporabljajo tudi v gradbenih strojih, rudarstvu, kolesnih nakladalcih, težkih transportnih vozilih, vojaških vozilih, vozilih za letališča, komunalnih vozilih, vozilih za notranje transportne sisteme ali železniških vozilih.
Podjetje je bilo ustanovljeno leta 1937 s strani Valentin Knotta kot dobavitelj za menjalnike in je po vojni doživelo močan porast zaradi visoke povpraševanja kmetijstva po osi in zavorah. Z globalnimi podjetji, kot sta Claas in skupina Agco, še vedno pripadajo velika podjetja iz tega področja med strankami Knott GmbH. Vendar pa proizvajalec danes oskrbuje tudi vrsto drugih panog. Poleg kmetijskih strojev se komponente Knott danes uporabljajo tudi v gradbenih strojih, rudarstvu, kolesnih nakladalcih, težkih transportnih vozilih, vojaških vozilih, vozilih za letališča, komunalnih vozilih, vozilih za notranje transportne sisteme ali železniških vozilih.
Trenutno je Knott prisoten na 18 lokacijah po svetu in zaposluje skupno okoli 2500 zaposlenih. Dve nemški lokaciji se nahajata v Regenstaufu in Eggstättu v Bavarski. Knott Regenstauf razvija, proizvaja in dobavlja vse dele, ki jih potrebujete za dolgotrajen in varen priklopnik. Od podvozja do osi ter dodatkov in opreme proizvajalec ponuja vse, kar potrebujejo konjski priklopniki, priklopniki za čolne, priklopniki za kampiranje in klasični transportni priklopniki.
V Eggstättu je nameščen poslovni oddelek za tehnologijo zavor. Z okoli 400 zaposlenimi je to tovarna večja od obeh lokacij. Na začetku so tukaj predvsem proizvajali mehanske bobnaste zavore. Danes Knott ponuja široko paleto industrijskih zavor, ki vključujejo tudi diskaste zavore, hidravlične zavore, elektromagnetne zavore in mokre diskaste lamelne zavore.
Z veliko globino proizvodnje nastajajo v Eggstättu izključno lastni izdelki. Ko kapacitete v času največje obremenitve ne zadoščajo, se dela oddajajo hčerinskim podjetjem v sosednjih državah.
Tudi pri manjših serijah je čas denar.
V primerjavi z množično proizvodnjo zavor za osebna vozila, kjer so količine v milijonih in je v proizvodnji pomemben vsak delček sekunde, so tukaj količine precej nižje. Vidimo se kot reševalci problemov in izdelujemo tudi po meri narejene zavore po željah strank. „Nismo usmerjeni v velike serije, a tudi mi moramo proizvajati čim hitreje,“ pojasnjuje Andreas Neubauer, vodja mehanske proizvodnje. „Skoraj vsak dan iščemo možnosti, s katerimi lahko še naprej optimiziramo naše proizvodne procese.“
Knott vse bolj stavlja na avtomatizacijo. Medtem ko se posamezni deli ali vzorčni deli proizvajajo izključno podnevi, robot ponoči še vedno nalaga dele za serijo, da obdeluje serijske velikosti od 500 do 1000 kosov. Pri zavornih kolbkih je lahko tudi več. Od teh delov, ki so potrebni za različne izdelke, Knott letno proizvede 100.000 kosov.
„Da bi povečali čas brezposelne proizvodnje in tako odgovorili na pomanjkanje usposobljenih delavcev, kupujemo nove naprave le še z avtomatizacijo,“ pravi Neubauer. Ekonomična proizvodnja po njegovem mnenju zagotavlja lokacijo ob Chiemseeju. Z brezposelno proizvodnjo se povečujejo tudi zahteve po procesni varnosti. Prav tako je pomembna natančnost komponent, saj so zavore varnostno relevantne komponente.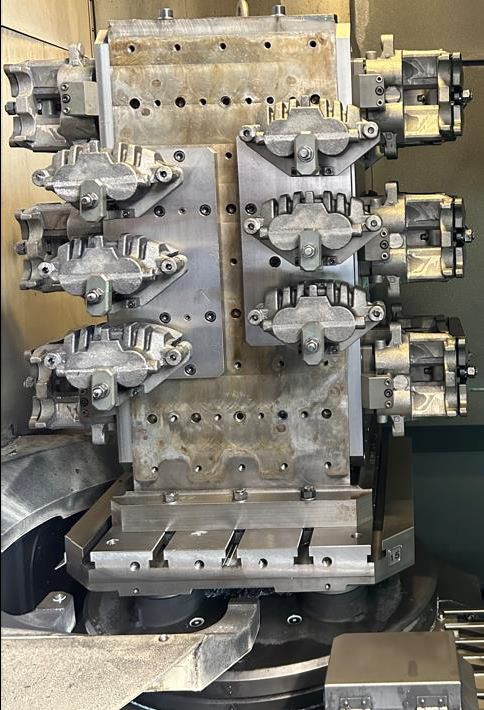
Pri Knott Eggstätt deluje približno 60 strojev za frezanje, struženje in stružno frezanje. Frezajo se predvsem litini, medtem ko se na stružnicah obdeluje predvsem jeklo. Razmerje z INGERSOLL traja že desetletja. Orodja proizvajalca se predvsem uporabljajo za frezanje in vrtanje. Michael Bum, tehnični svetovalec za INGERSOLL, je približno enkrat na mesec prisoten pri stranki. Poleg te rutine je potekal delavnica, na katero je Bum pripeljal tudi aplikacijskega tehnika Jörga Goldbacha iz INGERSOLL TechCentra v Haigerju, da bi predstavil novosti in razpravljal o morebitnih izboljšavah. Udeležili so se je tudi zaposleni na strojih.
Predlog za izboljšanje s strani operaterja stroja
Od operaterja stroja je prišla pobuda, da se določen obdelovalni korak za hidravlični drsni sedež izvede z ustreznim orodjem namesto z dvema rezoma, le z enim. Od komponent, ki so izdelane iz sferoidnega litine EN-GJS-500-7, Knott proizvede približno 5000 kosov na leto. Zavorni sedeži se uporabljajo v občinskih lahkih tovornjakih do 7,5 tone. Predlogi za izboljšave zaposlenih niso pri Knott nič nenavadnega in so spodbujeni z nagradami.
„Z veseljem smo se lotili te naloge,“ poroča Michael Bum. Da bi preverili, ali se predlog dejansko lahko uresniči, so tehniki podjetja INGERSOLL zbrali vse relevantne informacije. Poleg lastnosti obdelovanca so bili to predvsem podatki o stroju, kot so zmogljivost rezanja, rezalna sila, navor in moč vretena. „Pri zasnovi orodja moramo vedno upoštevati, kako stabilen je stroj in kaj lahko na njem obdelujemo,“ pojasnjuje Bum. Prav tako je bila pozornost namenjena obstoječemu sistemu pritrditev.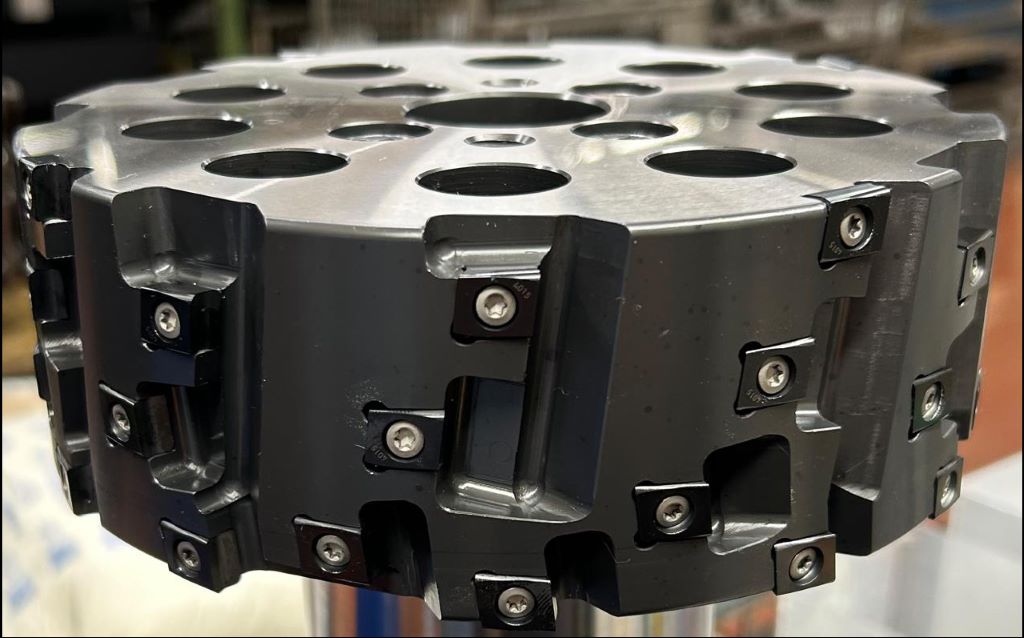
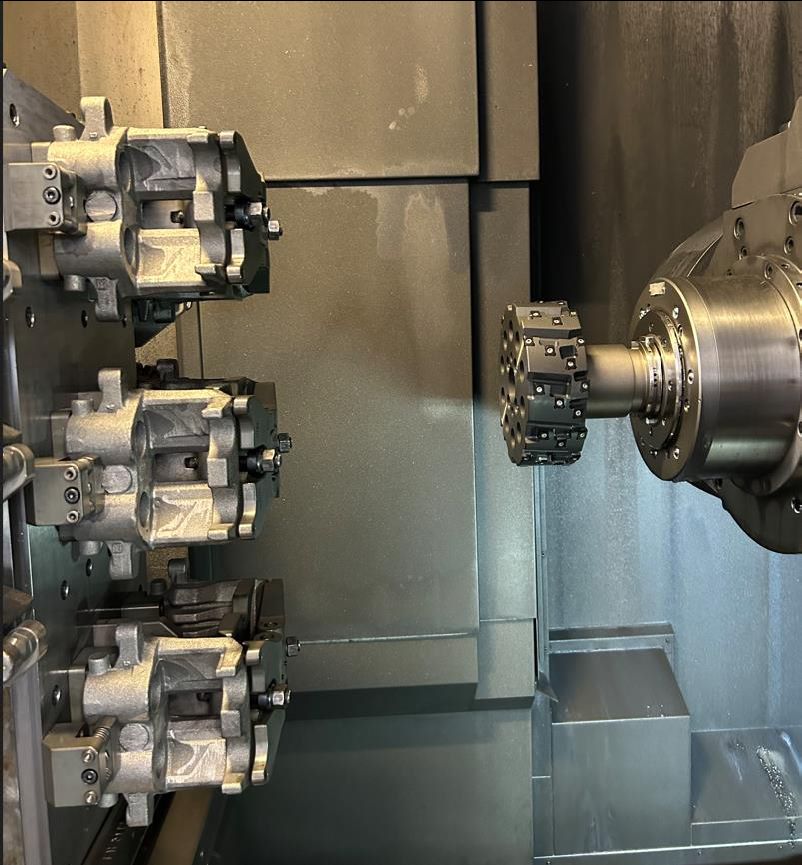
Knott obdeluje komponente na Mazak Vortex 630 V/6. Ta je skupaj z drugo Mazak in postajo za nalaganje za napenjalne stolpe razvrščena v skupino strojev, za katero je potreben le en operater. Takšne proizvodne otoke za komponente različnih velikosti je v Eggstätter proizvodnji pogosto mogoče najti. Poleg skupin z dvema strojkama oblikujejo tudi tri stroje z dvema postajama za nalaganje ansamble. Malce zapletena je napetost, kot pojasnjuje Andreas Neubauer:
„Pogosto imamo opravka z litimi polizdelki, ki jih na frezarskih centrih pritrdimo s pritrdilnimi ploščami. Pri tem pritrditev ni vedno zelo stabilna.“
Tangencialno namesto radialno

V INGERSOLL TechCenter so prišli do spoznanja, da je obdelava mogoče izvesti v enem rezu, zato so zasnovali ploščati rezkalnik. V nasprotju s prejšnjim orodjem, radialnim ploščatim rezkalnikom drugega proizvajalca, se je INGERSOLL odločil za tangencialno rešitev. Obdelava je s tem stabilnejša in omogoča na obstoječem stroju nekoliko večji pomik pri relativno enostavno obdelovalnem litju.
Rezultat je presegel prvotna pričakovanja. Namesto da bi s prečnim rezom, kot doslej, obdelovalni čas prepolovili z dvema rezoma, je bila dosežena celo 60-odstotna prihranek časa. Za zamenljive rezalne ploščice je INGERSOLL izbral substrat, ki se optimalno ujema z uporabljeno snovjo. Tudi geometrija rezil je bila popolnoma prilagojena.
Na novem orodju je INGERSOLL lahko namestil več rezil, ki so tudi nekoliko širša kot pri prejšnjem orodju. „Velika točka je razporeditev rezalne sile zaradi postavitve rezil in njihovega prekrivanja,“ razkriva Michael Bum. Izbrana postavitev rezalnih plošč na radiju omogoča rezalno hitrost 160 m/min. Manjše rezalne sile zagotavljajo mirnejše delovanje brez vibracij, kar poleg varnosti procesa obeta tudi daljše življenjske dobe.
Poseg traja le 30 sekund, medtem ko rezalni stroj prehaja skozi komponento in pri tem na predpisani širini 68 mm izvaja 4 mm globok rez za prehod zavorne plošče.
Z izboljšanimi posebnimi orodji je INGERSOLL pri Knott že večkrat zmanjšal čas procesiranja pri proizvodnji komponent. Obdelava hidravličnega drsnega nosilca verjetno ne bo zadnja optimizacija: Knott je vedno odprt za poskuse z novimi izdelki iz Haigerja.
Kontakt:


