


Pourquoi le terme 'solution système' a-t-il été choisi comme thème de l'atelier, Andreas Schadeck de MOLDINO le décrit comme suit : 'Une solution système mise en œuvre peut non seulement offrir des avantages techniques et économiques considérables dans la construction d'outils elle-même, mais aussi au-delà.'
Ce que cela signifie, Schadeck l'explique, lui qui en tant qu'optimiseur de processus et chef d'équipe pour le nord de l'Allemagne, avec Mark Rotzoll et d'autres collègues du bureau MOLDINO à Herford, s'occupe de nombreux clients renommés dans cette région, à l'exemple de l'éjecteur : Ainsi, l'objectif lors de sa fabrication pourrait non seulement être de réduire les temps de processus et donc les temps de passage ainsi que les coûts, mais aussi de considérer la sécurité du processus et la qualité de l'usinage, 'car en chemin, nous avons découvert d'autres avantages qui ont un impact positif sur la production d'injection proprement dite. C'est alors une valeur ajoutée claire pour le client.'
Pour pouvoir démontrer les différents scénarios d'usinage de manière aussi réaliste que possible, Rotzoll a spécialement conçu pour l'événement, via 3D-CAD, un groupe de taille 200 x 200 x 90 mm. Celui-ci se compose de la plaque de pression d'éjection, de la plaque de maintien des éjecteurs et de la plaque de guidage des éjecteurs ainsi que du moule (côté éjecteur) des pièces typiques d'un outil d'injection en plastique, ici par exemple pour la fabrication d'un couvercle de moteur.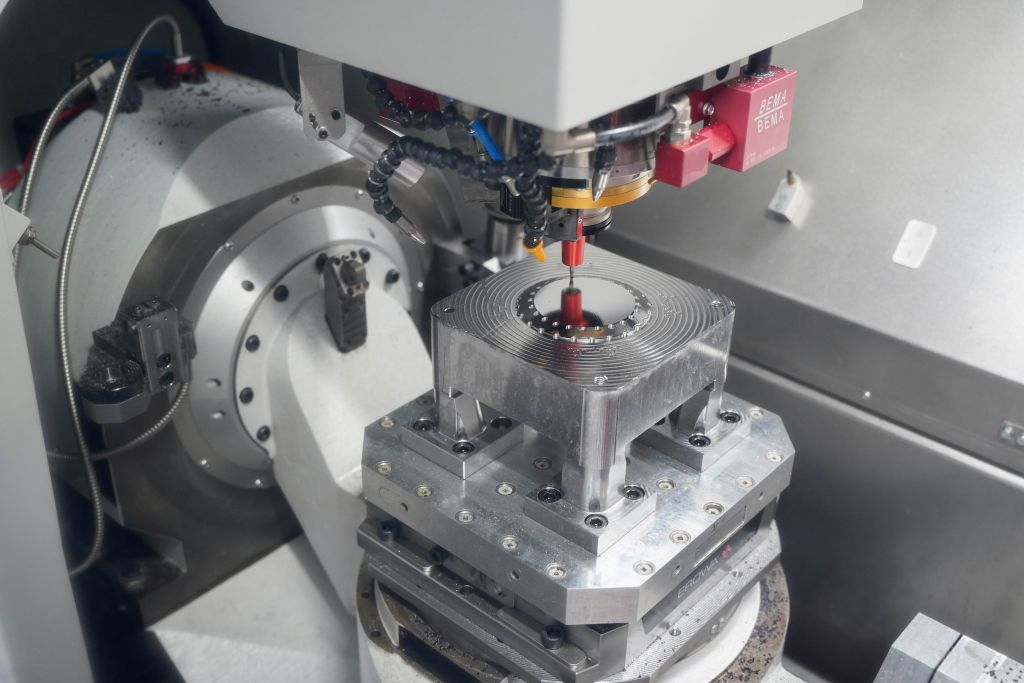
Fraisage de surfaces à la mesure finale en qualité de polissage
Le moule était clairement au centre des considérations lors de l'atelier. Ici, il s'agissait d'abord de ses surfaces latérales et donc des surfaces de contact, dont la fabrication n'est pas tout à fait triviale. Car celles-ci imposent des exigences élevées en matière de conformité dimensionnelle, d'angle droit ou de parallélisme ainsi que de qualité de surface.
'Après le durcissement, les cinq ou six faces sont généralement usinées sur la rectifieuse plane', explique Schadeck la méthode classique, cela nécessite une opération supplémentaire, qui de plus ne peut être automatisée que très difficilement et entraîne donc presque toujours un grand effort manuel avec des coûts de fabrication correspondants. 'Ici, nous voulons, dans le cadre d'une solution système, opposer le fraisage.' C'est pourquoi Rotzoll a fraisé les surfaces latérales du moule avec la stratégie de fraisage plan, dans ce cas en 3 axes.
Pour le brut, ainsi que pour le pré- et le finissage, Rotzoll a choisi la fraise polygonale EHHRE de MOLDINO. En résultat, une précision équivalente à celle du meulage à plat a été atteinte, mais avec beaucoup moins d'effort et de plus, cet usinage se fait complètement sans intervention humaine.
La même fraise EHHRE a également été utilisée par Rotzoll pour l'usinage de surface de la plaque de guidage des éjecteurs et l'usinage de contour du couvercle. À l'aide du couvercle, il devait être démontré que le fraisage de finition n'est pas seulement possible avec des outils diamantés relativement coûteux, donc des outils MKD ou PKD, mais aussi avec des fraises revêtues en carbure monobloc. Comme pour les surfaces latérales, il a d'abord été brut et pré-fraisé, cette fois cependant avec la stratégie de fraisage en spirale 3D.
'Pour le fraisage de finition ultérieur, j'ai choisi une tolérance de surface de 10 µm et j'ai légèrement incliné l'outil torique par rapport à la normale de surface à 0,1°', explique Rotzoll sa stratégie. Ainsi, l'angle par rapport à la surface est toujours le même, ce qui permet de maintenir un point de contact constant et il n'y a certainement pas de reprise sur le dos de l'outil. 'Nous avons fini avec l'EHHRE pendant quatre heures, les arêtes avaient encore l'air bien après.' Cela montre que le fraisage de finition à la mesure finale avec des fraises en VHM n'est pas seulement possible, mais aussi sûr et économique.
Trou d'éjection avec chambre de course spéciale
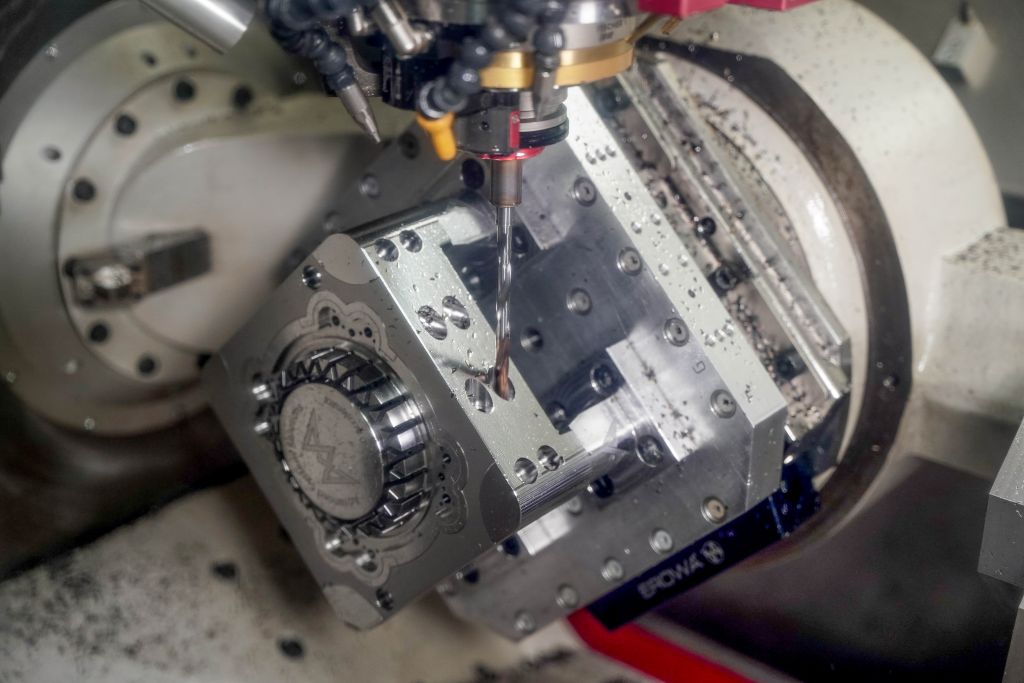
En plus de l'alternative de meulage à plat, le fraisage de surface, le perçage d'éjection a été présenté à Soltau comme deuxième solution système. Une solution qui est particulièrement innovante et pour laquelle la chambre de course développée par Rotzoll de MOLDINO a même été brevetée. 'Grâce à une stratégie de perçage spéciale et au fraisage ultérieur d'une chambre de course et d'angles d'entrée, nous avons pu améliorer considérablement la capacité de montage des éjecteurs', rapporte Schadeck.
Et pour pouvoir démontrer leur fabrication - également en direct - le composant d'exemple comportait 76 éjecteurs dans la plage de diamètre typique ici de 2,5 à 5 mm avec la tolérance H7. Pour cela, Rotzoll a développé un cycle de perçage spécial. 'Ainsi, il est possible, avec le perceur MOLDINO NSBH choisi ici, de produire de manière reproductible plusieurs centaines de trous d'éjection en qualité H7 selon la profondeur. Et ce, de manière sûre dans un fonctionnement automatisé', souligne Rotzoll. Pratiquement tous les types de refroidissement peuvent être utilisés, sauf l'air.
Dans les commandes Röders, ce cycle de perçage a déjà été intégré, tout comme dans Hypermill (OpenMind), d'autres fournisseurs de CAM devraient suivre.
Les coûts ont été réduits d'au moins moitié
Quel est donc le bilan, également en termes de temps et de coûts ? À ce stade, Schadeck a abordé la méthode Production50 (P50) développée par MOLDINO. Le P50 a également servi de base à la comparaison des deux solutions système fraisage plan contre meulage à plat et perçage d'éjection avec une approche conventionnelle, où le meulage à plat et l'électroérosion sont utilisés.
« Par rapport au meulage des surfaces latérales, l'avantage en termes de temps et de coûts grâce à l'usinage est considérable », déclare Schadeck. « Le résultat final montre que nous pouvons économiser plus de 60 % de temps et plus de 50 % de coûts en usinant les surfaces latérales par rapport au meulage à plat. » Un autre aspect est que le meulage à plat ne peut pratiquement pas être automatisé. La situation était encore plus avantageuse avec le système de perçage de décharge. « Ici, l'avantage en termes de temps est encore plus clair, à savoir 84 %, par rapport à tous les décharges.
De même pour les coûts, qui ne représentent un peu plus d'un tiers par rapport à l'électro-érosion », résume Schadeck les différences. Cela signifie une économie de coûts de 65 %.
« Nous avons vu aujourd'hui comment des processus significativement plus rapides et la suppression des temps d'attente peuvent réduire drastiquement les coûts de processus », résume Schadeck la journée. Et puis il y a le sujet de l'automatisation, qui reçoit un coup de pouce supplémentaire en raison de la pénurie croissante de main-d'œuvre qualifiée.
« Les solutions systémiques présentées peuvent contribuer de manière significative à rendre l'automatisation encore plus efficace. »
Contact :


