


INGERSOLL WERKZEUGE GMBH has implemented a suggestion from the workforce and developed a face mill that reduces processing time by 60 percent.
 The company was founded in 1937 by Valentin Knott as a supplier for gearboxes and experienced a strong upswing after the war due to high demand from agriculture for axles and brakes. Today, large companies from this sector, such as Claas and the Agco Group, are still part of Knott GmbH's customer base. However, the manufacturer now also serves a number of other industries. In addition to agricultural machinery, components from Knott are now also used in construction machinery, mining, wheel loaders, heavy transport vehicles, military vehicles, airfield vehicles, municipal vehicles, floor conveyors, or rail vehicles.
The company was founded in 1937 by Valentin Knott as a supplier for gearboxes and experienced a strong upswing after the war due to high demand from agriculture for axles and brakes. Today, large companies from this sector, such as Claas and the Agco Group, are still part of Knott GmbH's customer base. However, the manufacturer now also serves a number of other industries. In addition to agricultural machinery, components from Knott are now also used in construction machinery, mining, wheel loaders, heavy transport vehicles, military vehicles, airfield vehicles, municipal vehicles, floor conveyors, or rail vehicles.
Currently, Knott is represented worldwide at 18 locations and employs around 2,500 people in total. The two German locations are in Regenstauf and Eggstätt in Bavaria. Knott Regenstauf develops, manufactures, and supplies all the parts needed for a durable and safe trailer. From the chassis to the axles to attachments and accessories, the manufacturer provides everything that horse trailers, boat trailers, caravans, and classic transport trailers need.
The brake technology business unit is located in Eggstätt. With around 400 employees, this plant is the larger of the two locations. Initially, mechanical drum brakes were primarily produced here. Today, Knott offers a wide portfolio of industrial brakes, including disc brakes, hydraulic brakes, electromagnetic brakes, and wet disc lamellar brakes.
With a high level of manufacturing depth, only in-house products are created in Eggstätt. When capacities are insufficient during peak times, work is outsourced to subsidiaries in neighboring countries.
Even with smaller series, time is money.
Compared to the mass production of brakes for passenger cars, where quantities are in the millions and production is measured in fractions of a second, the quantities here are relatively low. They see themselves as problem solvers and also manufacture custom brakes according to customer specifications. 'We are not aiming for large series, but we also need to produce as quickly as possible,' explains Andreas Neubauer, head of mechanical production. 'Almost daily, we look for ways to further optimize our manufacturing processes.'
Knott is increasingly relying on automation. While individual parts or prototype parts are manufactured exclusively during the day, the robot loads parts for the series at night to process batch sizes of 500 to 1,000 pieces. For brake pistons, it can be even more. Knott produces 100,000 pieces annually of these parts, which are needed for various products.
'To increase unmanned production time and thus counteract the shortage of skilled workers, we only purchase new systems with automation,' says Neubauer. According to his assessment, economical production secures the location at Chiemsee. With unmanned production, the requirements for process reliability also increase. Equally important is the dimensional accuracy of the components, as brakes are safety-relevant components.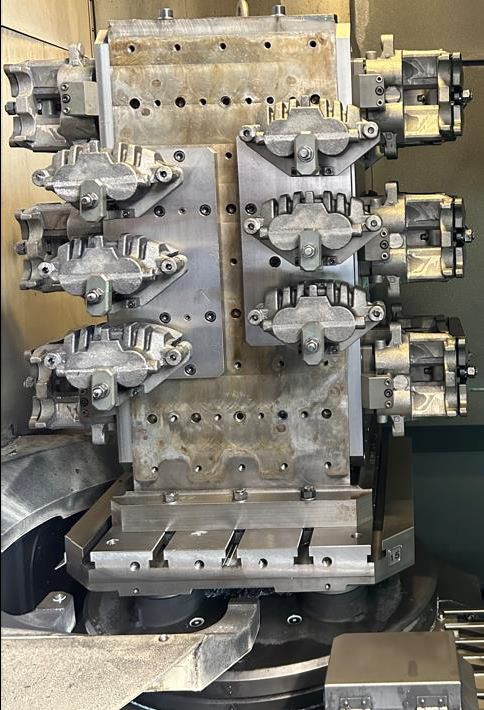
At Knott Eggstätt, about 60 machines for milling, turning, and turn-milling are in operation. Cast parts are primarily milled, while steel is mainly processed in the turning area. A relationship with INGERSOLL has existed for many decades. Tools from the manufacturer are mainly used for milling and drilling. As a technical consultant for INGERSOLL, Michael Bum visits the customer on-site about once a month. Outside of this routine, a workshop discussion took place, to which Bum also brought application technician Jörg Goldbach from the INGERSOLL TechCenter in Haiger to present innovations and discuss possible improvements. Employees at the machines also participated.
Improvement suggestion from the machine operator.
A machine operator suggested performing a specific processing step for a hydraulic sliding saddle with a suitable tool instead of two cuts, using only one. Knott produces around 5,000 pieces per year of the component made of spheroidal graphite EN-GJS-500-7. The brake saddles are used in municipal small trucks up to 7.5 tons. Improvement suggestions from the workforce are not uncommon at Knott and are rewarded with bonuses.
'We were very happy to take on this matter,' reports Michael Bum. To verify whether the suggestion can actually be implemented, the technicians from INGERSOLL immediately gathered all relevant information. In addition to the characteristics of the workpiece, these primarily included machine values such as cutting performance, cutting force, torque, and spindle power. 'We always have to consider how stable the machine is and what can be run on it when designing the tool,' explains Bum. The existing clamping situation was also taken into account.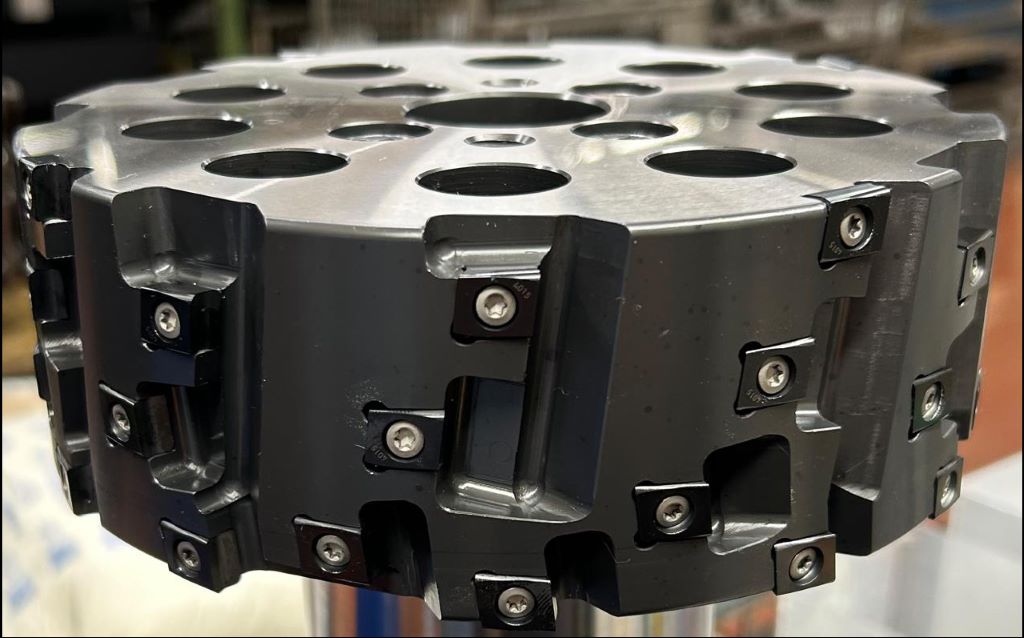
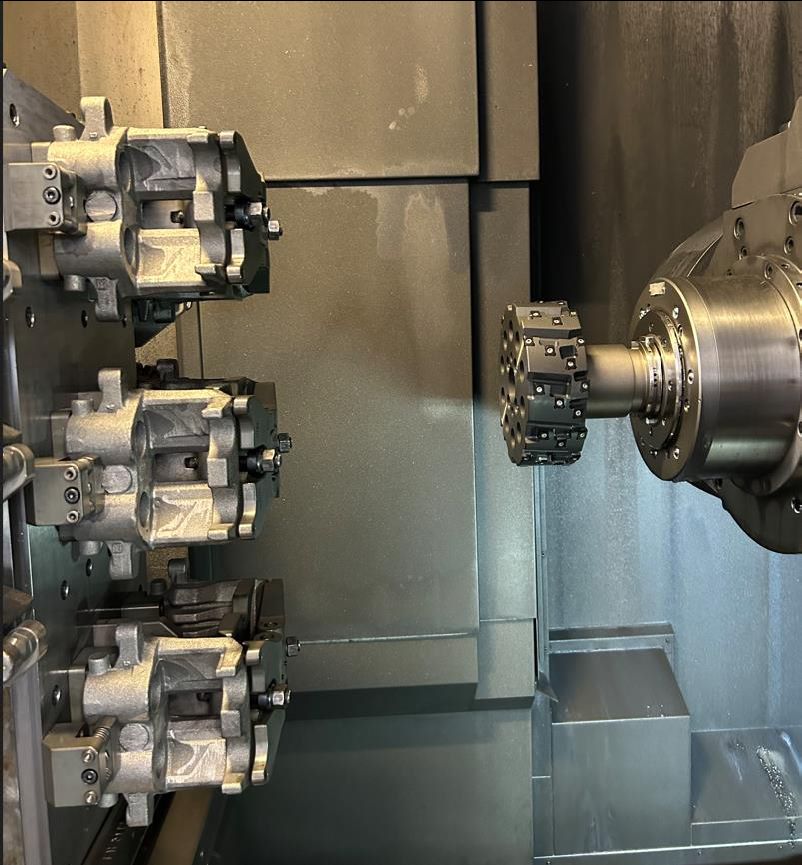
Knott machines the components on a Mazak Vortex 630 V/6. It is arranged with another Mazak and a loading station for clamping tools into a machine group that requires only one operator. Such manufacturing islands for components of different sizes are more frequently found in Eggstätt's production. In addition to groups with two machines, three machines with two loading stations also form ensembles. The clamping is somewhat tricky, as Andreas Neubauer explains:
'We often deal with cast blanks that we clamp on the milling centers with clamping claws. However, the clamping is not always very stable.'
Tangential instead of radial.

At the INGERSOLL TechCenter, it was concluded that processing in one cut can be implemented, and a face mill was designed for this purpose. Unlike the predecessor tool, a radial face mill from another manufacturer, INGERSOLL opted for a tangential solution. Processing with it is more stable and allows for slightly higher feed rates on the existing machine in the relatively easy-to-machine cast.
The result exceeded the original expectations. Instead of halving the processing time with one cut as previously done with two cuts, a time saving of 60 percent was even achieved. For the indexable inserts, INGERSOLL chose a substrate that optimally matches the material used. The cutting geometry was also perfectly adapted.
On the new tool, INGERSOLL was able to accommodate more cutting edges, which are also slightly wider than those of the predecessor tool. 'A major key point is the distribution of cutting force through the arrangement of the cutting edges and their overlap,' reveals Michael Bum. The chosen arrangement of the cutting plates on the radius allows for a cutting speed of 160 m/min. Lower cutting forces ensure a smoother, vibration-free operation, which promises not only process reliability but also longer tool life.
The intervention takes just 30 seconds, while the face mill travels an arc through the component, making a 4 mm deep cut for the brake disc passage at the specified width of 68 mm.
With improved special tools, INGERSOLL has repeatedly been able to reduce process times in the manufacturing of components at Knott. The machining of the hydraulic sliding saddle is unlikely to be the last optimization: Knott is always open to trials with new products from Haiger.
Contact:


