


INGERSOLL WERKZEUGE GMBH ha implementado una sugerencia del personal y ha desarrollado un fresador de disco que reduce el tiempo de procesamiento en un 60 por ciento.
 La empresa fue fundada en 1937 por Valentin Knott como proveedor de engranajes y experimentó un fuerte auge después de la guerra debido a la alta demanda de la agricultura por ejes y frenos. Aún pertenecen a la clientela de Knott GmbH grandes empresas de este sector, como Claas y el grupo Agco. Sin embargo, el fabricante también atiende a una serie de otras industrias. Además de en maquinaria agrícola, los componentes de Knott se utilizan hoy en día en maquinaria de construcción, minería, cargadoras, transportes pesados, vehículos militares, vehículos de campo de aviación, vehículos municipales, equipos de transporte de suelo o vehículos ferroviarios.
La empresa fue fundada en 1937 por Valentin Knott como proveedor de engranajes y experimentó un fuerte auge después de la guerra debido a la alta demanda de la agricultura por ejes y frenos. Aún pertenecen a la clientela de Knott GmbH grandes empresas de este sector, como Claas y el grupo Agco. Sin embargo, el fabricante también atiende a una serie de otras industrias. Además de en maquinaria agrícola, los componentes de Knott se utilizan hoy en día en maquinaria de construcción, minería, cargadoras, transportes pesados, vehículos militares, vehículos de campo de aviación, vehículos municipales, equipos de transporte de suelo o vehículos ferroviarios.
Actualmente, Knott está presente en 18 ubicaciones en todo el mundo y emplea a aproximadamente 2500 personas. Las dos ubicaciones alemanas se encuentran en Regenstauf y Eggstätt en Baviera. Knott Regenstauf desarrolla, fabrica y suministra todas las piezas necesarias para un remolque duradero y seguro. Desde el chasis hasta los ejes, pasando por componentes y accesorios, el fabricante ofrece todo lo que necesitan los remolques de caballos, remolques de barcos, remolques de vivienda y remolques de transporte clásicos.
En Eggstätt se encuentra el área de negocio de tecnología de frenos. Con aproximadamente 400 empleados, la planta es la más grande de las dos ubicaciones. Al principio, aquí se producían principalmente frenos de tambor mecánicos. Hoy en día, Knott ofrece un amplio portafolio de frenos industriales, que incluye frenos de disco, frenos hidráulicos, frenos electromagnéticos y frenos de disco húmedos.
Con una gran profundidad de fabricación, en Eggstätt se producen exclusivamente productos propios. Si en épocas de alta demanda las capacidades no son suficientes, se subcontratan trabajos a filiales en el extranjero cercano.
Incluso en series más pequeñas, el tiempo es dinero
En comparación con la producción en serie de frenos para automóviles, donde las cifras alcanzan millones y el tiempo de fabricación se mide en fracciones de segundo, aquí las cantidades son relativamente bajas. Se ven a sí mismos como solucionadores de problemas y también fabrican frenos a medida según las especificaciones del cliente. 'No estamos buscando grandes series, pero también necesitamos producir lo más rápido posible', explica Andreas Neubauer, jefe de fabricación mecánica. 'Casi a diario buscamos formas de optimizar aún más nuestros procesos de fabricación.'
Knott está apostando cada vez más por la automatización. Mientras que las piezas individuales o las piezas de muestra se fabrican exclusivamente durante el día, el robot carga piezas para la serie por la noche, para procesar tamaños de lote de 500 a 1000 piezas. En el caso de los pistones de freno, pueden ser incluso más. Knott produce anualmente 100,000 piezas de estos componentes, que son necesarios para diferentes productos.
'Para aumentar el tiempo de producción sin operarios y así contrarrestar la escasez de mano de obra calificada, solo compramos nuevas instalaciones con automatización', dice Neubauer. Según su evaluación, la fabricación económica asegura la ubicación en Chiemsee. Con la producción sin operarios, también aumentan las exigencias en cuanto a la seguridad del proceso. Igualmente importante es la precisión de las piezas, ya que los frenos son componentes críticos para la seguridad.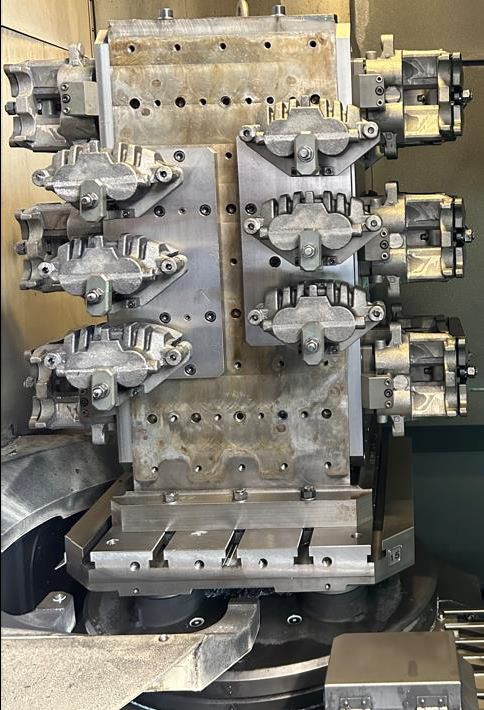
En Knott Eggstätt, hay alrededor de 60 máquinas para fresar, tornear y fresar en torneado. Se fresan principalmente piezas fundidas, mientras que en el área de torneado se trabaja principalmente con acero. La relación con INGERSOLL existe desde hace muchas décadas. Las herramientas del fabricante se utilizan principalmente para fresar y perforar. Michael Bum, como asesor técnico de INGERSOLL, visita al cliente aproximadamente una vez al mes. Fuera de esta rutina, se llevó a cabo una conversación en el taller, a la que Bum también trajo al técnico de aplicaciones Jörg Goldbach del INGERSOLL TechCenter en Haiger, para presentar novedades y discutir posibles mejoras. También participaron empleados en las máquinas.
Sugerencia de mejora del operador de la máquina
Un operador de máquina sugirió realizar un paso de procesamiento específico para un soporte deslizante hidráulico con una herramienta adecuada en lugar de con dos cortes, solo con uno. De la pieza, que está hecha de fundición esférica EN-GJS-500-7, Knott produce alrededor de 5000 piezas al año. Los soportes de freno se utilizan en camiones pequeños municipales de hasta 7.5 toneladas. Las sugerencias de mejora del personal no son inusuales en Knott y se fomentan con primas.
'Nos hemos hecho cargo de este asunto con mucho gusto', informa Michael Bum. Para verificar si la sugerencia se puede implementar, los técnicos de INGERSOLL recopilaron de inmediato toda la información relevante. Además de las características de la pieza, estos fueron principalmente valores de la máquina, como capacidad de corte, fuerza de corte, par y potencia del husillo. 'Siempre debemos tener en cuenta cuán estable es la máquina y qué se puede operar en ella al diseñar la herramienta', explica Bum. También se prestó atención a la situación de sujeción existente.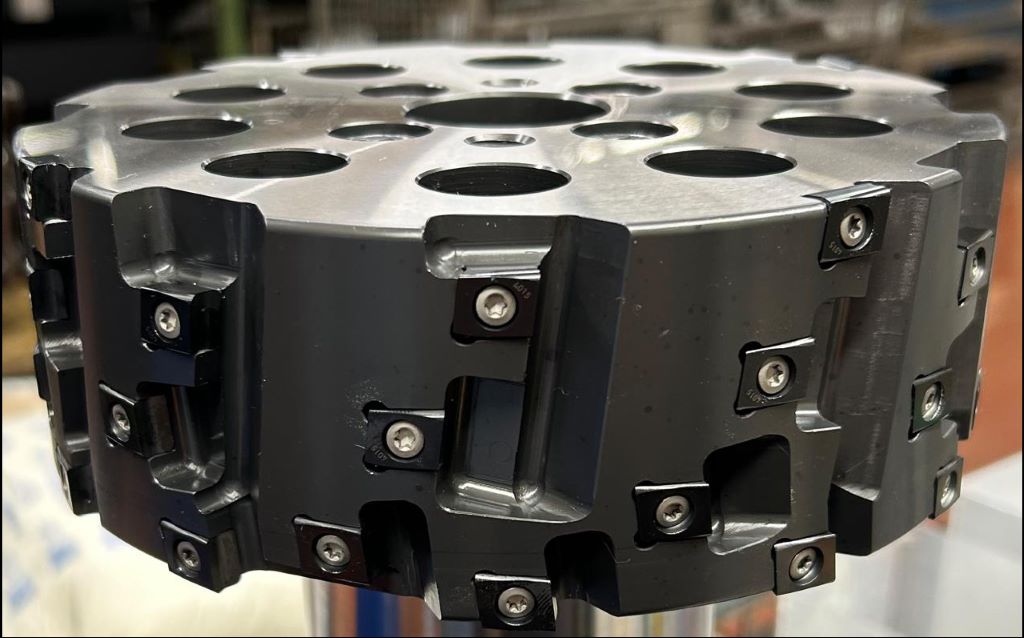
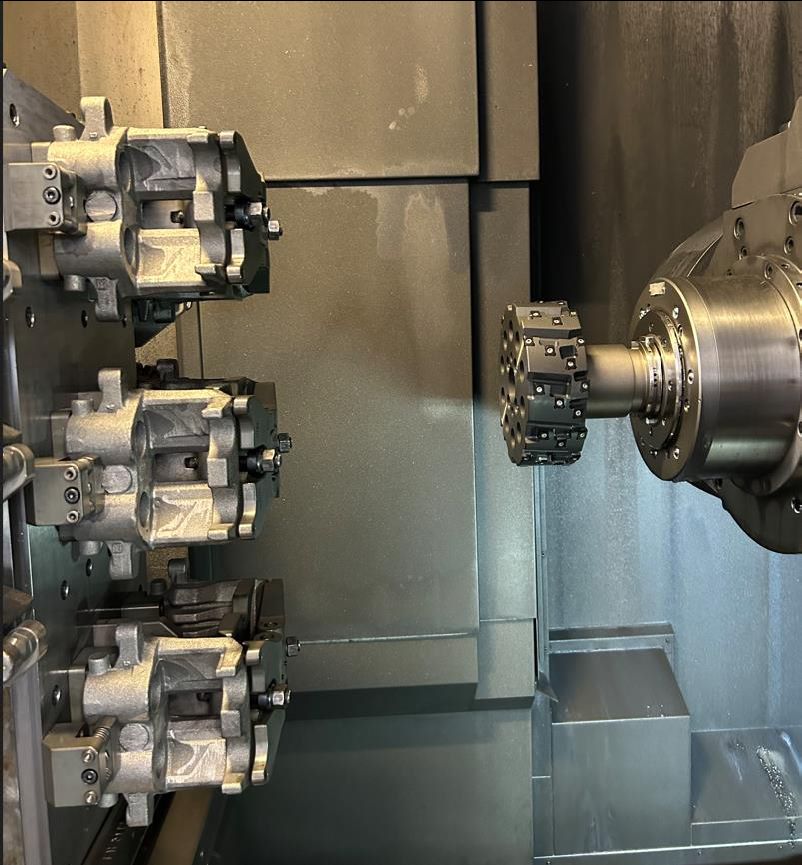
Knott procesa los componentes en una Mazak Vortex 630 V/6. Está dispuesta junto a otra Mazak y una estación de carga para dispositivos de sujeción en un grupo de máquinas que solo requiere un operador. Este tipo de islas de fabricación para componentes de diferentes tamaños se encuentran más a menudo en la producción de Eggstätt. Además de grupos con dos máquinas, también se forman conjuntos con tres máquinas y dos estaciones de carga. La sujeción es un poco delicada, como explica Andreas Neubauer:
'A menudo tratamos con bloques de fundición que sujetamos en los centros de fresado con garras de sujeción. Sin embargo, la sujeción no siempre es muy estable.'
Tangencial en lugar de radial

En el INGERSOLL TechCenter se llegó a la conclusión de que el procesamiento se puede implementar en un solo corte y se diseñó un fresador de disco para ello. A diferencia de la herramienta anterior, un fresador de disco radial de otro fabricante, INGERSOLL optó por una solución tangencial. El procesamiento con esto es más estable y permite un poco más de avance en la fundición relativamente fácil de mecanizar.
El resultado ha superado las expectativas originales. En lugar de reducir el tiempo de procesamiento a la mitad con dos cortes como antes, se logró incluso un ahorro de tiempo del 60 por ciento. Para las plaquetas de corte, INGERSOLL eligió un sustrato que se adapta óptimamente al material utilizado. También se ajustó perfectamente la geometría de los bordes.
En la nueva herramienta, INGERSOLL pudo incorporar más filos de corte, que además son un poco más anchos que en la herramienta anterior. 'Un gran punto crítico es la distribución de la fuerza de corte a través de la disposición de los filos y su superposición', revela Michael Bum. La disposición elegida de las plaquetas de corte en el radio permite una velocidad de corte de 160 m/min. Fuerzas de corte menores aseguran un funcionamiento más tranquilo y libre de vibraciones, lo que promete no solo seguridad en el proceso, sino también mayores tiempos de vida útil.
La intervención dura apenas 30 segundos, mientras que la fresadora de disco recorre un arco a través del componente y realiza un corte de 4 mm de profundidad para el paso del disco de freno en el ancho preestablecido de 68 mm.
Con herramientas especiales mejoradas, INGERSOLL ha podido reducir repetidamente los tiempos de proceso en la fabricación de componentes en Knott. El mecanizado del soporte deslizante hidráulico no debería ser la última optimización: Knott siempre está abierto a pruebas con nuevos productos de Haiger.
Contacto:


