


INGERSOLL WERKZEUGE GMBH realizovala návrh od zaměstnanců a vyvinula kotoučový frézovací nástroj, který zkracuje čas zpracování o 60 procent.
 Společnost byla založena v roce 1937 Valentinem Knottem jako dodavatel převodovek a po válce zažila silný rozmach díky vysoké poptávce zemědělství po osách a brzdách. Mezi jejími zákazníky jsou stále velké společnosti z tohoto odvětví, jako jsou Claas a skupina Agco. V současnosti však výrobce obsluhuje také řadu dalších odvětví. Kromě zemědělských strojů se komponenty od Knotta dnes používají také v stavebních strojích, těžbě, kolových nakladačích, těžkých přepravních vozidlech, vojenských vozidlech, letištních vozidlech, komunálních vozidlech, manipulační technice nebo kolejových vozidlech.
Společnost byla založena v roce 1937 Valentinem Knottem jako dodavatel převodovek a po válce zažila silný rozmach díky vysoké poptávce zemědělství po osách a brzdách. Mezi jejími zákazníky jsou stále velké společnosti z tohoto odvětví, jako jsou Claas a skupina Agco. V současnosti však výrobce obsluhuje také řadu dalších odvětví. Kromě zemědělských strojů se komponenty od Knotta dnes používají také v stavebních strojích, těžbě, kolových nakladačích, těžkých přepravních vozidlech, vojenských vozidlech, letištních vozidlech, komunálních vozidlech, manipulační technice nebo kolejových vozidlech.
Aktuálně je Knott zastoupen po celém světě na 18 místech a zaměstnává celkem přibližně 2500 pracovníků. Dvě německé lokality se nacházejí v Regenstauf a Eggstätt v Bavorsku. Knott Regenstauf vyvíjí, vyrábí a dodává všechny součásti, které jsou potřeba pro dlouhotrvající a bezpečný přívěs. Od podvozku přes nápravy až po montážní díly a příslušenství dodává výrobce vše, co potřebují koňské přívěsy, přívěsy na lodě, obytné přívěsy a klasické transportní přívěsy.
V Eggstätt se nachází obchodní oblast brzdové techniky. S přibližně 400 zaměstnanci je závod větší z obou lokalit. Na začátku se zde převážně vyráběly mechanické bubnové brzdy. Dnes Knott nabízí široké portfolio průmyslových brzd, které zahrnuje mimo jiné také kotoučové brzdy, hydraulické brzdy, elektromagnetické brzdy a mokré kotoučové lamelové brzdy.
S velkou hloubkou výroby vznikají v Eggstätt výhradně vlastní produkty. Když v období vysokého zatížení kapacity nestačí, jsou práce zadávány dceřiným závodům v sousedních zemích.
I u menších sérií platí, že čas jsou peníze.
Ve srovnání s hromadnou výrobou brzd pro osobní automobily, kde se počty pohybují v milionech a ve výrobě jde o zlomky sekund, jsou zde počty spíše nízké. Považují se za řešitele problémů a vyrábějí také na míru přizpůsobené brzdy podle přání zákazníka. „Sice se nezaměřujeme na velké série, ale i my musíme vyrábět co nejrychleji,“ vysvětluje Andreas Neubauer, vedoucí mechanické výroby. „Téměř denně hledáme možnosti, jak můžeme naše výrobní procesy dále optimalizovat.“
Knott se stále více spoléhá na automatizaci. Zatímco jednotlivé díly nebo vzorové díly se vyrábějí výhradně během dne, robot v noci vkládá díly pro sérii, aby zpracoval výrobní dávky od 500 do 1000 kusů. U brzdových pístů jich může být i více. Z těchto dílů, které jsou potřebné pro různé produkty, vyrábí Knott ročně 100 000 kusů.
„Abychom zvýšili bezobslužnou výrobní dobu a tím čelili nedostatku kvalifikovaných pracovníků, kupujeme nové zařízení pouze s automatizací,“ říká Neubauer. Podle jeho názoru ekonomická výroba zajišťuje lokalitu u Chiemsee. S bezobslužnou výrobou také rostou požadavky na procesní bezpečnost. Stejně důležitá je i rozměrová přesnost součástí, protože brzdy jsou komponenty, které mají vliv na bezpečnost.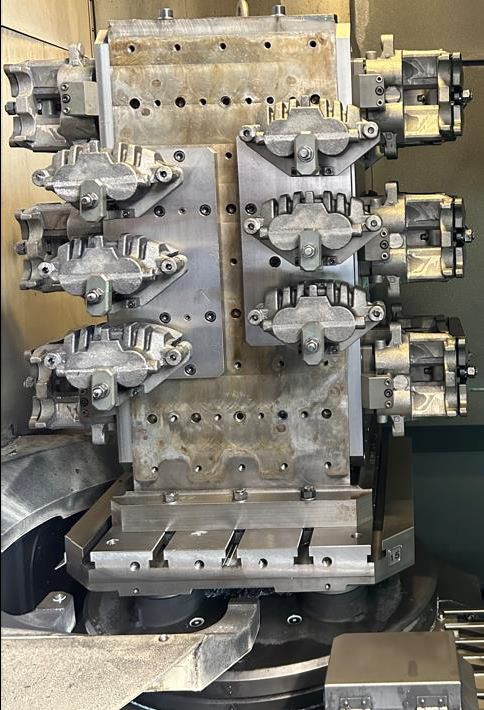
Ve společnosti Knott Eggstätt běží přibližně 60 strojů na frézování, soustružení a soustružnické frézování. Hlavně se frézují odlitky, zatímco v oblasti soustružení se převážně zpracovává ocel. Vztah s INGERSOLL trvá již mnoho desetiletí. Nástroje výrobce se používají především na frézování a vrtání. Jako technický poradce pro INGERSOLL je Michael Bum přibližně jednou měsíčně u zákazníka na místě. Kromě této rutiny se konala dílenská schůzka, na kterou Bum přivedl také aplikačního technika Jörga Goldbacha z INGERSOLL TechCenter v Haigeru, aby představil novinky a prodiskutoval možné zlepšení. Zúčastnili se jí také zaměstnanci u strojů.
Návrh na zlepšení od obsluhy stroje
Od obsluhy strojů přišel podnět provést určitý výrobní krok pro hydraulický kluzný sedlo s vhodným nástrojem místo dvou řezů pouze jedním. Z dílu, který je vyroben z litiny EN-GJS-500-7, vyrábí Knott přibližně 5000 kusů ročně. Brzdové třmeny se používají v komunálních malých nákladních vozidlech do 7,5 tuny. Návrhy na zlepšení od zaměstnanců nejsou u společnosti Knott nic neobvyklého a jsou podporovány odměnami.
„Tuto záležitost jsme si vzali velmi rádi na starost,“ říká Michael Bum. Aby se ověřilo, zda lze návrh skutečně realizovat, technici z INGERSOLL okamžitě shromáždili všechny relevantní informace. Kromě vlastností obrobku to byly především hodnoty stroje, jako je řezná výkonnost, řezná síla, kroutící moment a výkon vřetena. „Při návrhu nástroje musíme vždy brát v úvahu, jak stabilní je stroj a co na něm lze provozovat,“ vysvětluje Bum. Také byla věnována pozornost stávající upínací situaci.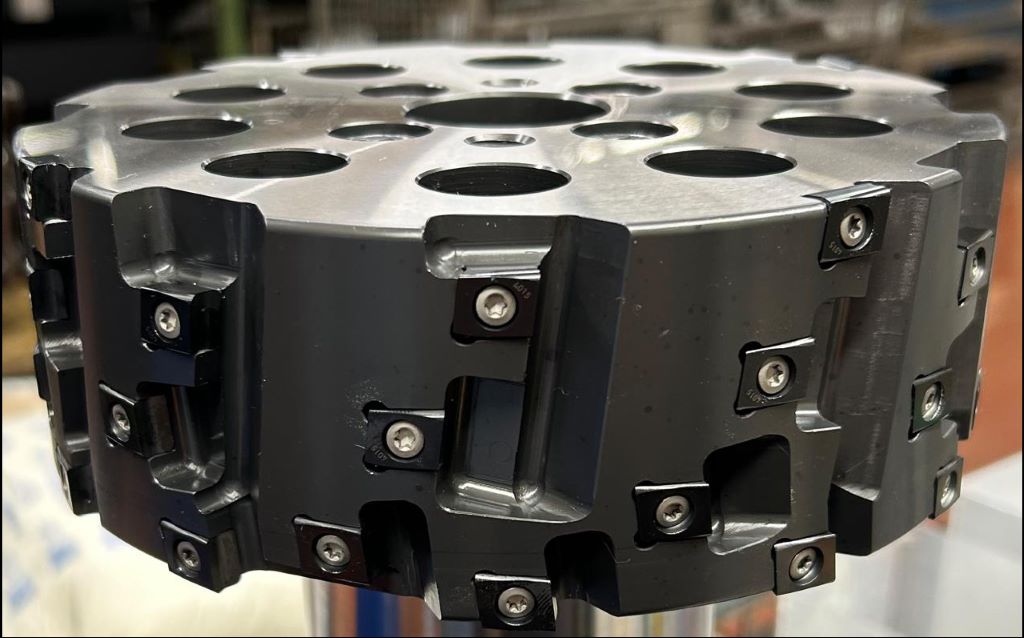
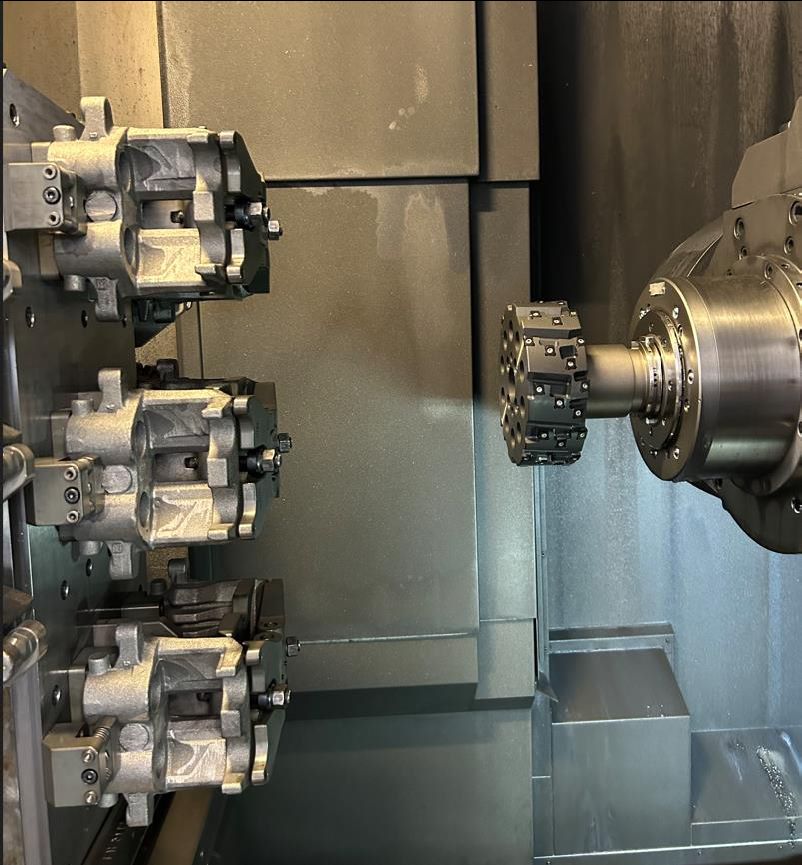
Knott zpracovává součásti na stroji Mazak Vortex 630 V/6. Je uspořádána spolu s dalším strojem Mazak a nakládací stanicí pro upínací věže do skupiny strojů, pro kterou je potřeba pouze jeden obsluhující pracovník. Takové výrobní ostrovy pro součásti různých velikostí se v produkci v Eggstättu vyskytují častěji. Kromě skupin se dvěma stroji tvoří také tři stroje se dvěma nakládacími stanicemi soubory. Trochu problematické je upnutí, jak vysvětluje Andreas Neubauer:
„Často pracujeme s litými polotovary, které upínáme na frézovacích centrech pomocí upínacích čelistí. Při tom není upnutí vždy velmi stabilní.“
Tangenciálně místo radiálně

V INGERSOLL TechCenter dospěli k závěru, že zpracování lze realizovat v jednom řezu, a navrhli k tomu kotoučový frézovací nástroj. Na rozdíl od předchozího nástroje, radiálního kotoučového frézovacího nástroje od jiného výrobce, se INGERSOLL rozhodl pro tangenciální řešení. Zpracování s tímto nástrojem je stabilnější a umožňuje na stávající stroji o něco vyšší posuv v relativně snadno obrábitelném litinovém materiálu.
Výsledek překonal původní očekávání. Místo toho, aby se doba zpracování zkrátila na polovinu pomocí dvou řezů, byla dokonce dosažena úspora času 60 procent. Pro vyměnitelné řezné destičky zvolila společnost INGERSOLL substrát, který optimálně odpovídá použitému materiálu. Také geometrie břitu byla dokonale přizpůsobena.
Na novém nástroji mohl INGERSOLL umístit více břitů, které jsou navíc o něco širší než u předchozího nástroje. „Velkým klíčovým bodem je rozdělení řezné síly podle uspořádání břitů a jejich překrývání,“ prozrazuje Michael Bum. Zvolené uspořádání řezných destiček na radiu umožňuje řeznou rychlost 160 m/min. Menší řezné síly zajišťují klidnější, bezvibrační chod, který vedle procesní bezpečnosti také slibuje delší životnost.
Zásah trvá pouhých 30 sekund, během kterých fréza s kotoučem projíždí součástí a provádí na stanovené šířce 68 mm 4 mm hluboký řez pro průchod brzdového kotouče.
S vylepšenými speciálními nástroji dokázal INGERSOLL u Knott již opakovaně zkrátit procesní časy při výrobě součástí. Zpracování hydraulického kluzného sedla by nemělo být poslední optimalizací: Knott je vždy otevřený pokusům s novými produkty z Haiger.
Kontakt:


