


Dlaczego termin „rozwiązanie systemowe” został wybrany jako temat warsztatu, opisuje Andreas Schadeck z MOLDINO w następujący sposób: „Wdrożone rozwiązanie systemowe może przynieść nie tylko znaczne korzyści techniczne i ekonomiczne w samym wytwarzaniu narzędzi, ale także poza tym.”
Co to oznacza, wyjaśnia Schadeck, który jako optymalizator procesów i lider zespołu dla północnych Niemiec, wspólnie z Markiem Rotzoll i innymi kolegami z biura MOLDINO w Herford w Ostwestfalii, obsługuje wielu znanych klientów w tym regionie, na przykładzie wyrzutnika: przy jego produkcji celem może być nie tylko redukcja czasów procesów i tym samym czasów realizacji oraz kosztów, ale także uwzględnienie bezpieczeństwa procesu i jakości obróbki, „ponieważ na tej drodze odkryliśmy dodatkowe korzyści, które pozytywnie wpływają na samą produkcję wtryskową. To jest wyraźna wartość dodana dla klienta.”
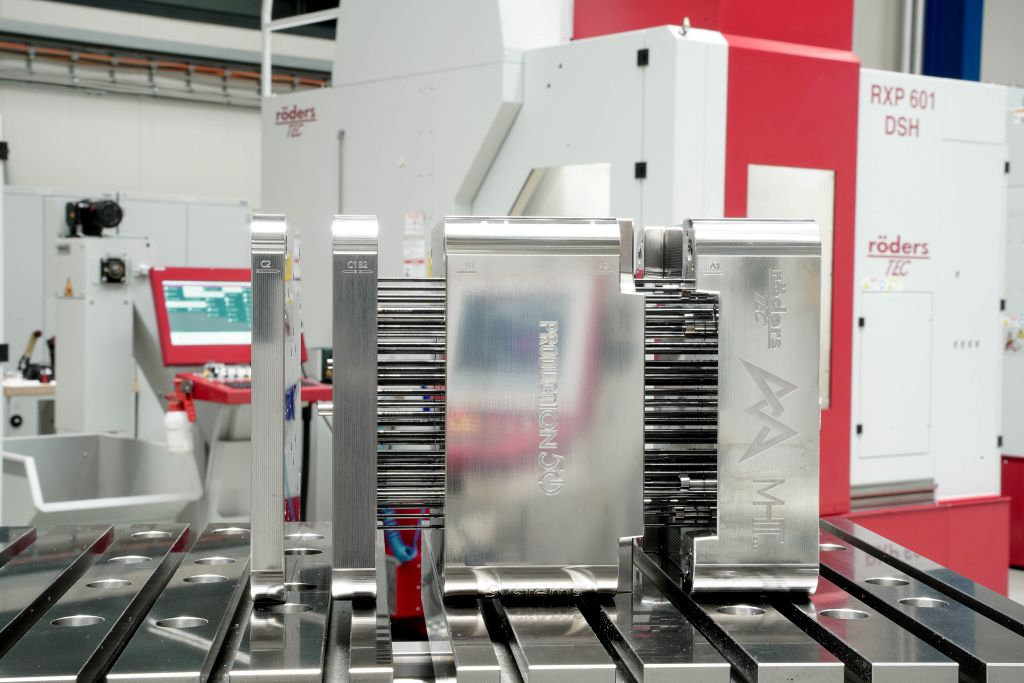
Aby jak najwierniej zademonstrować różne scenariusze obróbcze, firma Rotzoll specjalnie na tę imprezę zaprojektowała w 3D CAD zespół o wymiarach 200 x 200 x 90 mm. Składa się on z typowych elementów narzędzia do wtrysku tworzyw sztucznych, takich jak płyta wypychacza, płyta mocująca wypychacz oraz prowadnica wypychacza, a także wkład formujący (strona wypychacza), na przykład do produkcji pokrywy silnika.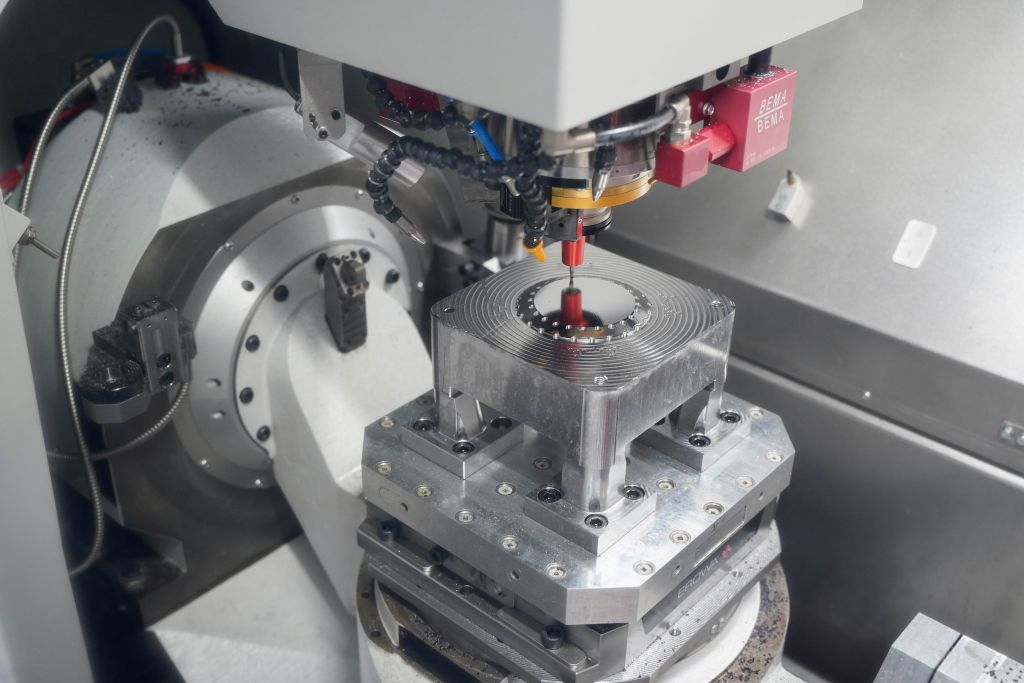
Frezowanie powierzchni na wymiar końcowy w jakości polerowanej
W trakcie warsztatów głównym tematem rozważań był wkład formy. Na początku skupiono się na jego bocznych powierzchniach, a tym samym na powierzchniach pasujących, których wytwarzanie nie jest całkowicie trywialne. Stawiają one wysokie wymagania dotyczące dokładności wymiarowej, kątowości oraz równoległości, a także jakości powierzchni.
„Po hartowaniu zazwyczaj pięć lub sześć stron jest obrabianych na szlifierce płaskiej“ – wyjaśnia Schadeck klasyczne podejście, które wymaga dodatkowego etapu pracy, który jest również bardzo słabo zautomatyzowany, co niemal zawsze wiąże się z dużym wysiłkiem manualnym i odpowiednimi kosztami produkcji. „Tutaj chcemy w ramach rozwiązania systemowego porównać frezowanie.” Dlatego firma Rotzoll frezowała powierzchnie boczne wkładu formy strategią frezowania płaskiego, w tym przypadku w technologii 3-osiowej.
Zarówno do roughing, jak i do wstępnego i ostatecznego szlifowania wybrano frez EHHRE-Polygon od MOLDINO. W rezultacie osiągnięto precyzję porównywalną z szlifowaniem płaskim, jednak przy znacznie mniejszym nakładzie pracy, a także obróbka ta odbywa się całkowicie bezobsługowo.
Ten sam frez EHHRE został również użyty przez Rotzoll do obróbki powierzchni płyty prowadzącej wypraski oraz do obróbki konturów pokrywy. Na podstawie pokrywy miało zostać zademonstrowane, że frezowanie z połyskiem nie jest możliwe tylko z relatywnie drogimi narzędziami diamentowymi, takimi jak narzędzia MKD lub PKD, ale także z powlekanymi frezami z węglika spiekanego. Tak jak w przypadku powierzchni bocznych, najpierw wykonano obróbkę wstępną i szlifowanie, tym razem jednak z zastosowaniem strategii frezowania spiralnego 3D.
„Do następnego szlifowania wybrałem tolerancję powierzchniową 10 μm i minimalnie ustawiłem narzędzie toroidalnego na 0,1° względem normalnej do powierzchni“, wyjaśnia Rotzoll swoją strategię. Dzięki temu kąt do powierzchni pozostawał zawsze taki sam, co zapewniało stały punkt kontaktowy i na pewno nie było żadnego nadcięcia na tylnej stronie narzędzia. „Pracowaliśmy z EHHRE przez cztery godziny, a krawędzie wyglądały po tym wciąż dobrze.“ To pokazuje, że szlifowanie na wymiar z frezami VHM jest nie tylko możliwe, ale także bezpieczne procesowo i opłacalne.
Otwór wyrzutnika z specjalną komorą roboczą
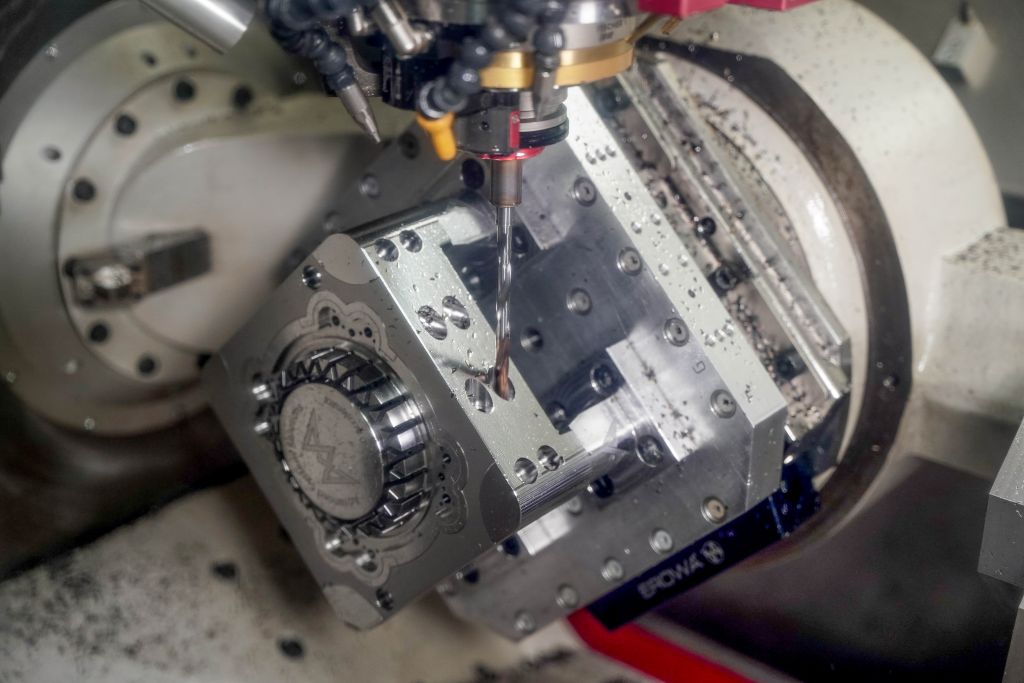
Obok alternatywy szlifowania płaskiego, frezowanie powierzchni zostało zaprezentowane w Soltau jako drugie rozwiązanie systemowe - wiercenie z wyrzutnikiem. To rozwiązanie jest szczególnie innowacyjne, a komora robocza opracowana przez Rotzoll dla MOLDINO została nawet zgłoszona do opatentowania. „Dzięki specjalnej strategii wiercenia oraz późniejszemu frezowaniu komory roboczej i nachylenia wlotu, udało nam się znacznie poprawić zdolność montażu wyrzutników”, relacjonuje Schadeck.
Aby móc zademonstrować ich produkcję - również na żywo - przykładowy komponent miał 76 wyciągów w typowym zakresie średnic od 2,5 do 5 mm z tolerancją H7. W tym celu firma Rotzoll opracowała specjalny cykl wiercenia. „Dzięki temu możliwe jest reprodukowanie kilku setek otworów wyciągowych w jakości H7 za pomocą wybranego wiertła MOLDINO NSBH, w zależności od głębokości. I to w sposób bezpieczny procesowo w zautomatyzowanej produkcji”, podkreśla Rotzoll. Można używać prawie każdego chłodzenia, z wyjątkiem powietrza.
W systemach sterujących Röders ten cykl wiercenia został już zintegrowany, podobnie jak w Hypermill (OpenMind), a kolejni dostawcy CAM mają dołączyć.
Koszty zmniejszyły się co najmniej o połowę.
Jakie jest teraz podsumowanie, również w odniesieniu do czasu i kosztów? W tym miejscu Schadeck odniósł się do opracowanej przez MOLDINO metody Production50 (P50). Na P50 oparty był również porównanie dwóch rozwiązań systemowych: frezowania płaskiego versus szlifowania płaskiego i wiercenia wyciągowego z konwencjonalnym podejściem, w którym stosuje się szlifowanie płaskie i erozję drutową.
„W porównaniu do szlifowania powierzchni bocznych, korzyści czasowe i kosztowe związane z frezowaniem są znaczne”, mówi Schadeck. „Ostateczny wynik pokazuje, że dzięki frezowaniu powierzchni bocznych w porównaniu do szlifowania płaskiego możemy zaoszczędzić ponad 60 procent czasu i ponad 50 procent kosztów.” Kolejnym aspektem jest to, że szlifowanie płaskie praktycznie nie poddaje się automatyzacji. Jeszcze korzystniej wyglądała sytuacja w przypadku systemu wiercenia wyciągowego. „Tutaj korzyść czasowa jest jeszcze bardziej wyraźna, wynosi 84 procent, w odniesieniu do wszystkich wyciągów.
Podobnie w przypadku kosztów, które przy frezowaniu wynoszą tylko nieco ponad jedną trzecią w porównaniu do erodowania drutowego”, podkreśla Schadeck różnice. To oznacza 65 procent oszczędności kosztów.
„Dzisiaj zobaczyliśmy, jak dzięki znacząco szybszym procesom i eliminacji czasów przestoju można drastycznie obniżyć koszty procesów”, podsumowuje dzień Schadeck. A potem jest jeszcze temat automatyzacji, który z powodu zaostrzającego się niedoboru wykwalifikowanej siły roboczej zyskuje dodatkowy impuls.
„Przedstawione rozwiązania systemowe mogą znacząco przyczynić się do jeszcze efektywniejszego wykorzystania automatyzacji.”
Kontakt:


