


La société INGERSOLL WERKZEUGE GMBH a mis en œuvre une suggestion du personnel et a développé une fraise à disque qui réduit le temps de traitement de 60 %.
 L'entreprise a été fondée en 1937 par Valentin Knott en tant que fournisseur pour les transmissions et a connu un fort essor après la guerre grâce à la forte demande de l'agriculture pour des essieux et des freins. Aujourd'hui, de grandes entreprises de ce secteur, telles que Claas et le groupe Agco, font toujours partie de la clientèle de Knott GmbH. Entre-temps, le fabricant dessert également plusieurs autres secteurs. En plus des machines agricoles, les composants de Knott sont aujourd'hui également utilisés dans les machines de construction, l'exploitation minière, les chargeuses sur pneus, les transports lourds, les véhicules militaires, les véhicules de terrain, les véhicules communaux, les appareils de manutention ou les véhicules ferroviaires.
L'entreprise a été fondée en 1937 par Valentin Knott en tant que fournisseur pour les transmissions et a connu un fort essor après la guerre grâce à la forte demande de l'agriculture pour des essieux et des freins. Aujourd'hui, de grandes entreprises de ce secteur, telles que Claas et le groupe Agco, font toujours partie de la clientèle de Knott GmbH. Entre-temps, le fabricant dessert également plusieurs autres secteurs. En plus des machines agricoles, les composants de Knott sont aujourd'hui également utilisés dans les machines de construction, l'exploitation minière, les chargeuses sur pneus, les transports lourds, les véhicules militaires, les véhicules de terrain, les véhicules communaux, les appareils de manutention ou les véhicules ferroviaires.
Actuellement, Knott est présent dans le monde entier à 18 emplacements et emploie environ 2500 personnes. Les deux sites allemands se trouvent à Regenstauf et Eggstätt en Bavière. Knott Regenstauf développe, fabrique et fournit toutes les pièces nécessaires pour un remorque durable et sûr. Du châssis aux essieux en passant par les pièces de montage et les accessoires, le fabricant fournit tout ce dont ont besoin les remorques pour chevaux, les remorques pour bateaux, les remorques de camping et les remorques de transport classiques.
Le secteur de la technologie des freins est situé à Eggstätt. Avec environ 400 employés, l'usine est le plus grand des deux sites. Au début, des freins à tambour mécaniques étaient principalement produits ici. Aujourd'hui, Knott propose un large portefeuille de freins industriels, comprenant notamment des freins à disque, des freins hydrauliques, des freins électromagnétiques et des freins à disque humide.
Avec une grande profondeur de fabrication, seuls des produits propres sont fabriqués à Eggstätt. Lorsque les capacités ne suffisent pas pendant les périodes de pointe, des travaux sont sous-traités à des filiales à l'étranger.
Même pour les petites séries, le temps c'est de l'argent
Comparé à la production en grande série de freins pour le secteur automobile, où les chiffres se comptent par millions et où la fabrication se joue en fractions de seconde, les chiffres ici sont plutôt bas. On se considère comme un solveur de problèmes et fabrique également des freins sur mesure selon les souhaits des clients. "Nous ne visons pas de grandes séries, mais nous devons également produire le plus rapidement possible", explique Andreas Neubauer, responsable de la fabrication mécanique. "Quasi quotidiennement, nous cherchons des moyens d'optimiser davantage nos processus de fabrication."
Knott mise de plus en plus sur l'automatisation. Alors que les pièces individuelles ou les pièces prototypes sont fabriquées uniquement pendant la journée, le robot charge encore des pièces pour la série la nuit, afin de traiter des tailles de lot de 500 à 1000 pièces. Pour les pistons de frein, cela peut même être plus. Knott produit chaque année 100 000 pièces de ces composants nécessaires pour différents produits.
"Pour augmenter le temps de production sans opérateur et ainsi contrer la pénurie de main-d'œuvre qualifiée, nous n'achetons de nouveaux équipements qu'avec automatisation", déclare Neubauer. La fabrication économique assure selon lui la pérennité du site au bord du Chiemsee. Avec la fabrication sans opérateur, les exigences en matière de sécurité des processus augmentent également. L'exactitude des composants est tout aussi importante, car les freins sont des composants critiques pour la sécurité.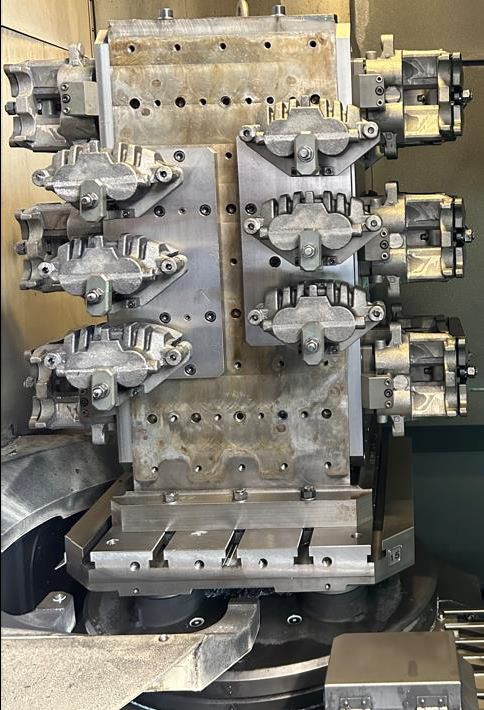
À Knott Eggstätt, environ 60 machines sont utilisées pour le fraisage, le tournage et le tournage-fraisage. Les pièces en fonte sont principalement fraisées, tandis que dans le domaine du tournage, principalement de l'acier est usiné. Une relation avec INGERSOLL existe depuis de nombreuses décennies. Les outils du fabricant sont principalement utilisés pour le fraisage et le perçage. En tant que conseiller technique pour INGERSOLL, Michael Bum est sur place chez le client environ une fois par mois. En dehors de cette routine, une discussion en atelier a eu lieu, à laquelle Bum a également amené le technicien d'application Jörg Goldbach du TechCenter INGERSOLL à Haiger, pour présenter des nouveautés et discuter des améliorations possibles. Des employés aux machines ont également participé.
Suggestion d'amélioration de l'opérateur de machine
Un opérateur de machine a suggéré d'exécuter une étape de traitement pour un glissière hydraulique avec un outil approprié au lieu de deux coupes, mais seulement avec une. Pour le composant, qui est en fonte sphéroïdale EN-GJS-500-7, Knott produit environ 5000 pièces par an. Les étriers de frein sont utilisés dans des petits camions municipaux jusqu'à 7,5 tonnes. Les suggestions d'amélioration du personnel ne sont pas inhabituelles chez Knott et sont encouragées par des primes.
"Nous avons été ravis de nous pencher sur cette question", rapporte Michael Bum. Pour vérifier si la suggestion peut réellement être mise en œuvre, les techniciens d'INGERSOLL ont immédiatement recueilli toutes les informations pertinentes. En plus des caractéristiques de la pièce, il s'agissait principalement des valeurs de la machine, telles que la capacité de coupe, la force de coupe, le couple et la puissance de la broche. "Nous devons toujours prendre en compte la stabilité de la machine et ce que l'on peut y faire lors de la conception de l'outil", explique Bum. L'attention a également été portée à la situation de serrage existante.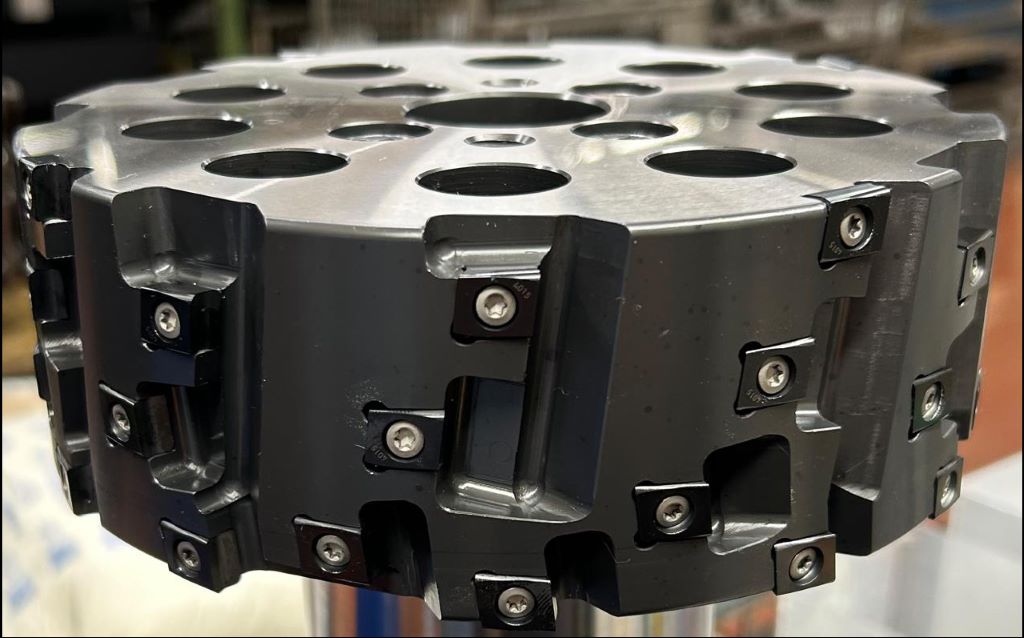
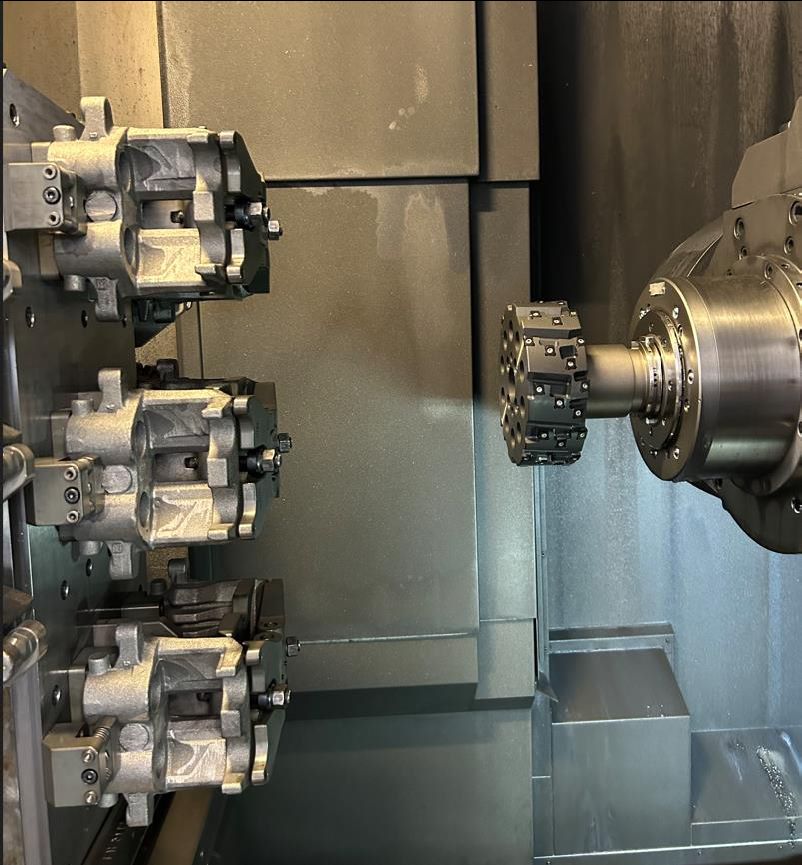
Knott usine les composants sur une Mazak Vortex 630 V/6. Elle est disposée avec une autre Mazak et une station de chargement pour des mors de serrage en un groupe de machines nécessitant seulement un opérateur. De telles îles de fabrication pour des composants de tailles différentes se trouvent plus souvent dans la production d'Eggstätt. En plus de groupes de deux machines, trois machines avec deux stations de chargement forment également des ensembles. Le serrage est un peu délicat, comme l'explique Andreas Neubauer :
"Nous avons souvent à faire avec des ébauches en fonte que nous serrons sur les centres d'usinage avec des mors de serrage. Dans ce cas, le serrage n'est pas toujours très stable."
Tangentiel plutôt que radial

Au TechCenter INGERSOLL, il a été conclu que le traitement en une seule coupe était réalisable et un fraisage à disque a été conçu pour cela. Contrairement à l'outil précédent, un fraisage à disque radial d'un autre fabricant, INGERSOLL a opté pour une solution tangentielle. Le traitement avec cela est plus stable et permet sur la machine existante un peu plus d'avance dans la fonte relativement facile à usiner.
Le résultat a dépassé les attentes initiales. Au lieu de réduire le temps de traitement de moitié avec deux coupes comme auparavant, une économie de temps de 60 % a même été atteinte. Pour les plaquettes de coupe, INGERSOLL a choisi un substrat qui convient parfaitement au matériau utilisé. La géométrie des arêtes a également été parfaitement adaptée.
Sur le nouvel outil, INGERSOLL a pu intégrer plus de plaquettes, qui sont également un peu plus larges que celles de l'outil précédent. « Un point crucial est la répartition de la force de coupe par l'agencement des plaquettes et leur chevauchement », révèle Michael Bum. L'agencement choisi des plaquettes de coupe sur le rayon permet une vitesse de coupe de 160 m/min. Des forces de coupe plus faibles assurent un fonctionnement plus stable et sans vibrations, ce qui promet à la fois une sécurité de processus et des durées de vie plus longues.
L'intervention ne dure que 30 secondes, pendant que le fraiseur à disque effectue un arc à travers la pièce et réalise une coupe de 4 mm de profondeur sur une largeur de 68 mm pour le passage du disque de frein.
Avec des outils spéciaux améliorés, INGERSOLL a déjà réussi à réduire les temps de processus chez Knott lors de la fabrication de pièces. Le traitement du support glissant hydraulique ne devrait pas être la dernière optimisation : Knott est toujours ouvert aux essais avec de nouveaux produits de Haiger.
Contact :


