


INGERSOLL WERKZEUGE GMBH je implementirao prijedlog zaposlenika i razvio pločasti rezač koji smanjuje vrijeme obrade za 60 posto.
 Tvrtka je 1937. godine osnovana od strane Valentina Knotta kao dobavljač za mjenjače i doživjela je snažan porast nakon rata zbog velike potražnje poljoprivrede za osovinama i kočnicama. Uz svjetske tvrtke poput Claasa i grupe Agco, i dalje su velika poduzeća iz ovog sektora dio klijentela Knott GmbH. U međuvremenu, proizvođač opskrbljuje i niz drugih industrija. Osim u poljoprivrednim strojevima, Knottovi komponente danas se koriste i u građevinskim strojevima, rudarstvu, utovarivačima, teškim transporterima, vojnim vozilima, vozilima za aerodrome, komunalnim vozilima, vozilima za unutarnje transportne sustave ili željezničkim vozilima.
Tvrtka je 1937. godine osnovana od strane Valentina Knotta kao dobavljač za mjenjače i doživjela je snažan porast nakon rata zbog velike potražnje poljoprivrede za osovinama i kočnicama. Uz svjetske tvrtke poput Claasa i grupe Agco, i dalje su velika poduzeća iz ovog sektora dio klijentela Knott GmbH. U međuvremenu, proizvođač opskrbljuje i niz drugih industrija. Osim u poljoprivrednim strojevima, Knottovi komponente danas se koriste i u građevinskim strojevima, rudarstvu, utovarivačima, teškim transporterima, vojnim vozilima, vozilima za aerodrome, komunalnim vozilima, vozilima za unutarnje transportne sustave ili željezničkim vozilima.
Trenutno je Knott prisutan na 18 lokacija širom svijeta i zapošljava ukupno oko 2500 radnika. Dvije njemačke lokacije nalaze se u Regenstaufu i Eggstättu u Bavarskoj. Knott Regenstauf razvija, proizvodi i isporučuje sve dijelove potrebne za dugotrajan i siguran priključak. Od šasije preko osovina do dodatnih dijelova i pribora, proizvođač isporučuje sve što su konjski priključci, priključci za čamce, kamp-priključci i klasični transportni priključci potrebni.
U Eggstättu se nalazi poslovna jedinica za tehnologiju kočenja. S oko 400 zaposlenika, ovo je veći od dva pogona. Na početku su se ovdje prvenstveno proizvodile mehaničke bubanj kočnice. Danas Knott nudi širok spektar industrijskih kočnica, koje uključuju disk kočnice, hidraulične kočnice, elektromagnetne kočnice i kočnice s mokrim diskovima i lamelama.
S velikom dubinom proizvodnje u Eggstättu nastaju isključivo vlastiti proizvodi. Kada u vršnim razdobljima kapaciteti nisu dovoljni, radovi se dodjeljuju podružnicama u susjednim zemljama.
Čak i kod manjih serija, vrijeme je novac.
U usporedbi s masovnom proizvodnjom kočnica za osobne automobile, gdje se količine kreću u milijunima i gdje se u proizvodnji radi o dijelovima sekunde, ovdje su količine prilično niske. Smatraju se rješavaocima problema i proizvode i prilagođene kočnice prema željama kupaca. „Iako nismo usmjereni na velike serije, i mi moramo proizvoditi što je brže moguće“, objašnjava Andreas Neubauer, voditelj mehaničke proizvodnje. „Gotovo svakodnevno tražimo načine kako možemo dodatno optimizirati naše proizvodne procese.“
Knott sve više ulaže u automatizaciju. Dok se pojedinačni dijelovi ili uzorci proizvode isključivo tijekom dana, robot noću dodaje dijelove za seriju kako bi obradio serije od 500 do 1000 komada. Kod kočionih klipova može ih biti i više. Od ovih dijelova, koji su potrebni za različite proizvode, Knott godišnje proizvede 100.000 komada.
„Kako bismo povećali vrijeme bez prisutnosti radnika i tako se suprotstavili nedostatku kvalificirane radne snage, nove uređaje kupujemo samo s automatizacijom“, kaže Neubauer. Prema njegovom mišljenju, ekonomska proizvodnja osigurava lokaciju na Chiemseeu. S proizvodnjom bez radnika rastu i zahtjevi za sigurnost procesa. Također je važna dimenzijska točnost komponenti, jer su kočnice sigurnosno relevantne komponente.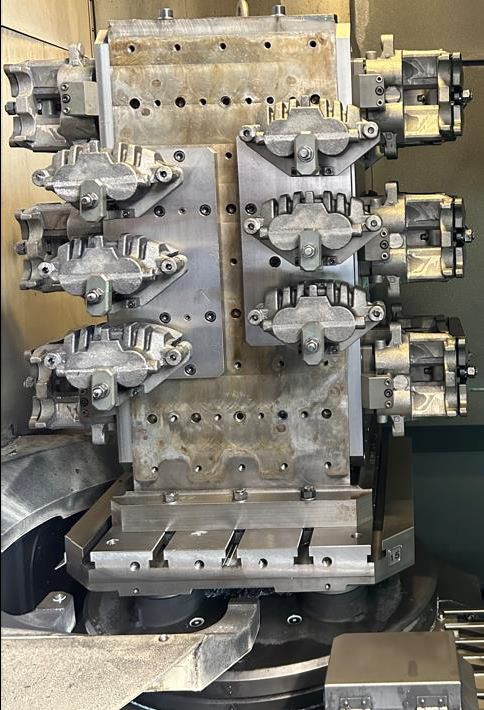
U Knott Eggstätt radi oko 60 strojeva za frezanje, okretanje i kombinirano frezanje. Uglavnom se obrađuju lijevani dijelovi, dok se u području okretanja prvenstveno obrađuje čelik. Odnos s INGERSOLL-om postoji već desetljećima. Alati proizvođača koriste se uglavnom za frezanje i bušenje. Kao tehnički savjetnik za INGERSOLL, Michael Bum dolazi kod kupca otprilike jednom mjesečno. Izvan te rutine održan je razgovor u radionici, na kojem je Bum također doveo tehničara za primjenu Jörga Goldbacha iz INGERSOLL TechCentra u Haigeru kako bi predstavio novitete i raspravio moguće poboljšanja. Sudjelovali su i zaposlenici na strojevima.
Prijedlog za poboljšanje od operatera stroja
Od operatera stroja došla je sugestija da se određeni korak obrade za hidraulični klizni nosač izvrši s odgovarajućim alatom umjesto s dva rezanja, samo s jednim. Komponenta, koja se sastoji od sfernog lijeva EN-GJS-500-7, proizvodi se u Knottu u količini od oko 5000 komada godišnje. Kočioni nosači koriste se u komunalnim malim teretnim vozilima do 7,5 tona. Prijedlozi za poboljšanje od strane zaposlenika nisu neobični u Knottu i potiču se nagradama.
„Rado smo se prihvatili ovog zadatka“, izvještava Michael Bum. Kako bismo provjerili može li se prijedlog zaista provesti, tehničari iz INGERSOLL-a odmah su prikupili sve relevantne informacije. Osim svojstava radnog komada, to su prije svega bile vrijednosti stroja, poput rezne sposobnosti, rezne sile, momenta i snage vretena. „Prilikom projektiranja alata uvijek moramo uzeti u obzir koliko je stroj stabilan i što se na njemu može obraditi“, objašnjava Bum. Također je posvećena pažnja postojećoj situaciji stezanja.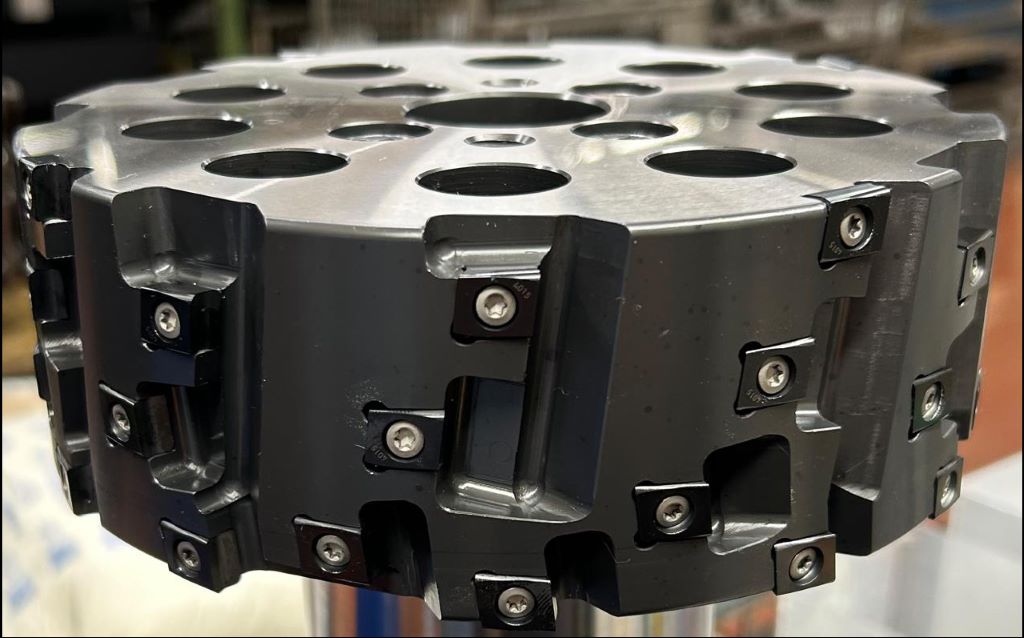
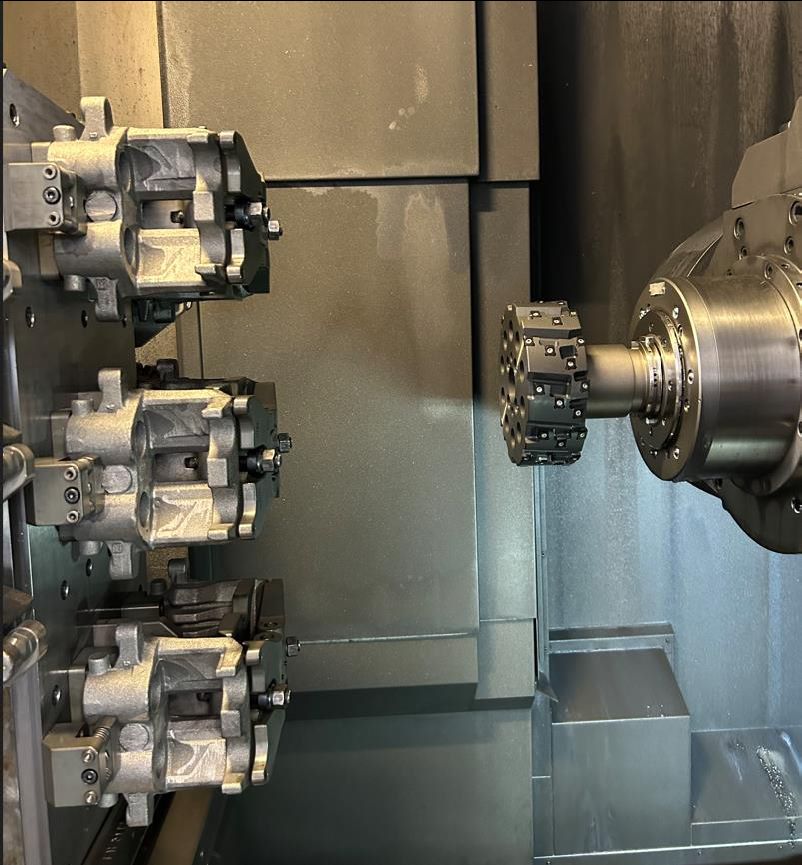
Knott obrađuje komponente na Mazak Vortex 630 V/6. Ona je zajedno s još jednim Mazakom i stanicom za punjenje za stezne tornjeve raspoređena u grupu mašina za koju je potreban samo jedan operater. Takva proizvodna ostrva za komponente različitih veličina često se mogu naći u proizvodnji u Eggstättu. Osim grupa s dvije mašine, također tri mašine s dvije stanice za punjenje čine ansamble. Malo je delikatno stezanje, objašnjava Andreas Neubauer:
„Često se susrećemo s lijevanim sirovinama koje učvršćujemo pomoću steznih čeljusti na frezarskim centrima. Pri tome učvršćenje nije uvijek vrlo stabilno.“
Tangencijalno umjesto radijalno

U INGERSOLL TechCenter došlo se do zaključka da se obrada može realizirati u jednom rezanju, te je dizajniran diskasti rezač za tu svrhu. Za razliku od prethodnog alata, radialnog diskastog rezača drugog proizvođača, INGERSOLL je odabrao tangencijalno rješenje. Obrada s tim alatom je stabilnija i omogućava nešto veći pomak na postojećem stroju u relativno lako obradivom ljevačkom materijalu.
Rezultat je nadmašio prvotna očekivanja. Umjesto da se obradna vremena prepolove s jednim rezom kao dosad, postignuta je čak ušteda vremena od 60 posto s dva reza. Za obrnute rezne pločice, INGERSOLL je odabrao supstrat koji optimalno odgovara korištenom materijalu. Također je geometrija rezanja savršeno prilagođena.
Na novom alatu INGERSOLL je uspio smjestiti više reznih rubova, koji su također nešto širi od prethodnog alata. „Velika točka je raspodjela rezne sile kroz raspored reznih rubova i njihovo preklapanje“, otkriva Michael Bum. Odabrani raspored reznih pločica na radijusu omogućava brzinu rezanja od 160 m/min. Manje rezne sile osiguravaju mirniji rad bez vibracija, što osim sigurnosti procesa također obećava duže vrijeme trajanja.
Zahvat traje samo 30 sekundi, dok rezač diska prolazi kroz komponentu i pritom na zadanoj širini od 68 mm izvodi rez dubine 4 mm za prolaz kočione pločice.
S poboljšanim posebnim alatima INGERSOLL je već više puta uspio smanjiti vrijeme procesa u proizvodnji komponenti kod Knotta. Obrada hidrauličkog kliznog sjedala ne bi trebala biti posljednja optimizacija: Knott je uvijek otvoren za ispitivanja novih proizvoda iz Haigera.
Kontakt:


