


De ce termenul „soluție de sistem” a fost ales ca temă pentru workshop, descrie Andreas Schadeck de la MOLDINO astfel: „O soluție de sistem implementată poate oferi nu doar avantaje tehnice și economice semnificative în construcția de unelte, ci și dincolo de aceasta.”
Ceea ce se intenționează este explicat de Schadeck, care, ca optimizator de procese și lider de echipă pentru nordul Germaniei, împreună cu Mark Rotzoll și alți colegi de la biroul MOLDINO din Herford, Westfalia de Est, se ocupă de mulți clienți renumiți din această regiune, folosind exemplul ejectorului: astfel, în producția acestuia, nu doar că scopul ar putea fi reducerea timpilor de proces și, prin urmare, a timpilor de livrare și a costurilor, ci și luarea în considerare a siguranței procesului și a calității prelucrării, „deoarece pe parcursul acestui drum am descoperit avantaje suplimentare care au un impact pozitiv asupra producției efective de injecție. Aceasta este, așadar, o valoare adăugată clară pentru client.”
Pentru a putea demonstra diferitele scenarii de prelucrare cât mai realist posibil, Rotzoll a conceput special pentru eveniment un ansamblu de 200 x 200 x 90 mm prin 3D-CAD. Acesta este format dintr-o placă de presiune a ejectorului, o placă de suport a ejectorului și o placă de ghidare a ejectorului, precum și un insert de formă (latura ejectorului), din părțile tipice ale unui instrument de injectare a plasticului, aici, de exemplu, pentru fabricarea unui capac de motor.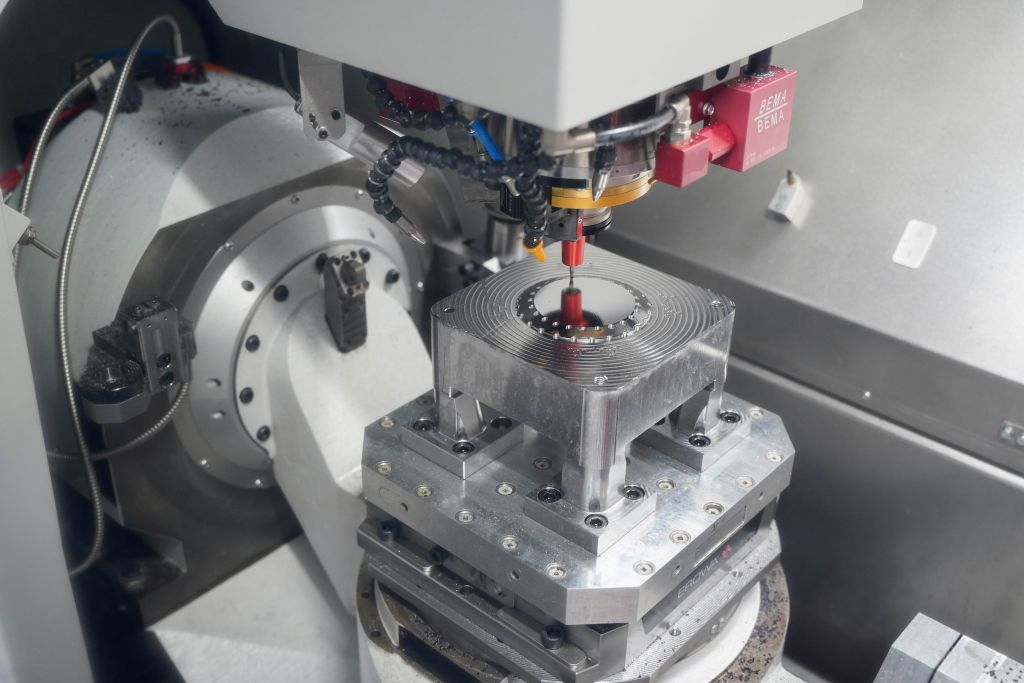
Frezare de suprafață la dimensiunea finală în calitate de lustruire
Utilizarea formei a fost clar în centrul atenției în cadrul workshop-ului. Aici s-a discutat inițial despre suprafețele laterale și, prin urmare, despre suprafețele de contact, a căror fabricație nu este deloc trivială. Acestea impun cerințe ridicate în ceea ce privește precizia dimensională, unghiularitatea sau paralelismul, precum și calitatea suprafeței.
„După călire, de obicei, cele cinci sau șase fețe sunt prelucrate pe mașina de șlefuit plană“, explică Schadeck metoda clasică, ceea ce necesită o etapă de lucru suplimentară, care de asemenea poate fi automatizată foarte greu și, prin urmare, implică aproape întotdeauna un efort manual mare, cu costuri de producție corespunzătoare. „Aici dorim să comparăm frezarea în cadrul unei soluții de sistem.“ De aceea, Rotzoll a frezat fețele laterale ale inserției de formă cu strategia de frezare plană, în acest caz pe 3 axe.
Atât pentru prelucrarea brută, cât și pentru prelucrarea preliminară și finală, a fost ales freza poligonală EHHRE de la MOLDINO. Ca rezultat, s-a obținut o precizie comparabilă cu cea a șlefuirii plane, însă cu un efort considerabil mai mic și, în plus, această prelucrare se desfășoară complet fără operator.
Același frezăr EHHRE a fost folosit de Rotzoll și pentru prelucrarea suprafeței plăcii de ghidare a ejectorului și pentru prelucrarea conturului capacului. Pe baza capacului s-a dorit să se demonstreze că frezarea strălucitoare nu este posibilă doar cu unelte de diamant relativ scumpe, adică unelte MKD sau PKD, ci și cu freze acoperite din metal dur integral. Așa cum s-a procedat cu suprafețele laterale, mai întâi s-a frezat grosier și apoi s-a realizat o prelucrare preliminară, de data aceasta însă cu strategia de frezare spirală 3D.
„Pentru frezarea strălucitoare ulterioară, am ales o toleranță de suprafață de 10 μm și am înclinat uneltele torice cu 0,1° față de normalele suprafeței“, explică Rotzoll strategia sa. Astfel, unghiul față de suprafață a rămas constant, motiv pentru care a fost menținut un punct de contact constant și nu există cu siguranță tăiere pe partea din spate a uneltei. „Am frezat cu EHHRE timp de patru ore, iar tăișurile arătau în continuare bine după aceea.“ Acest lucru demonstrează că frezarea strălucitoare la dimensiune finală cu freze din VHM nu este doar posibilă, ci și sigură din punct de vedere al procesului și economică.
Găurire de ejector cu cameră de funcționare specială
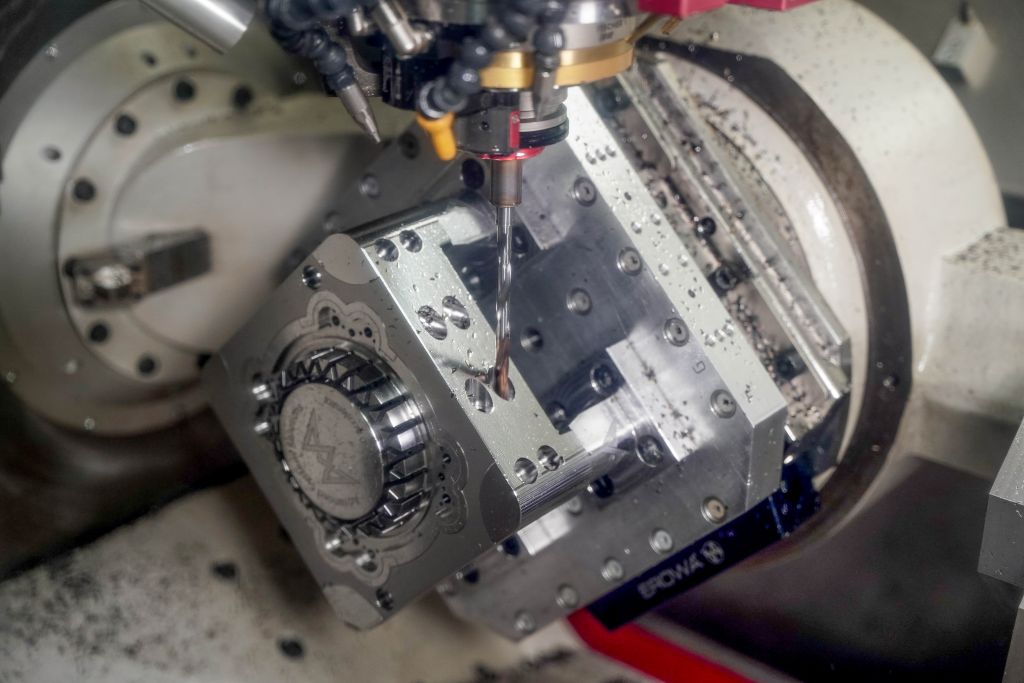
Pe lângă alternativa de șlefuire plană, frezarea suprafețelor a fost prezentată în Soltau ca a doua soluție de sistem, iar forarea cu ejector a fost prezentată ca o soluție deosebit de inovatoare, pentru care camera de lucru dezvoltată de Rotzoll la MOLDINO a fost chiar brevetată. „Printr-o strategie specială de forare și frezarea ulterioară a unei camere de lucru și a unei pante de introducere, am reușit să îmbunătățim semnificativ capacitatea de montare a ejectoarelor”, raportează Schadeck.
Și pentru a putea demonstra fabricarea acestora – chiar și în direct – componenta exemplu a avut 76 de ejectoare în intervalul tipic de diametre de 2,5 până la 5 mm cu toleranța H7. Pentru aceasta, Rotzoll a dezvoltat un ciclu de forare special. „Astfel, este posibil să se producă reproducibil, în calitate H7, mai multe sute de găuri pentru ejectoare cu burghiu MOLDINO NSBH ales, în funcție de adâncime. Și anume, în condiții de siguranță a procesului în funcționare automatizată”, subliniază Rotzoll. Poate fi utilizată aproape orice răcire, cu excepția aerului.
În sistemele de control Röders, acest ciclu de forare a fost deja integrat, la fel ca în Hypermill (OpenMind), iar alți furnizori de CAM urmează să se alăture.
Costurile s-au redus cu cel puțin 50%.
Care este concluzia, și în ceea ce privește timpul și costurile? În acest punct, Schadeck a abordat metoda Production50 (P50) dezvoltată de MOLDINO. Compararea celor două soluții de sistem, frezarea plană versus șlefuirea plană și găurirea cu ejector, s-a bazat pe P50, comparativ cu o abordare convențională, în care se șlefuiește plan și se erodează cu fir.
„Comparativ cu șlefuirea suprafețelor laterale, avantajul de timp și cost prin frezare este semnificativ”, spune Schadeck. „Rezultatul final arată că putem economisi peste 60% din timp și peste 50% din costuri prin frezarea suprafețelor laterale comparativ cu șlefuirea plană.” Un alt aspect este că șlefuirea plană nu poate fi practic automatizată. Situația era și mai favorabilă în cazul sistemului de găurire cu ejector. „Aici avantajul în timp este și mai evident, și anume 84%, referitor la toate ejectoarele.
De asemenea, în ceea ce privește costurile, care la frezare sunt de puțin peste o treime comparativ cu electroeroziunea”, subliniază Schadeck diferențele. Aceasta înseamnă o economie de 65% din costuri.
„Astăzi am văzut cum procesele semnificativ mai rapide și eliminarea timpilor de așteptare pot reduce drastic costurile procesului”, rezumă Schadeck ziua. Și apoi mai este și tema automatizării, care primește un impuls suplimentar din cauza crizei tot mai acute de forță de muncă calificată.
„Soluțiile de sistem prezentate pot contribui semnificativ la utilizarea automatizării într-un mod mult mai eficient.”
Contact:


