


La INGERSOLL WERKZEUGE GMBH ha implementato un suggerimento del personale e ha sviluppato un fresatore a disco che riduce il tempo di lavorazione del 60%.
 L'azienda è stata fondata nel 1937 da Valentin Knott come fornitore per ingranaggi e ha vissuto un forte sviluppo dopo la guerra grazie all'alta domanda dell'agricoltura per assi e freni. Ancora oggi, grandi aziende del settore, come Claas e il gruppo Agco, fanno parte del portafoglio clienti della Knott GmbH. Nel frattempo, il produttore serve anche una serie di altri settori. Oltre ai macchinari agricoli, i componenti di Knott vengono oggi utilizzati anche in macchine da costruzione, mineraria, pale gommate, trasporti pesanti, veicoli militari, veicoli per aeroporti, veicoli comunali, attrezzature per la movimentazione dei materiali o veicoli ferroviari.
L'azienda è stata fondata nel 1937 da Valentin Knott come fornitore per ingranaggi e ha vissuto un forte sviluppo dopo la guerra grazie all'alta domanda dell'agricoltura per assi e freni. Ancora oggi, grandi aziende del settore, come Claas e il gruppo Agco, fanno parte del portafoglio clienti della Knott GmbH. Nel frattempo, il produttore serve anche una serie di altri settori. Oltre ai macchinari agricoli, i componenti di Knott vengono oggi utilizzati anche in macchine da costruzione, mineraria, pale gommate, trasporti pesanti, veicoli militari, veicoli per aeroporti, veicoli comunali, attrezzature per la movimentazione dei materiali o veicoli ferroviari.
Attualmente, Knott è presente in tutto il mondo in 18 sedi e impiega circa 2500 persone. Le due sedi tedesche si trovano a Regenstauf e Eggstätt in Baviera. Knott Regenstauf sviluppa, produce e fornisce tutti i componenti necessari per un rimorchio durevole e sicuro. Dal telaio agli assi, fino ai componenti di montaggio e accessori, il produttore fornisce tutto ciò di cui hanno bisogno i rimorchi per cavalli, rimorchi per barche, rimorchi per camper e rimorchi per trasporto classici.
A Eggstätt si trova il settore della tecnologia dei freni. Con circa 400 dipendenti, lo stabilimento è il più grande delle due sedi. Inizialmente, qui venivano prodotti principalmente freni a tamburo meccanici. Oggi Knott offre un ampio portafoglio di freni industriali, tra cui freni a disco, freni idraulici, freni elettromagnetici e freni a disco a lamelle bagnate.
Con un'ampia profondità di produzione, a Eggstätt vengono realizzati esclusivamente prodotti propri. Quando le capacità non sono sufficienti durante i periodi di alta domanda, i lavori vengono assegnati a filiali all'estero.
Anche nelle piccole serie, il tempo è denaro
Rispetto alla produzione in serie di freni per autovetture, dove i numeri si aggirano attorno ai milioni e la produzione si basa su frazioni di secondo, qui i numeri sono piuttosto bassi. Ci si considera come risolutori di problemi e si producono anche freni su misura secondo le richieste dei clienti. "Non puntiamo a grandi serie, ma anche noi dobbiamo produrre il più rapidamente possibile", spiega Andreas Neubauer, responsabile della produzione meccanica. "Quasi ogni giorno cerchiamo modi per ottimizzare ulteriormente i nostri processi produttivi."
Knott punta sempre di più sull'automazione. Mentre i pezzi singoli o i pezzi campione vengono prodotti esclusivamente durante il giorno, il robot carica parti per la serie di notte, per lavorare lotti di 500 a 1000 pezzi. Per i pistoni dei freni possono essere anche di più. Di questi pezzi, necessari per diversi prodotti, Knott produce annualmente 100.000 unità.
"Per aumentare il tempo di produzione senza operatori e contrastare la carenza di manodopera specializzata, acquistiamo nuovi impianti solo con automazione", afferma Neubauer. La produzione economica, secondo la sua valutazione, garantisce la sede sul Chiemsee. Con la produzione senza operatori aumentano anche le esigenze di sicurezza dei processi. Anche la conformità dimensionale dei componenti è importante, poiché i freni sono componenti critici per la sicurezza.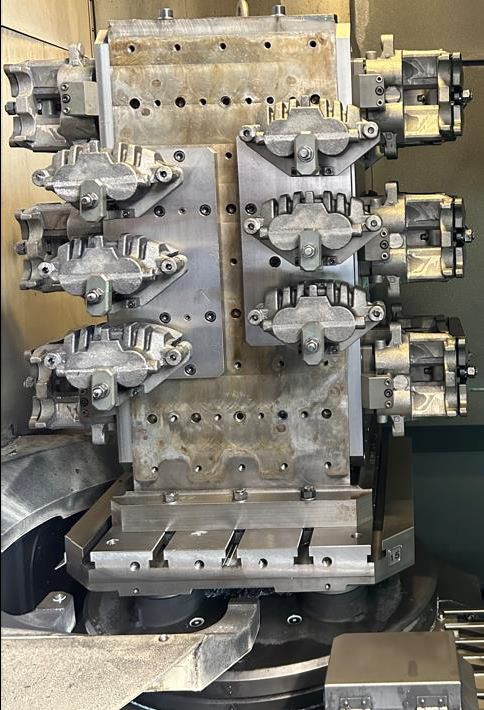
A Knott Eggstätt operano circa 60 macchine per fresatura, tornitura e fresatura a tornio. Vengono fresati principalmente pezzi in ghisa, mentre nel settore della tornitura si lavora principalmente l'acciaio. Esiste una relazione con INGERSOLL da molti decenni. Gli strumenti del produttore vengono utilizzati principalmente per fresare e forare. Come consulente tecnico per INGERSOLL, Michael Bum è presso il cliente circa una volta al mese. Al di fuori di questa routine, si è svolto un incontro in officina, al quale Bum ha portato anche il tecnico applicativo Jörg Goldbach del TechCenter INGERSOLL a Haiger, per presentare novità e discutere possibili miglioramenti. Anche i dipendenti delle macchine hanno partecipato.
Suggerimento di miglioramento da un operatore di macchina
Da un operatore di macchina è arrivato il suggerimento di eseguire un determinato passaggio di lavorazione per un cuscinetto scorrevole idraulico con uno strumento adeguato anziché con due tagli, utilizzando solo uno. Di questo componente, realizzato in ghisa sferoidale EN-GJS-500-7, Knott produce circa 5000 pezzi all'anno. I cuscinetti dei freni vengono utilizzati in piccoli camion comunali fino a 7,5 tonnellate. I suggerimenti di miglioramento del personale non sono insoliti per Knott e vengono incentivati con premi.
"Abbiamo accolto volentieri questa proposta", riferisce Michael Bum. Per verificare se il suggerimento può essere effettivamente implementato, i tecnici di INGERSOLL hanno subito raccolto tutte le informazioni rilevanti. Oltre alle caratteristiche del pezzo, questi includevano soprattutto i valori della macchina, come capacità di taglio, forza di taglio, coppia e potenza del mandrino. "Dobbiamo sempre considerare quanto sia stabile la macchina e cosa si può fare su di essa" spiega Bum. Anche la situazione di serraggio esistente è stata presa in considerazione.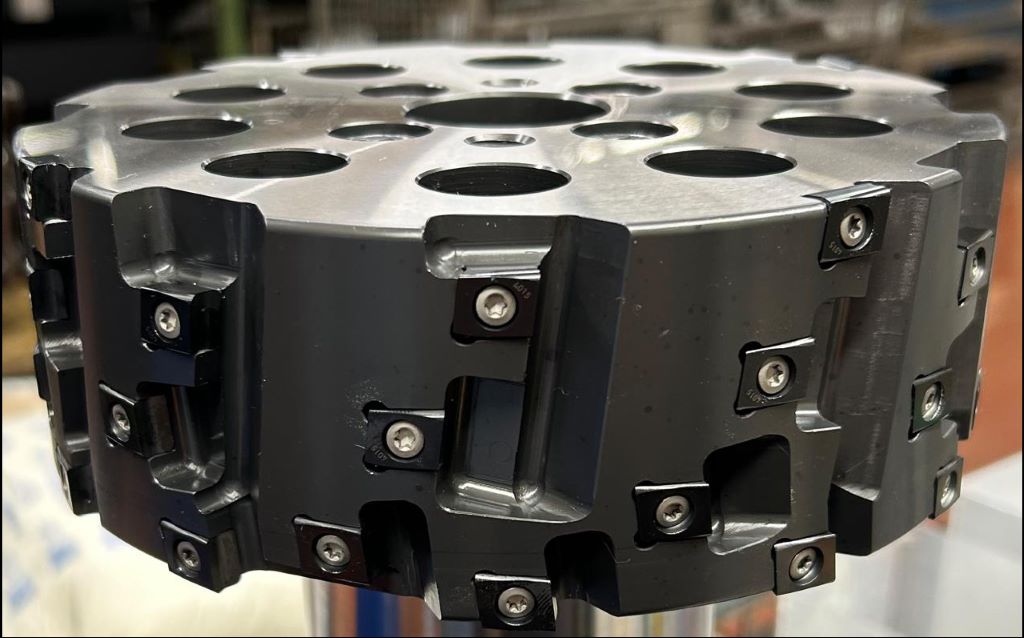
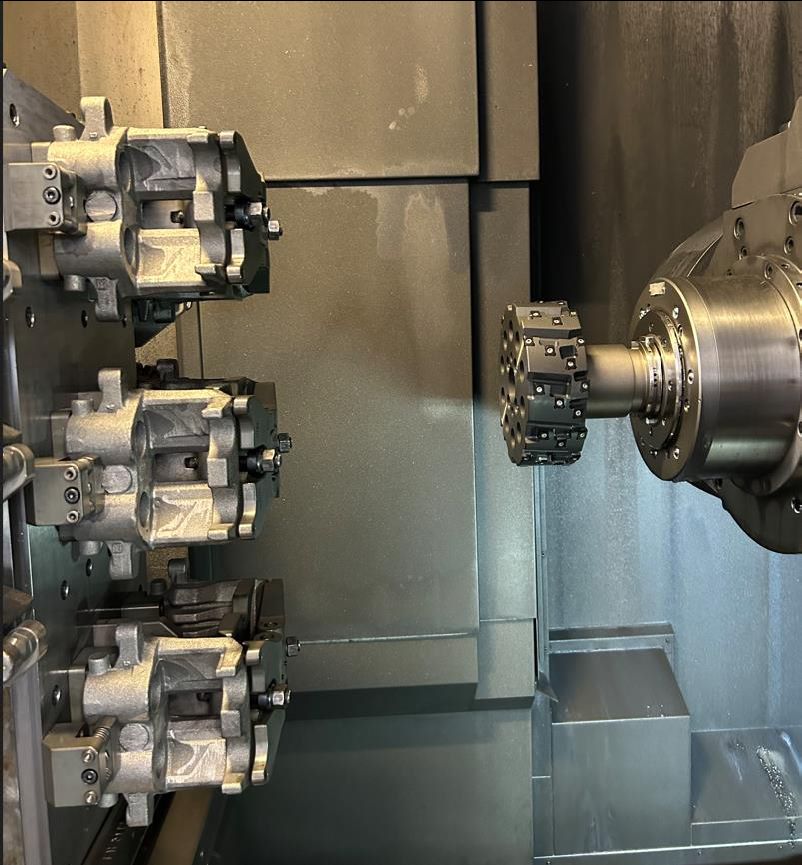
Knott lavora i componenti su una Mazak Vortex 630 V/6. È disposta insieme a un'altra Mazak e a una stazione di carico per morsetti in un gruppo di macchine, per il quale è richiesto solo un operatore. Tali isole di produzione per componenti di diverse dimensioni sono più comuni nella produzione di Eggstätt. Oltre a gruppi con due macchine, ci sono anche tre macchine con due stazioni di carico che formano ensemble. La serraggio è un po' delicato, come spiega Andreas Neubauer:
"Spesso abbiamo a che fare con semilavorati in ghisa che serriamo sui centri di fresatura con morse. Tuttavia, il serraggio non è sempre molto stabile."
Tangenziale invece che radiale

Nel TechCenter INGERSOLL si è giunti alla conclusione che la lavorazione in un solo passaggio è realizzabile e si è progettato un fresatore a disco per questo. A differenza dello strumento precedente, un fresatore a disco radiale di un altro produttore, INGERSOLL ha optato per una soluzione tangenziale. La lavorazione con questo è più stabile e consente un po' più di avanzamento sulla ghisa relativamente facile da lavorare.
Il risultato ha superato le aspettative iniziali. Invece di dimezzare il tempo di lavorazione con due tagli come in precedenza, è stata raggiunta addirittura un'economia di tempo del 60%. Per le placche di taglio, INGERSOLL ha scelto un substrato che si adatta perfettamente al materiale utilizzato. Anche la geometria dei bordi è stata perfettamente adattata.
Sul nuovo utensile INGERSOLL è stato possibile inserire più taglienti, che sono anche leggermente più larghi rispetto all'utensile precedente. „Un grande punto critico è la distribuzione della forza di taglio attraverso la disposizione dei taglienti e la loro sovrapposizione“, rivela Michael Bum. La disposizione scelta delle placche di taglio sul raggio consente una velocità di taglio di 160 m/min. Forze di taglio inferiori garantiscono un funzionamento più tranquillo e privo di vibrazioni, che oltre alla sicurezza del processo promette anche tempi di vita più lunghi.
L'intervento dura appena 30 secondi, mentre il fresatore a disco percorre un arco attraverso il componente e realizza un taglio profondo 4 mm sulla larghezza prestabilita di 68 mm per il passaggio del disco freno.
Con utensili speciali migliorati, INGERSOLL è riuscita a ridurre più volte i tempi di processo nella produzione di componenti presso Knott. La lavorazione del supporto scorrevole idraulico non dovrebbe essere stata l'ultima ottimizzazione: Knott è sempre aperta a sperimentazioni con nuovi prodotti da Haiger.
Contatto:


