


Proč byl termín „systémové řešení“ zvolen jako téma workshopu, popisuje Andreas Schadeck z MOLDINO takto: „Implementované systémové řešení může nabídnout nejen značné technické a ekonomické výhody v samotné výrobě nástrojů, ale i nad rámec toho.“
Co tím je myšleno, vysvětluje Schadeck, který jako procesní optimalizátor a vedoucí týmu pro severní Německo spolu s Markem Rotzollem a dalšími kolegy z kanceláře MOLDINO v ostfálském Herfordu obsluhuje mnoho známých zákazníků v tomto regionu, na příkladu vyhazovače: Při jeho výrobě by cílem nemělo být pouze snížit procesní časy a tím i doby průchodu a náklady, ale také zohlednit procesní bezpečnost a kvalitu zpracování, „protože na této cestě jsme objevili další výhody, které mají pozitivní vliv na samotnou výrobu vstřikovaných dílů. To je pak jasná přidaná hodnota pro zákazníka.“
Aby bylo možné co nejrealističtěji demonstrovat různé scénáře zpracování, navrhl Rotzoll speciálně pro tuto akci pomocí 3D-CAD sestavu o rozměrech 200 x 200 x 90 mm. Ta se skládá z výstřelové tlakové desky, výstřelové držící desky a výstřelové vodicí desky, stejně jako formového vložení (strana výstřelu) z typických částí nástroje pro vstřikování plastů, například pro výrobu krytu motoru.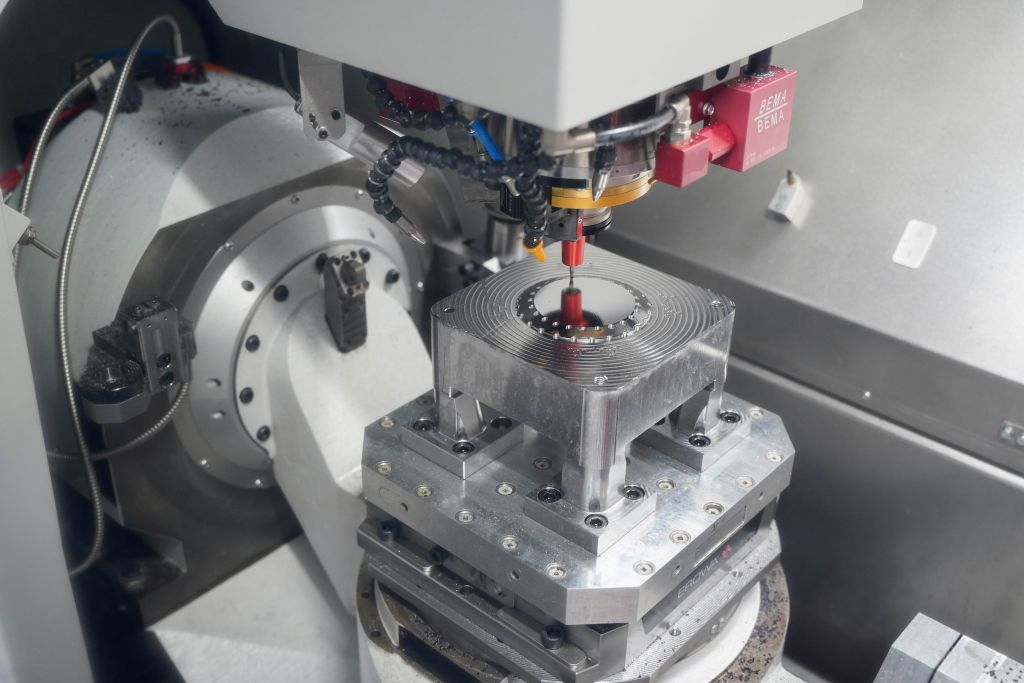
Obrábění ploch na konečný rozměr v leštící kvalitě
Formový nástroj byl během workshopu jasně v centru pozornosti. Zde se nejprve jednalo o jeho boční plochy a tím i o kontaktní plochy, jejichž výroba není zcela triviální. Tyto plochy kladou vysoké požadavky na rozměrovou přesnost, kolmost a paralelnost, stejně jako na jakost povrchu.
„Po kalení se obvykle zpracovává pět nebo šest stran na plošném brusce,“ vysvětluje Schadeck klasický postup, který vyžaduje další pracovní krok, jenž je navíc velmi špatně automatizovatelný, a tím téměř vždy znamená velké manuální úsilí s odpovídajícími výrobními náklady. „Zde chceme v rámci systémového řešení postavit frézování proti sobě.“ Proto byly od společnosti Rotzoll boční plochy formového vložení frézovány strategií plochého frézování, v tomto případě 3-osým způsobem.
Jak pro hrubování, tak pro předběžné a finální opracování byl zvolen EHHRE polygonální fréza od MOLDINO. Výsledkem byla dosažena přesnost srovnatelná s plochým broušením, avšak s podstatně menšími náklady a navíc se tento proces provádí zcela bez obsluhy.
Stejný fréza EHHRE byl také použit firmou Rotzoll při obrábění plochy vývodové vodicí desky a konturovém obrábění víka. Na víku mělo být demonstrováno, že lesklé frézování není možné pouze s relativně drahými diamantovými nástroji, tedy MKD nebo PKD nástroji, ale také s potaženými frézami z tvrdokovu. Stejně jako u bočních ploch se nejprve frézovalo hrubě a poté se provádělo předběžné frézování, tentokrát však se strategií 3D spirálového frézování.
„Pro následné lesklé frézování jsem zvolil jako plošnou toleranci 10 μm a torické nástroje jsem nastavil na normálu plochy s minimálním úhlem 0,1°,“ vysvětluje Rotzoll svou strategii. Tím zůstal úhel k ploše vždy stejný, což zajišťuje konstantní kontaktní bod a určitě nedochází k dodatečnému řezu na zadní straně nástroje. „S EHHRE jsme frézovali čtyři hodiny, břity vypadaly po dokončení stále dobře.“ To ukazuje, že lesklé frézování na konečný rozměr s VHM frézami není jen možné, ale také procesně bezpečné a ekonomické.
Vytlačovací otvor se speciální komorou.
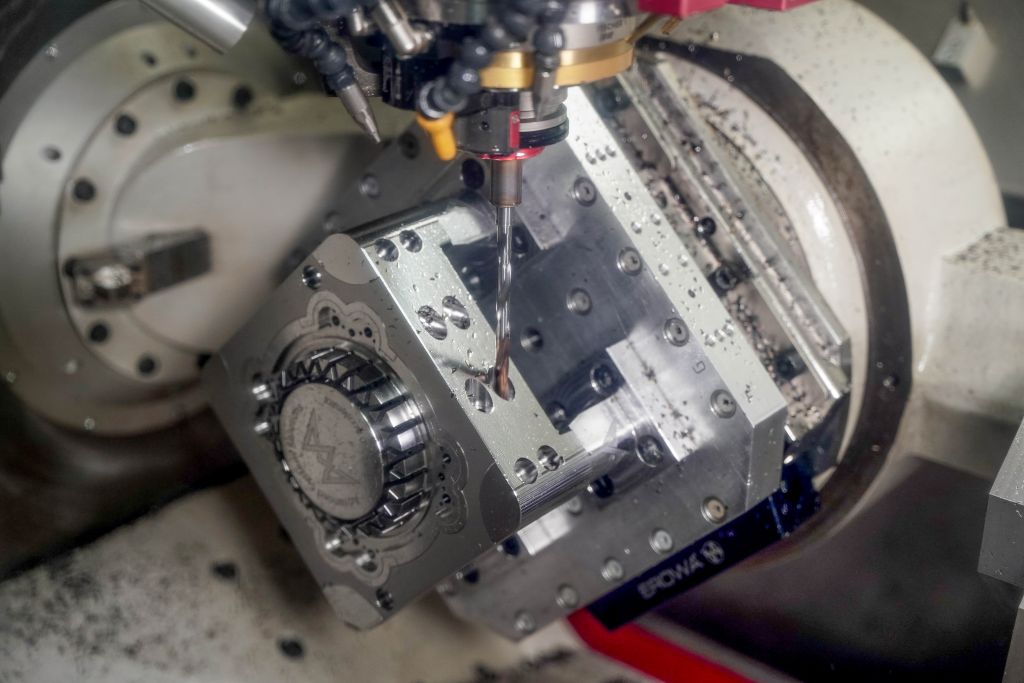
Kromě alternativy plochého broušení, frézování ploch, byla v Soltau jako druhé systémové řešení představena technologie vyhazovacího vrtání. Řešení, které je obzvlášť inovativní a u kterého byla běžná komora vyvinutá firmou MOLDINO dokonce patentována. „Díky speciální vrtací strategii a následnému frézování běžné komory a zaváděcího úhlu jsme mohli výrazně zlepšit montážní schopnost vyhazovačů,“ hlásí Schadeck.
A aby bylo možné jejich výrobu – také živě – demonstrovat, měla příkladová komponenta 76 vyhazovačů v typickém průměrovém spektru 2,5 až 5 mm s tolerancí H7. K tomu vyvinul Rotzoll speciální vrtací cyklus. „Tím je možné s vybraným MOLDINO NSBH vrtákem v závislosti na hloubce reprodukovat několik stovek vyhazovacích otvorů v kvalitě H7. A to procesně bezpečně v automatizovaném provozu,“ zdůrazňuje Rotzoll. Může být použita téměř jakákoliv chladicí kapalina, kromě vzduchu.
V řízeních Röders byl tento vrtací cyklus již integrován, stejně jako v Hypermill (OpenMind), další poskytovatelé CAM by měli následovat.
Náklady se alespoň zpoloviny snížily.
Jaké je tedy závěrečné hodnocení, pokud jde o čas a náklady? V této souvislosti se Schadeck zaměřil na metodiku Production50 (P50), kterou vyvinula společnost MOLDINO. Na P50 byl také založen srovnávací test dvou systémových řešení: frézování ploch versus ploché broušení a vyhazovací vrtání s konvenčním postupem, při kterém se provádí ploché broušení a drátové erodování.
„Ve srovnání s broušením bočních ploch je výhoda v čase a nákladech při frézování značná,“ říká Schadeck. „Konečný výsledek ukazuje, že frézováním bočních ploch můžeme ušetřit více než 60 procent času a více než 50 procent nákladů ve srovnání s plochým broušením.“ Dalším aspektem je, že ploché broušení se téměř nedá automatizovat. Ještě výhodnější to bylo u systému vyhazovačů. „Zde je výhoda v čase ještě výraznější, a to 84 procent, pokud jde o všechny vyhazovače.
Stejně tak u nákladů, které při frézování činí jen něco málo přes jednu třetinu ve srovnání s drátovým erodováním,“ shrnuje Schadeck rozdíly. To znamená úsporu nákladů ve výši 65 procent.
„Dnes jsme viděli, jak je možné drasticky snížit procesní náklady díky výrazně rychlejším procesům a odstranění prostoje,“ shrnuje Schadeck den den. A pak je tu ještě téma automatizace, které dostává další impuls v důsledku zhoršujícího se nedostatku kvalifikovaných pracovníků.
„Představená systémová řešení mohou výrazně přispět k tomu, aby bylo možné automatizaci využívat ještě efektivněji.“
Kontakt:


