


Az INGERSOLL WERKZEUGE GMBH megvalósította a munkavállalók javaslatát, és kifejlesztett egy tárcsás marót, amely 60 százalékkal csökkenti a megmunkálási időt.
 A vállalatot 1937-ben alapította Valentin Knott, mint a sebességváltók beszállítója, és a háború után jelentős fellendülést élt át a mezőgazdaság magas tengely- és fékigénye miatt. Olyan világcégek, mint a Claas és az Agco csoport, továbbra is nagy vállalatok a Knott GmbH ügyfélkörében. Azóta a gyártó számos más iparágat is kiszolgál. A mezőgazdasági gépek mellett a Knott komponenseit ma építőipari gépekben, bányászatban, rakodógépekben, nehéz szállítókban, katonai járművekben, repülőtéri járművekben, közlekedési járművekben, anyagmozgató gépekben vagy vasúti járművekben is alkalmazzák.
A vállalatot 1937-ben alapította Valentin Knott, mint a sebességváltók beszállítója, és a háború után jelentős fellendülést élt át a mezőgazdaság magas tengely- és fékigénye miatt. Olyan világcégek, mint a Claas és az Agco csoport, továbbra is nagy vállalatok a Knott GmbH ügyfélkörében. Azóta a gyártó számos más iparágat is kiszolgál. A mezőgazdasági gépek mellett a Knott komponenseit ma építőipari gépekben, bányászatban, rakodógépekben, nehéz szállítókban, katonai járművekben, repülőtéri járművekben, közlekedési járművekben, anyagmozgató gépekben vagy vasúti járművekben is alkalmazzák.
Jelenleg a Knott világszerte 18 helyszínen van jelen, és összesen körülbelül 2500 alkalmazottat foglalkoztat. A két német telephely Bajorországban, Regenstaufban és Eggstättben található. A Knott Regenstauf minden olyan alkatrészt kifejleszt, gyárt és szállít, amely egy tartós és biztonságos utánfutóhoz szükséges. A gyártó mindent biztosít, amire a ló utánfutóknak, csónak utánfutóknak, lakó utánfutóknak és klasszikus szállító utánfutóknak szükségük van, a vázszerkezettől kezdve a tengelyeken át a kiegészítőkig.
Eggstättben található a féktechnikai üzletág. Körülbelül 400 alkalmazottal ez a gyár a két telephely közül a nagyobb. Kezdetben itt elsősorban mechanikus dobféket gyártottak. Ma a Knott széles ipari fékportfóliót kínál, amely többek között tárcsafékeket, hidraulikus fékeket, elektromágneses fékeket és nedves tárcsás lamellafékeket is magában foglal.
Nagy gyártási mélységgel az Eggstättben kizárólag saját termékek készülnek. Amikor a csúcsidőszakokban a kapacitások nem elegendőek, a munkákat a szomszédos külföldi leányvállalatoknak adják ki.
Még a kisebb sorozatoknál is idő pénz.
Összehasonlítva a személygépkocsik számára készült fékek tömeggyártásával, ahol a darabszámok milliós nagyságrendűek és a gyártás során másodperc töredékeivel foglalkoznak, itt a darabszámok inkább alacsonyak. Problémamegoldóként tekintenek magukra, és az ügyfél igényei szerint egyedi fékeket is gyártanak. „Bár nem nagy sorozatokra specializálódtunk, nekünk is a lehető leggyorsabban kell gyártani,” magyarázza Andreas Neubauer, a mechanikai gyártás vezetője. „Szinte naponta keresünk lehetőségeket, amelyekkel tovább optimalizálhatjuk a gyártási folyamatainkat.”
A Knott egyre inkább az automatizálásra támaszkodik. Míg az egyedi vagy mintadarabokat kizárólag nappal gyártják, a robot éjszaka még sorozatgyártásra készít alkatrészeket, hogy 500-tól 1000 darabig terjedő gyártási tételeket dolgozzon fel. Fékrendszer dugattyúkból akár több is lehet. Ezekből az alkatrészekből, amelyek különböző termékekhez szükségesek, a Knott évente 100.000 darabot gyárt.
„A munkaerőhiány ellensúlyozása érdekében a férfi nélküli termelési idő növelése érdekében új berendezéseket csak automatizálással vásárolunk“ - mondja Neubauer. Véleménye szerint a gazdaságos gyártás biztosítja a Chiemsee-i telephelyet. A férfi nélküli gyártással a folyamatbiztonság követelményei is növekednek. Ugyanilyen fontos a komponensek méretpontossága, mivel a fékek biztonsági szempontból releváns alkatrészek.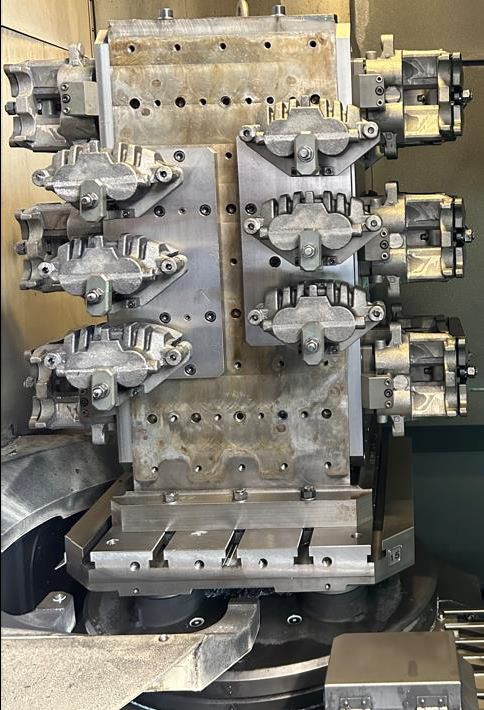
A Knott Eggstättnél körülbelül 60 gép működik marás, forgás és forgómarás területén. Főként öntvényeket maranak, míg a forgási területen főleg acélt dolgoznak fel. A kapcsolat az INGERSOLL-lal már évtizedek óta fennáll. A gyártó szerszámait főként marásra és fúrásra használják. Michael Bum, az INGERSOLL műszaki tanácsadója körülbelül havonta egyszer van a vevőnél. Ezen a rutinszerű találkozón kívül egy műhelybeszélgetés zajlott, amelyre Bum magával hozta Jörg Goldbach alkalmazástechnikai szakembert az INGERSOLL TechCenterből Haigerből, hogy újdonságokat mutassanak be és lehetséges fejlesztéseket vitassanak meg. A gépeknél dolgozó munkatársak is részt vettek rajta.
Gépkezelői javaslat a fejlesztésre
Egy gépkezelőtől érkezett az a javaslat, hogy egy adott megmunkálási lépést egy hidraulikus csúszó ülés esetében egy megfelelő szerszámmal, a két vágás helyett, csak egy vágással hajtsanak végre. Az alkatrész, amely EN-GJS-500-7 szürkeöntvényből készült, évente körülbelül 5000 darabot gyárt a Knott. A féknyergeket 7,5 tonnáig terjedő kommunális kis teherautókban használják. A dolgozói javaslatok a Knott-nál nem szokatlanok, és prémiumokkal ösztönzik őket.
„Nagyon szívesen foglalkoztunk ezzel a dologgal” – mondja Michael Bum. Annak ellenőrzésére, hogy a javaslat valóban megvalósítható-e, az INGERSOLL technikusai az összes releváns információt összegyűjtötték. A munkadarab jellemzőin kívül különösen a gép értékei, mint a vágási teljesítmény, vágóerő, nyomaték és orsóteljesítmény voltak fontosak. „A szerszámtervezés során mindig figyelembe kell vennünk, hogy mennyire stabil a gép, és mit lehet rajta megmunkálni” – magyarázza Bum. A meglévő feszítési helyzetre is figyelmet fordítottak.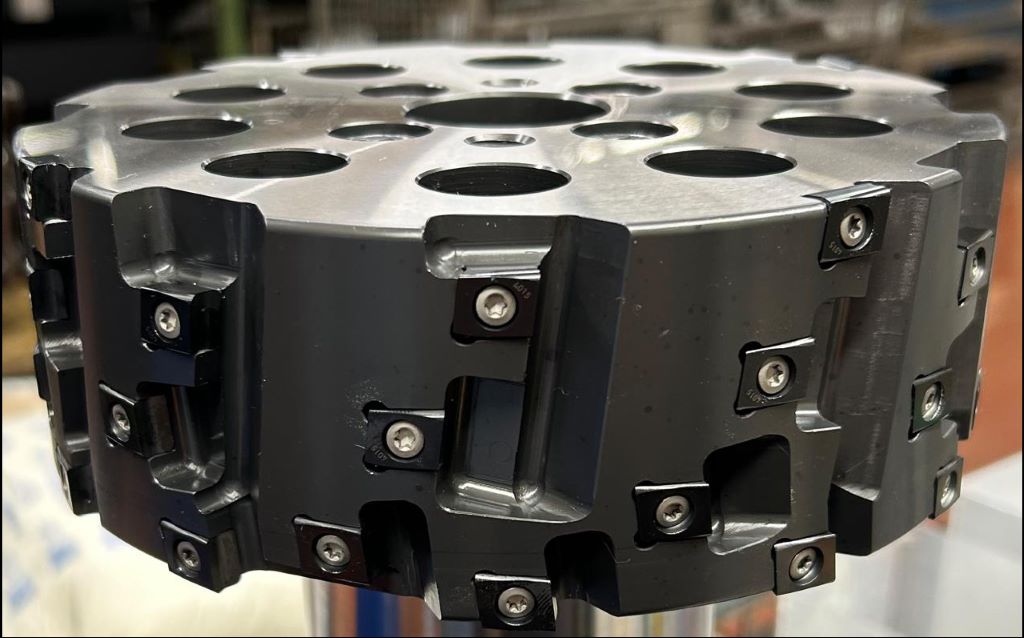
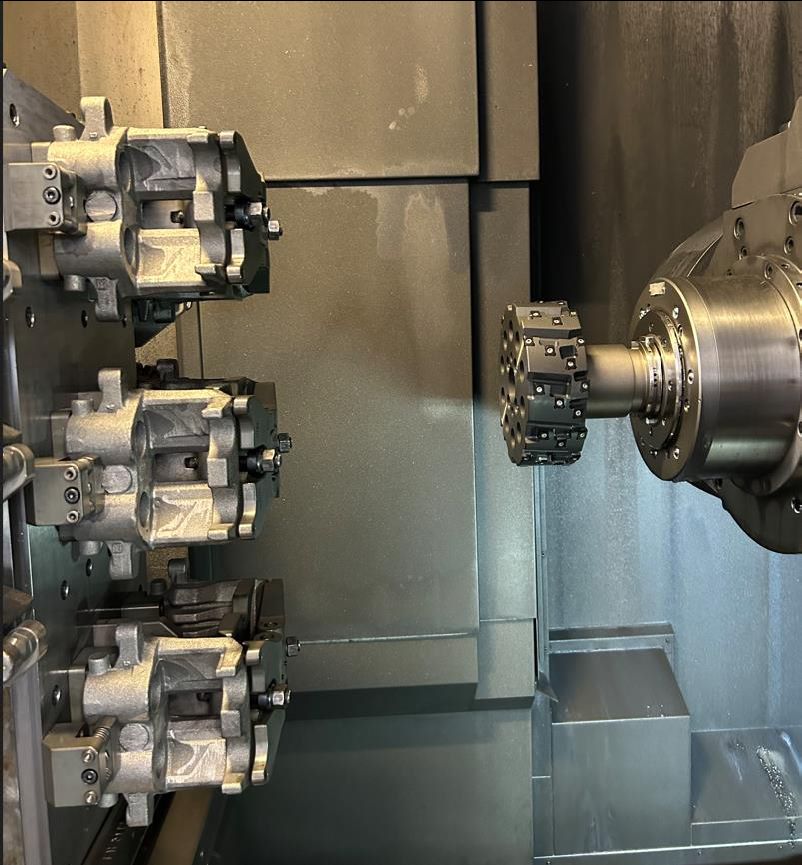
A Knott a Mazak Vortex 630 V/6 gépen dolgozza fel az alkatrészeket. Ez egy másik Mazakkal és egy befogótorony töltőállomással van csoportosítva, amelyhez csak egy kezelő szükséges. Az ilyen alkatrészek különböző méretű gyártószigetek gyakran megtalálhatók az eggstatti gyártásban. A két gépből álló csoportok mellett három gépből és két töltőállomásból álló együttesek is léteznek. Az előkészítés kissé kényes, ahogy Andreas Neubauer magyarázza:
„Gyakran öntött alapanyagokkal dolgozunk, amelyeket feszítőpofákkal rögzítünk a marógépeken. Ekkor a rögzítés nem mindig nagyon stabil.”
Tangenciális a radiális helyett

Az INGERSOLL TechCenterben arra a következtetésre jutottak, hogy a megmunkálás egy vágásban megvalósítható, és ezért egy tárcsás marót terveztek. A korábbi szerszámmal, egy másik gyártó radiális tárcsás marójával ellentétben az INGERSOLL tangenciális megoldást választott. Ezzel a megmunkálás stabilabb, és a meglévő gépen valamivel nagyobb előtolást tesz lehetővé a viszonylag könnyen forgácsolható öntvény esetében.
Az eredmény felülmúlta az eredeti elvárásokat. Ahelyett, hogy a korábbi egy vágással a megmunkálási időt a felére csökkentették volna, 60%-os időmegtakarítást értek el. Az INGERSOLL a forgácsoló lapkákhoz olyan alapanyagot választott, amely optimálisan illeszkedik a felhasznált anyaghoz. A vágógeometria is tökéletesen lett optimalizálva.
Az új szerszámon az INGERSOLL több vágóél elhelyezésére volt képes, amelyek ráadásul valamivel szélesebbek, mint az előző szerszámon. „Egy nagy kulcspont a vágóerő elosztása a vágóélek elrendezése és azok átfedése által” - árulta el Michael Bum. A kiválasztott vágólapok elrendezése a sugáron lehetővé teszi a 160 m/min vágási sebességet. A kisebb vágóerők csendes, rezgésmentes működést biztosítanak, amely a folyamatbiztonság mellett hosszabb élettartamot is ígér.
A beavatkozás mindössze 30 másodpercig tart, miközben a tárcsás maró ívet ír le az alkatrészben, és a megadott 68 mm szélesség mellett 4 mm mély vágást végez a féktárcsa áthaladásához.
Fejlesztett különleges szerszámokkal az INGERSOLL már többször is csökkentette a gyártási folyamatidőt a Knott-nál. A hidraulikus csúszóülés megmunkálása valószínűleg nem volt az utolsó optimalizálás: A Knott mindig nyitott az új termékek Haigerből való kipróbálására.
Kapcsolat:


