


INGERSOLL WERKZEUGE GMBH a implementat o sugestie din partea angajaților și a dezvoltat un frezare cu disc care reduce timpul de prelucrare cu 60 la sută.
 Compania a fost fondată în 1937 de Valentin Knott ca furnizor pentru transmisii și a cunoscut o puternică expansiune după război datorită cererii ridicate din agricultură pentru axe și frâne. Alături de companii mondiale precum Claas și grupul Agco, mari companii din acest domeniu fac parte în continuare din clientela Knott GmbH. Între timp, producătorul deservește și o serie de alte industrii. Pe lângă utilajele agricole, componentele Knott sunt astăzi utilizate și în utilajele de construcții, minerit, încărcătoare pe roți, transporturi grele, vehicule militare, vehicule pentru aerodromuri, vehicule comunale, echipamente de manipulare a materialelor sau vehicule feroviare.
Compania a fost fondată în 1937 de Valentin Knott ca furnizor pentru transmisii și a cunoscut o puternică expansiune după război datorită cererii ridicate din agricultură pentru axe și frâne. Alături de companii mondiale precum Claas și grupul Agco, mari companii din acest domeniu fac parte în continuare din clientela Knott GmbH. Între timp, producătorul deservește și o serie de alte industrii. Pe lângă utilajele agricole, componentele Knott sunt astăzi utilizate și în utilajele de construcții, minerit, încărcătoare pe roți, transporturi grele, vehicule militare, vehicule pentru aerodromuri, vehicule comunale, echipamente de manipulare a materialelor sau vehicule feroviare.
În prezent, Knott este prezent la nivel mondial în 18 locații și are aproximativ 2500 de angajați. Cele două locații din Germania se află în Regenstauf și Eggstätt, în Bavaria. Knott Regenstauf dezvoltă, produce și livrează toate piesele necesare pentru un remorcă durabilă și sigură. De la șasiu, la osii, până la piese de montaj și accesorii, producătorul oferă tot ce au nevoie remorcile pentru cai, remorcile pentru bărci, remorcile pentru locuit și remorcile clasice de transport.
În Eggstätt se află domeniul de afaceri al tehnicii de frânare. Cu aproximativ 400 de angajați, fabrica este cea mai mare dintre cele două locații. La început, aici au fost produse în principal frâne mecanice cu tambur. Astăzi, Knott oferă un portofoliu larg de frâne industriale, care include, printre altele, frâne cu disc, frâne hidraulice, frâne electromagnetice și frâne cu disc umed cu plăci.
Cu o adâncime mare de fabricație, în Eggstätt se produc exclusiv produse proprii. Când capacitățile nu sunt suficiente în perioadele de vârf, lucrările sunt externalizate către filiale din străinătate.
Chiar și în cazul seriilor mai mici, timpul este bani.
Comparativ cu producția în serie mare de frâne pentru sectorul auto, unde numărul de unități se ridică la milioane și în fabricație se lucrează cu fracțiuni de secundă, numărul de unități aici este mai degrabă scăzut. Ne vedem ca soluționatori de probleme și fabricăm, de asemenea, frâne personalizate conform cerințelor clienților. „Deși nu ne concentrăm pe serii mari, trebuie să producem cât mai repede posibil“, explică Andreas Neubauer, șeful producției mecanice. „Aproape zilnic căutăm modalități prin care să ne optimizăm și mai mult procesele de fabricație.“
Knott se bazează din ce în ce mai mult pe automatizare. În timp ce piesele individuale sau piesele de probă sunt fabricate exclusiv în timpul zilei, robotul introduce noaptea piese pentru serie, pentru a prelucra loturi de 500 până la 1000 de bucăți. În cazul pistonilor de frână, pot fi și mai multe. Din aceste piese, care sunt necesare pentru diferite produse, Knott produce anual 100.000 de bucăți.
„Pentru a crește timpul de producție fără operatori și astfel a contracara lipsa de forță de muncă, achiziționăm noi echipamente doar cu automatizare“, spune Neubauer. Conform estimărilor sale, fabricarea economică asigură locația de la Chiemsee. Odată cu producția fără operatori, cresc și cerințele pentru siguranța procesului. La fel de importantă este și precizia dimensională a componentelor, deoarece frânele sunt componente de siguranță.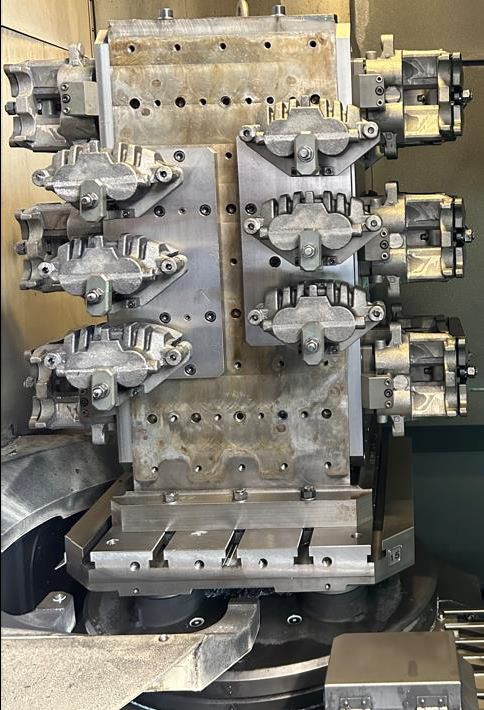
La Knott Eggstätt funcționează aproximativ 60 de mașini pentru frezare, turnare și frezare-turnare. În principal, se frezează piese turnate, în timp ce în domeniul turnării se prelucrează în principal oțel. O relație cu INGERSOLL există deja de multe decenii. Uneltele producătorului sunt folosite în principal pentru frezare și găurire. Ca consultant tehnic pentru INGERSOLL, Michael Bum este prezent la client aproximativ o dată pe lună. În afara acestei rutine, a avut loc o discuție în atelier, la care Bum l-a adus și pe tehnicianul de aplicații Jörg Goldbach de la INGERSOLL TechCenter din Haiger, pentru a prezenta noutăți și a discuta posibile îmbunătățiri. De asemenea, angajați de la mașini au participat la aceasta.
Propunere de îmbunătățire din partea operatorului de mașină
De la un operator de mașini a venit sugestia de a efectua un anumit pas de prelucrare pentru un suport glisant hidraulic cu un instrument adecvat, în loc de două tăieturi, doar cu una. Componenta, care este din fontă sferoidală EN-GJS-500-7, este produsă de Knott în aproximativ 5000 de bucăți pe an. Etrierele de frână sunt utilizate în camioane mici municipale de până la 7,5 tone. Sugestiile de îmbunătățire din partea angajaților nu sunt ceva neobișnuit la Knott și sunt încurajate prin premii.
„Ne-am ocupat cu plăcere de acest lucru“, raportează Michael Bum. Pentru a verifica dacă propunerea poate fi implementată, tehnicienii de la INGERSOLL au colectat imediat toate informațiile relevante. Pe lângă caracteristicile piesei de prelucrat, au fost luate în considerare în special valorile mașinii, cum ar fi capacitatea de tăiere, forța de tăiere, cuplul și puterea spindelului. „Trebuie să luăm întotdeauna în considerare cât de stabilă este mașina și ce se poate realiza pe ea“, explică Bum. De asemenea, s-a acordat atenție situației de prindere existente.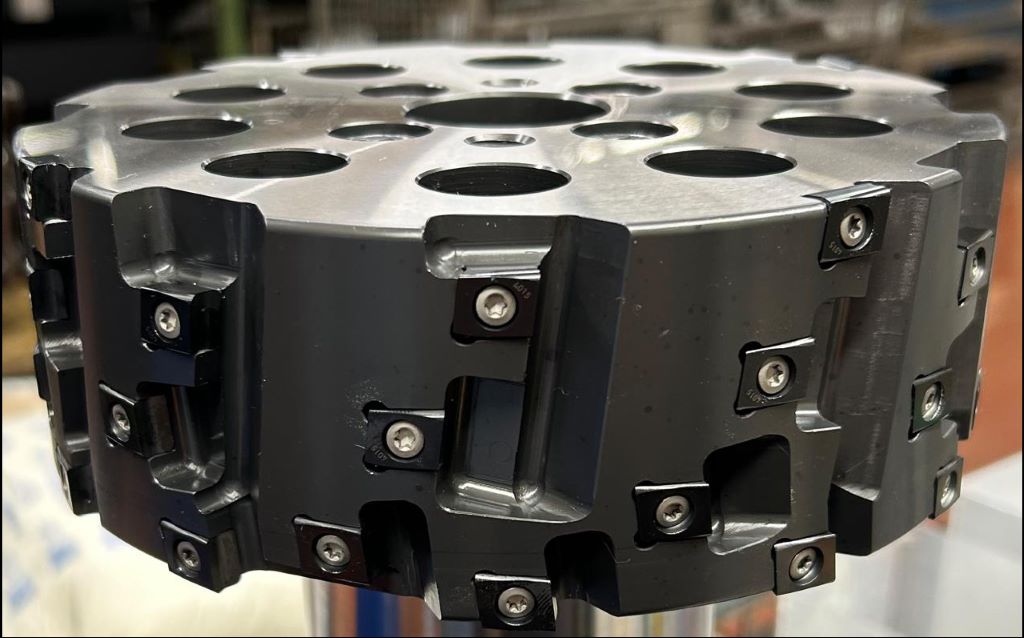
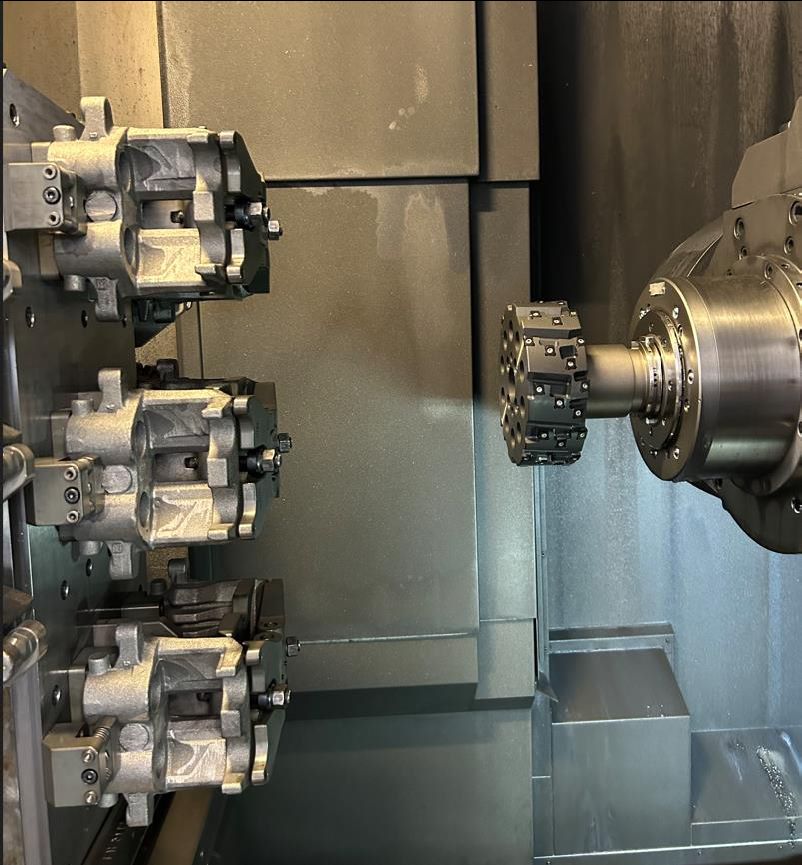
Knott prelucrează componentele pe un Mazak Vortex 630 V/6. Aceasta este aranjată împreună cu un alt Mazak și o stație de încărcare pentru turnuri de prindere într-un grup de mașini, pentru care este necesar un singur operator. Astfel de insule de producție pentru componente de dimensiuni diferite se găsesc frecvent în producția din Eggstätt. Pe lângă grupurile cu două mașini, există și ansambluri formate din trei mașini cu două stații de încărcare. Ușor delicat este prinderea, așa cum explică Andreas Neubauer:
„Adesea avem de-a face cu semifabricate din fontă, pe care le fixăm cu ajutorul prinderilor pe centrele de frezare. Totuși, fixarea nu este întotdeauna foarte stabilă.“
Tangential în loc de radial

În TechCenter INGERSOLL s-a ajuns la concluzia că prelucrarea se poate realiza într-o singură trecere și s-a proiectat o freză cu disc pentru aceasta. Spre deosebire de uneltele anterioare, o freză radială cu disc de la un alt producător, INGERSOLL a optat pentru o soluție tangentială. Prelucrarea cu aceasta este mai stabilă și permite pe mașina existentă un avans ușor mai mare în fontă relativ ușor de prelucrat.
Rezultatul a depășit așteptările inițiale. În loc să se reducă timpul de prelucrare la jumătate cu două tăieturi, a fost obținută chiar o economisire de timp de 60%. Pentru plăcile de tăiere, INGERSOLL a ales un substrat care se potrivește optim cu materialul utilizat. De asemenea, geometria tăișului a fost perfect adaptată.
Pe noul instrument, INGERSOLL a putut să integreze mai multe tăișuri, care sunt de asemenea puțin mai late decât la instrumentul anterior. „Un punct crucial este distribuția forței de tăiere prin aranjarea tăișurilor și suprapunerea acestora”, dezvăluie Michael Bum. Aranjamentul ales al plăcilor de tăiere pe rază permite o viteză de tăiere de 160 m/min. Forțele de tăiere mai mici asigură o funcționare mai liniștită, fără vibrații, care promite atât siguranța procesului, cât și durate de viață mai mari.
Intervenția durează doar 30 de secunde, în timp ce freza cu disc parcurge un arc prin componentă și efectuează o tăietură de 4 mm adâncime pentru trecerea discurilor de frână pe lățimea prestabilită de 68 mm.
Cu unelte speciale îmbunătățite, INGERSOLL a reușit deja de mai multe ori să reducă timpii de proces în fabricarea componentelor la Knott. Prelucrarea suportului hidraulic de alunecare nu ar trebui să fie ultima optimizare: pentru experimente cu produse noi din Haiger, Knott se arată mereu deschis.
Contact:


