


Andreas Schadeck from MOLDINO describes why the term 'system solution' was chosen as a workshop topic as follows: 'An implemented system solution can not only offer significant technical and economic advantages in toolmaking itself but also beyond that.'
What this means is explained by Schadeck, who, as a process optimizer and team leader for Northern Germany, along with Mark Rotzoll and other colleagues from the MOLDINO office in East Westphalia Herford, serves many well-known customers in this region, using the example of ejectors: The goal in their production could not only be to reduce process times and thus lead times and costs but also to consider process reliability and quality of machining, 'because along the way we have uncovered further advantages that positively impact the actual injection molding production. This is then a clear added value for the customer.'
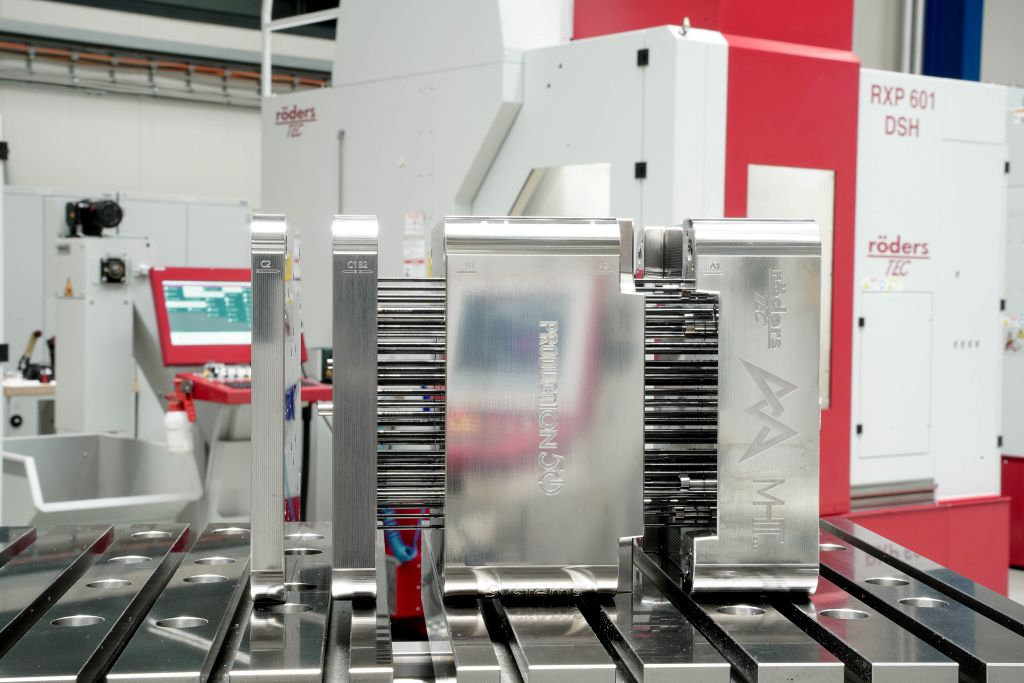
To demonstrate the various machining scenarios as realistically as possible, Rotzoll specifically designed a 200 x 200 x 90 mm assembly using 3D CAD for the event. This consists of the ejector pressure plate, ejector retaining plate, and ejector guiding plate as well as the mold insert (ejector side) from the typical parts of a plastic injection molding tool, here for example for the production of a motor cover.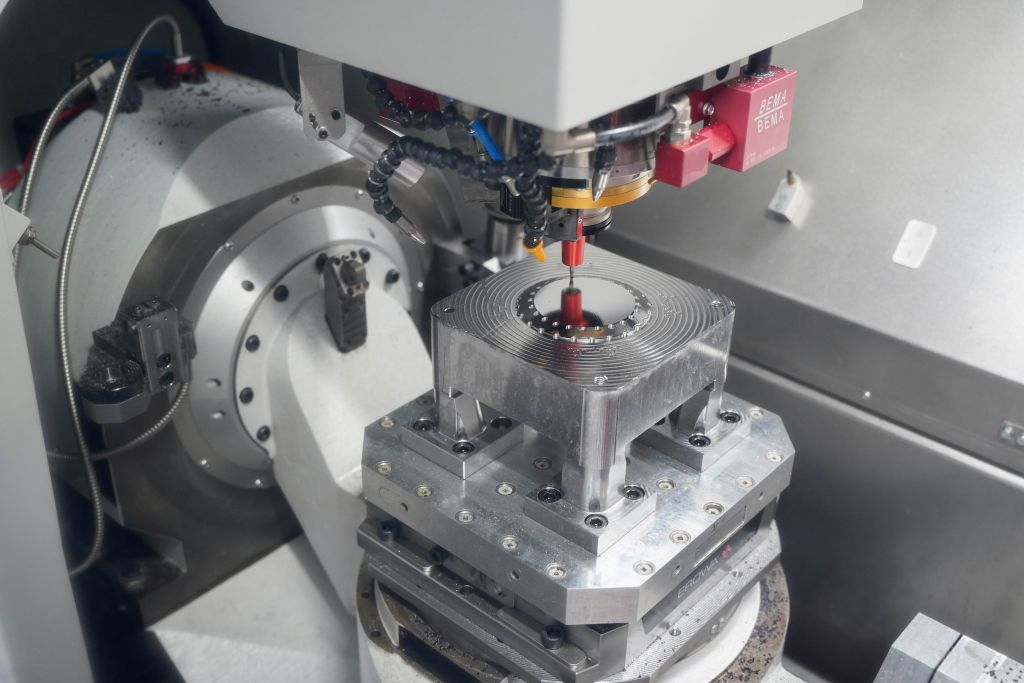
Face milling to finished dimensions in polishing quality
The mold insert was clearly the focus of the workshop discussions. Initially, it was about its lateral surfaces and thus the mating surfaces, whose production is not trivial. Because these impose high demands on dimensional accuracy, squareness, or parallelism as well as on surface quality.
'After hardening, the five or six sides are usually processed on the surface grinding machine,' explains Schadeck the classic procedure, which requires an additional work step that can be very poorly automated and thus almost always involves significant manual effort with corresponding manufacturing costs. 'Here we want to contrast milling as part of a system solution.' Therefore, Rotzoll milled the side surfaces of the mold insert using the strategy of face milling, in this case, 3-axis.
For both roughing and pre-finishing and finishing, Rotzoll selected the EHHRE polygonal cutter from MOLDINO. As a result, a precision equivalent to surface grinding was achieved, but with significantly less effort, and this machining runs completely unmanned.
The same EHHRE cutter was also used by Rotzoll for the surface machining of the ejector guiding plate and the contour machining of the cover. The cover was to demonstrate that gloss milling is possible not only with relatively expensive diamond tools, such as MKD or PKD tools, but also with coated cutters made of solid carbide. As with the side surfaces, roughing and pre-finishing were initially performed, but this time with the strategy of 3D spiral milling.
'For the subsequent gloss milling, I chose a surface tolerance of 10 μm and set the toroidal tool to the surface normal with a minimal angle of 0.1°,' explains Rotzoll his strategy. This kept the angle to the surface constant, ensuring a constant contact point and there is certainly no re-cutting on the tool's back. 'We finished with the EHHRE for four hours, and the cutting edges still looked good afterwards.' This shows that gloss milling to finished dimensions with solid carbide cutters is not only possible but also process-safe and economical.
Ejector hole with special runner chamber
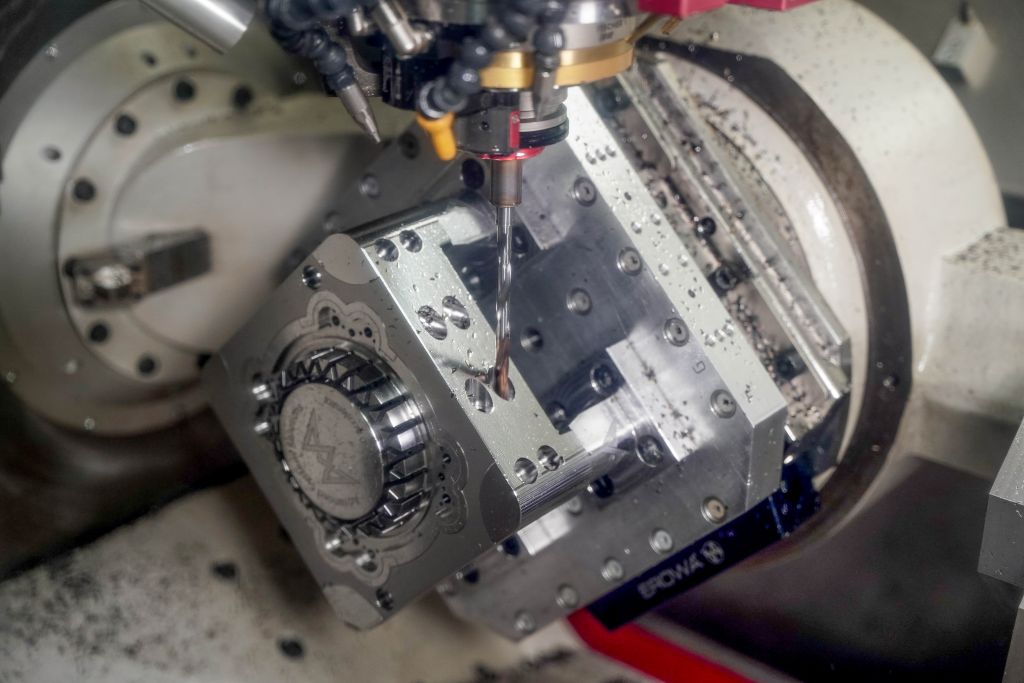
In addition to the surface grinding alternative face milling, ejector drilling was presented in Soltau as a second system solution. A solution that is particularly innovative and for which the runner chamber developed by Rotzoll from MOLDINO has even been patented. 'Through a special drilling strategy and the subsequent milling of a runner chamber and lead-in chamfers, we were able to significantly improve the assembly capability of the ejectors,' reports Schadeck.
And to be able to demonstrate their production - also live - the example component featured 76 ejectors in the typical diameter range of 2.5 to 5 mm with the tolerance H7. For this, Rotzoll developed a special drilling cycle. 'This makes it possible to reproducibly produce several hundred ejector holes in H7 quality with the chosen MOLDINO NSBH drill, depending on the depth. And this is process-safe in automated operation,' emphasizes Rotzoll. Almost any cooling can be used, except for air.
In the Röders controls, this drilling cycle has already been integrated, as well as in Hypermill (OpenMind), with more CAM providers to follow.
Costs have at least halved
What is the conclusion regarding time and costs? At this point, Schadeck addressed the Production50 method (P50) developed by MOLDINO. The comparison of the two system solutions face milling versus surface grinding and ejector drilling with a conventional approach, where surface grinding and wire erosion are used, was also based on P50.
'Compared to grinding the side surfaces, the time and cost advantage of milling is significant,' says Schadeck. 'The end result shows that by milling the side surfaces compared to surface grinding, we can save over 60 percent in time and over 50 percent in costs.' Another aspect is that surface grinding is almost impossible to automate. The situation was even more favorable with the ejector drilling system. 'Here, the time advantage is even more pronounced, namely 84 percent, based on all ejectors.
Similarly, the costs for milling are only slightly more than a third compared to wire erosion,” Schadeck sums up the differences. This means a 65 percent cost saving.
“Today we saw how significantly faster processes and the elimination of idle times can drastically reduce process costs,” Schadeck summarizes the day. And then there is the topic of automation, which is gaining additional momentum due to the tightening shortage of skilled workers.
“The presented system solutions can significantly contribute to making automation even more effective.”
Contact:


